



分析轻货车和客车车身结构的差异,研究混线后槽液异常变化,逐一采取措施,是解决轻货车和客车混线电泳的基本思路。
1)客车骨架沥水孔的设计和改进。客车车身是钢管骨架结构,采用电泳工艺的客车车身骨架上的工艺孔按功能可分为沥水孔、排气孔、防电磁屏蔽孔。所有工艺孔兼具防电磁屏蔽的功能,而部分防电磁屏蔽孔又承担排气孔的功能。工艺孔的设计合理与否是确保进入骨架钢管内的电泳线各槽的液体能否及时流出,不污染其他槽液,同时提高电泳漆泳透力,满足钢管内腔涂膜性能的关键因素。即要实现客车与轻型货车混线生产,客车骨架钢管沥水要干净,钢管内液体要及时排空。
首先,需要对准备上线电泳的各客车车型进行再设计,即对选定需要电泳的客车产品,在充分考虑保证车身骨架强度的前提下,对钢管骨架进行沥水孔、排气孔、防电磁屏蔽孔设计。然后,通过路试实验和相关安全实验,进一步验证增加沥水孔、排气孔、防静电屏蔽孔后的钢管骨架是否满足车身强度的要求。
接着,设计客车电泳专用的吊装托排,上线试电泳,调整电泳线各个槽液的工艺参数。通过试生产发现,仅对原来的轻型货车电泳线各槽液参数微调,轻型货车和客车便能获得满足质量要求的电泳涂层。
试生产阶段,在沥水工位发现客车车身部分骨架钢管有大排量集中泄水现象,即沥水不干净。随后对需要电泳的各个客车车型的每一根车身骨架钢管进行梳理和排查。发现共性问题如下:部分骨架钢管没有设计沥水孔;部分骨架钢管设计沥水孔的位置不对;部分骨架钢管设计了沥水孔,但沥水孔加工开孔不规范等,如图6-6所示。20
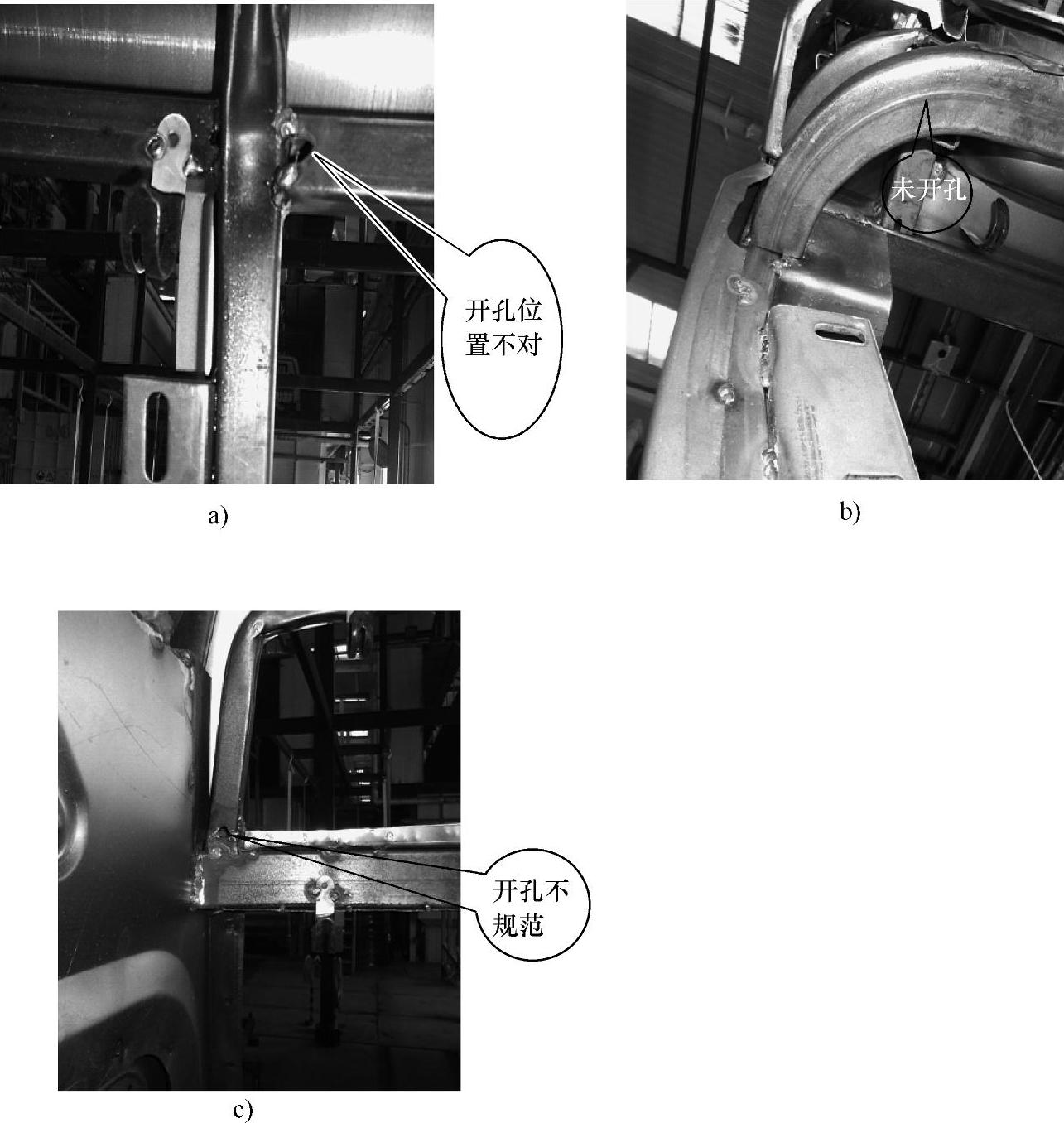
图6-6 检查发现的问题
发现问题后,应系统地向客车设计部门和骨架钢管加工制作单位反馈。通过对问题钢管骨架二次设计和验证,顺利解决客车钢管骨架沥水不干净的问题。
另在此项目推进过程中,客车电泳专用托排出现沥水不净的现象,在生产实践中需要注意。
2)客车上线后工艺槽液参数变化和应对措施。解决客车钢管骨架沥水不净问题后,运行一段时间出现下面问题:
由于生产工艺和车身结构的不同,客车对槽液的污染比轻型货车大;由于客车车身表面积远大于轻型货车车身表面积,客车前处理和电泳耗用材料比轻型货车要多。这样,各槽液参数的控制和槽液污染控制难度加大。
原有轻型货车电泳工艺路线如下:
上线—预脱脂—脱脂—水洗—水洗—表调—磷化—水洗—水洗—沥水—电泳—UF1—UF2—水洗—纯水洗—下线。
为解决客车上线后槽液参数控制新的问题,依据上述电泳工艺路线逐工序地分析和研究了客车上线后有效控制槽液参数的措施。具体情况如下:
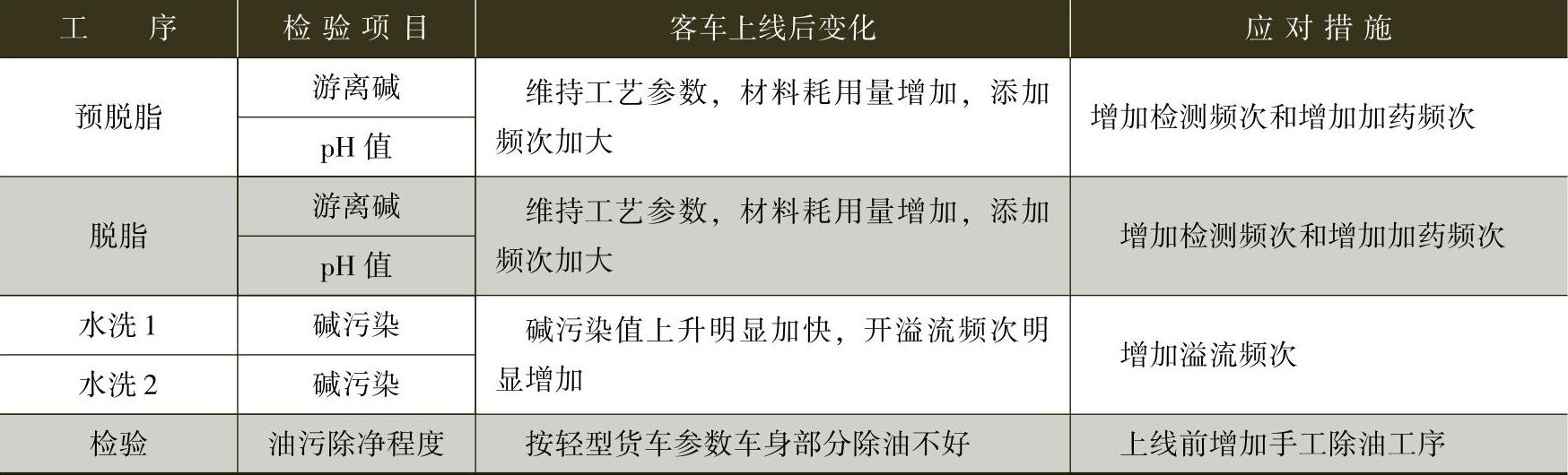
①脱脂工序。脱脂是第一道工序,客车上线后,预脱脂槽、脱脂槽、水洗槽槽液参数变化情况见表6-3。
表6-3 客车上线后脱脂工序变化一览表

根据客车上线后预脱脂槽、脱脂槽、水洗槽槽液参数发生的变化情况,采取应对措施见表6-4。
客车对预脱脂槽和脱脂槽的污染比轻型货车明显重,预脱脂槽和脱脂槽的倒槽频次也要增加。客车对水洗槽污染比轻型货车明显重,水洗槽的倒槽频次要对应增加。
表6-4 客车上线后脱脂工序应对措施一览表
 (https://www.xing528.com)
(https://www.xing528.com)
②表调工序。表调是介于脱脂和磷化之间的工序,客车上线后,其槽液参数变化情况见表6-5。
表6-5 客车上线后表调槽液参数变化情况一览表

根据客车上线后表调槽液参数的变化情况,制订出具体应对措施,见表6-6。
表6-6 客车上线后表调工序应对措施一览表

③磷化工序。磷化工序作为电泳线上承接前后工序的中间工序,其在验证前面工序的质量和保证后面工序质量方面有举足轻重的作用,客车上线后,磷化槽、水洗槽、置换槽槽液参数变化情况见表6-7。
表6-7 客车上线后磷化工序槽液参数变化的情况一览表
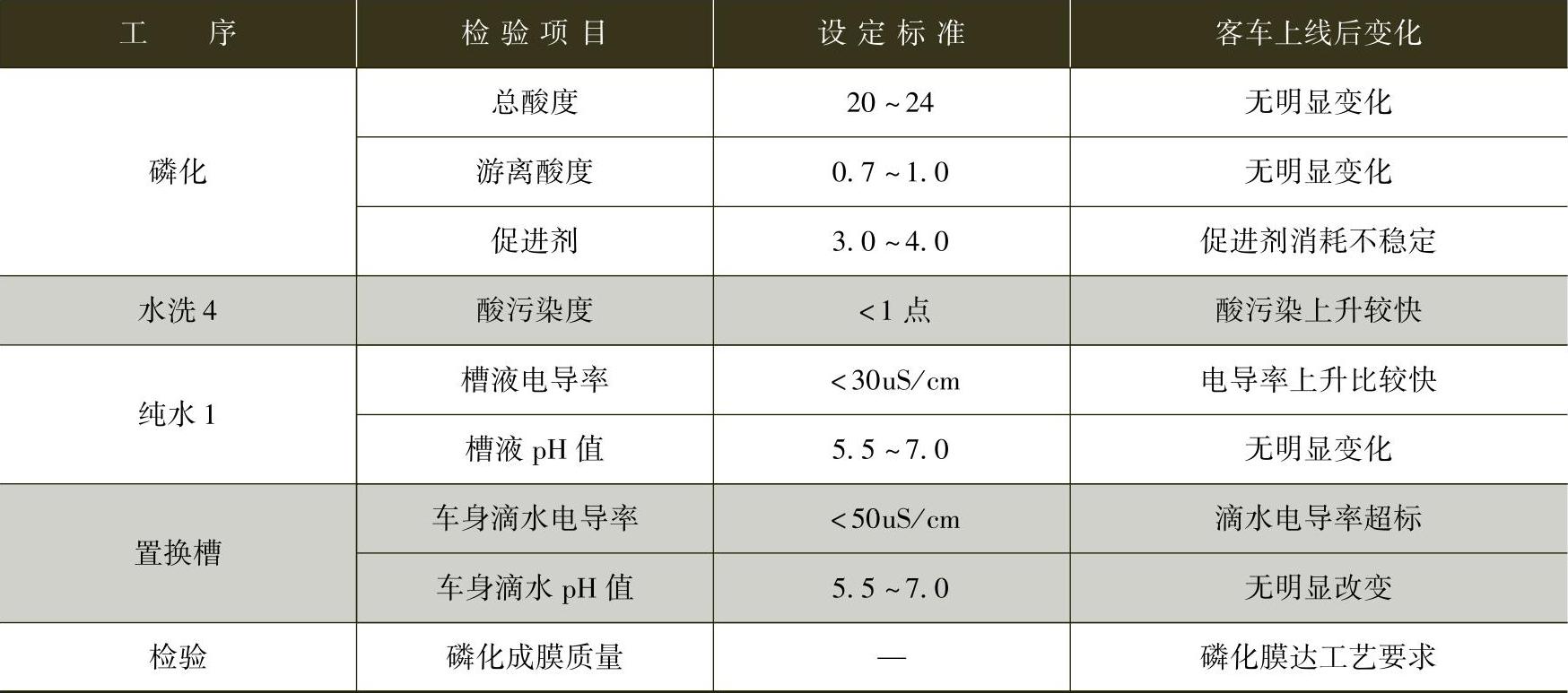
依据客车上线后磷化槽、水洗槽、置换槽槽液参数变化情况,采取应对措施,见表6-8。
表6-8 客车上线后磷化工序应对措施一览表
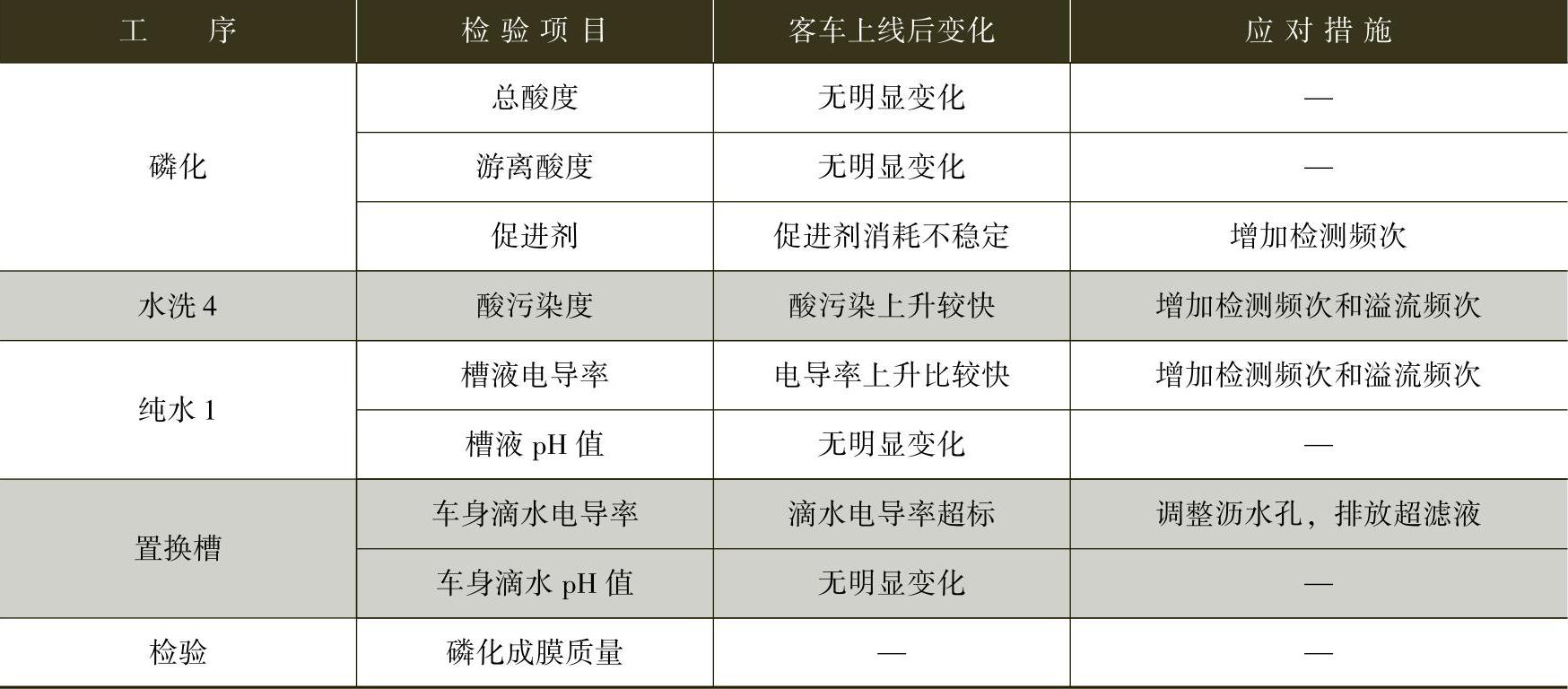
除了以上应对措施外,为控制好磷化工序各槽液参数,还需采取以下措施:客车车身表面积大,同样产量下磷化槽除渣频次要增加;客车对槽液的污染比轻货车大,纯水槽倒槽频次需要对应增加;客车对槽液的污染比轻货车大,水洗槽倒槽频次也对应增加;滴水电导率超标主要因为客车车身杂质较多(一般是钠、钙、铁离子),除增加上线前预处理工序外,还需增加对电泳槽杂质离子的检测频次。
④电泳工序。电泳工序是电泳线技术难度最大的工序,一旦出现问题不但经济损失大,而且调整周期长,故其槽液参数的检测和维护是整条电泳线槽液工艺参数维护中的重中之重,客车上线后其槽液参数变化情况见表6-9。
表6-9 客车上线后电泳工序槽液参数变化一览表
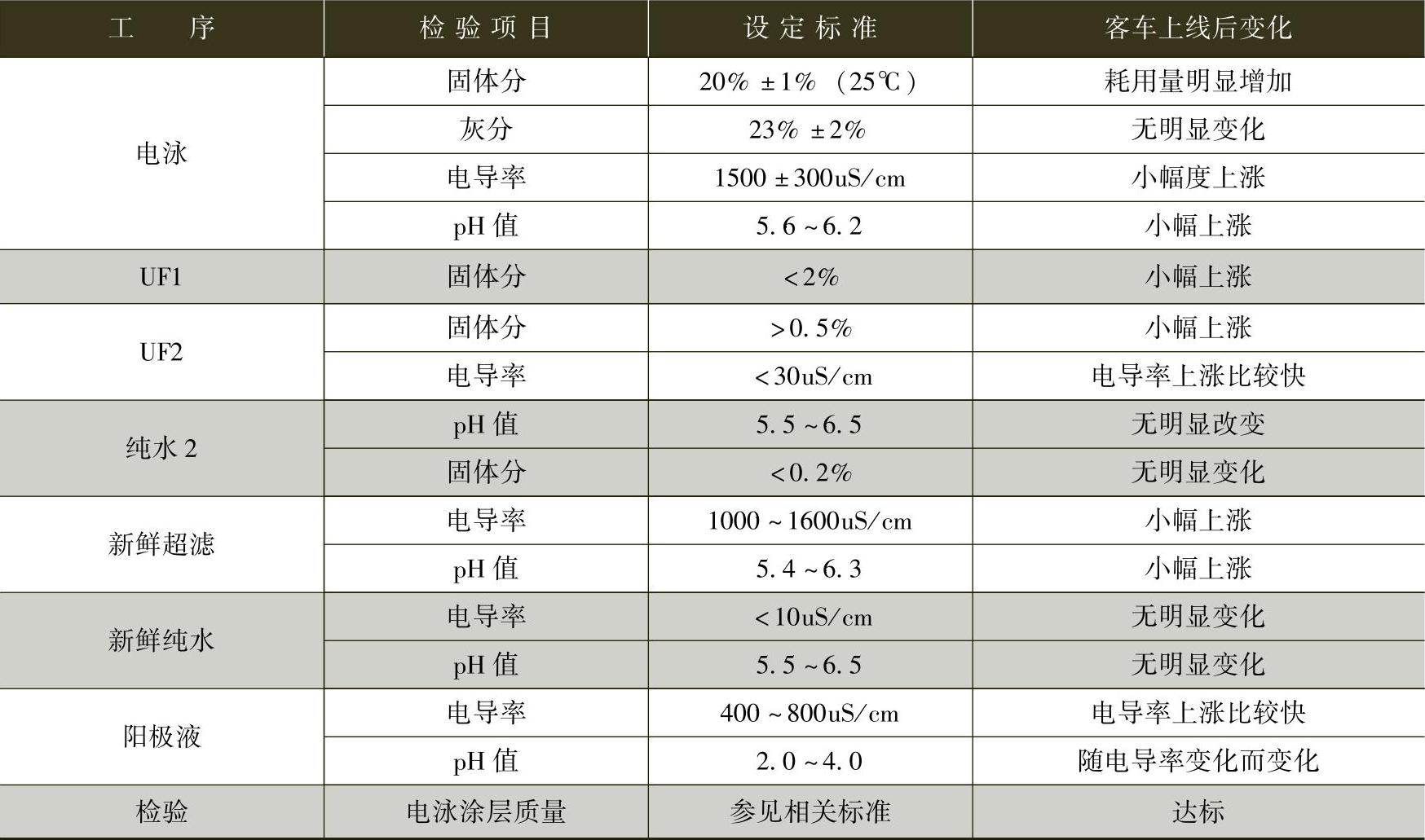
根据客车上线后,电泳工序各槽槽液工艺参数变化情况,采取应对措施见表6-10。
表6-10 客车上线后电泳工序应对措施一览表
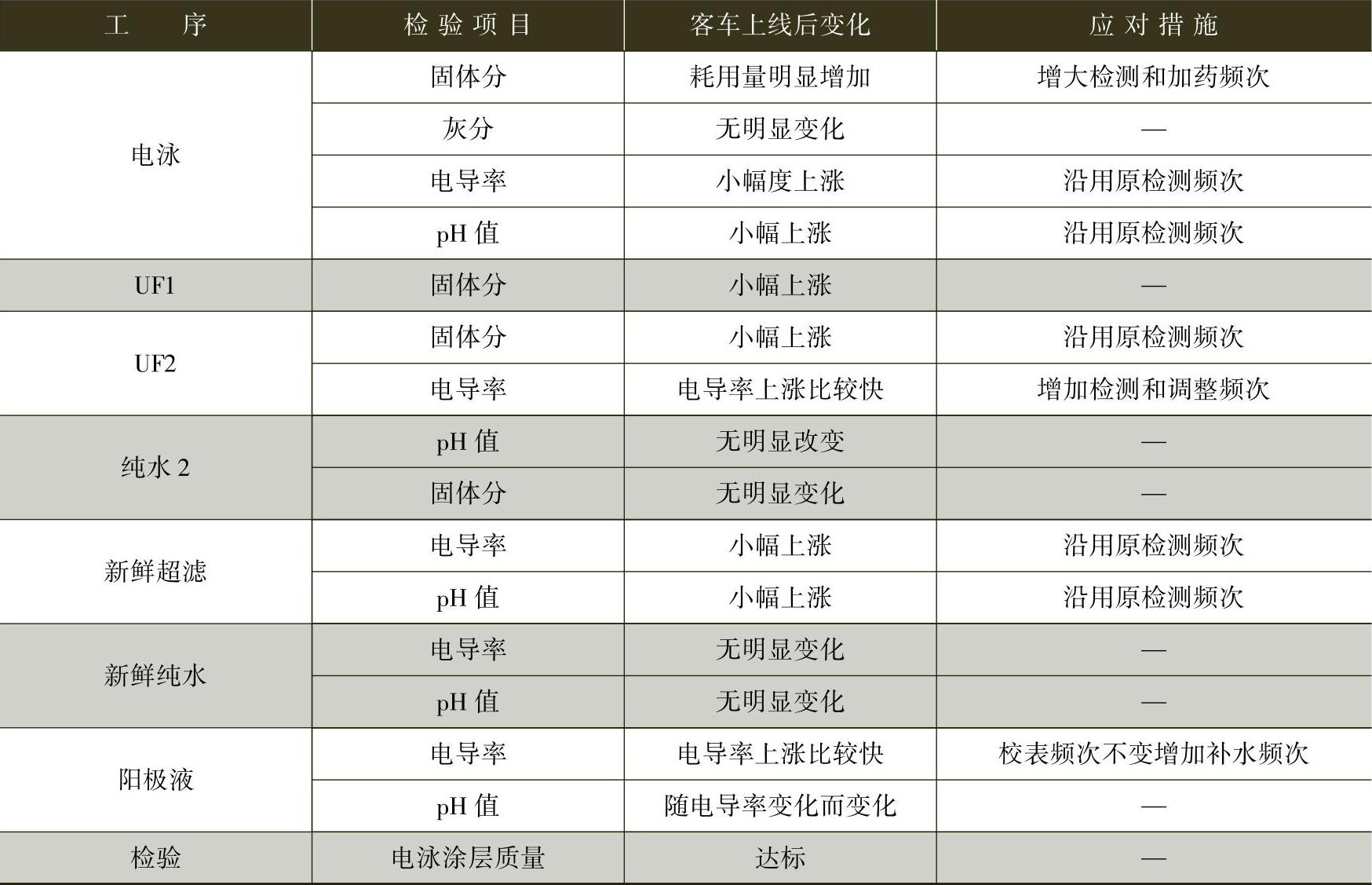
客车和轻货车混线电泳后,在电泳工序除了采取以上措施外,还需增加以下措施:由于客车污染比轻型货车重,纯水槽倒槽频次也要对应增加。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。