



色差直接影响到顾客的外观目视效果,因此对色差的控制尤为重要,JMC建立了一整套完整的色差控制流程。
(1)成立色差评定小组 JMC成立了色差控制小组,主要由产品开发造型室工程师、采购中心STA辅料和配套件工程师、涂装车间质量和技术工程师、质保部涂装现场和外协及整车评价工程师、质管部理化计量工程师、总装工程师、配套件供应商、涂料供应商等经过相关颜色培训成员组成。
(2)规范了色差评审环境 自然日光采用北空昼光,并且比色区周围应没有彩色物体(如红砖墙或绿树)的反射光。在闭塞位置阳光应均匀,其照度不小于2000lx,一般在室外上午10点或者下午2点阳光下评判。
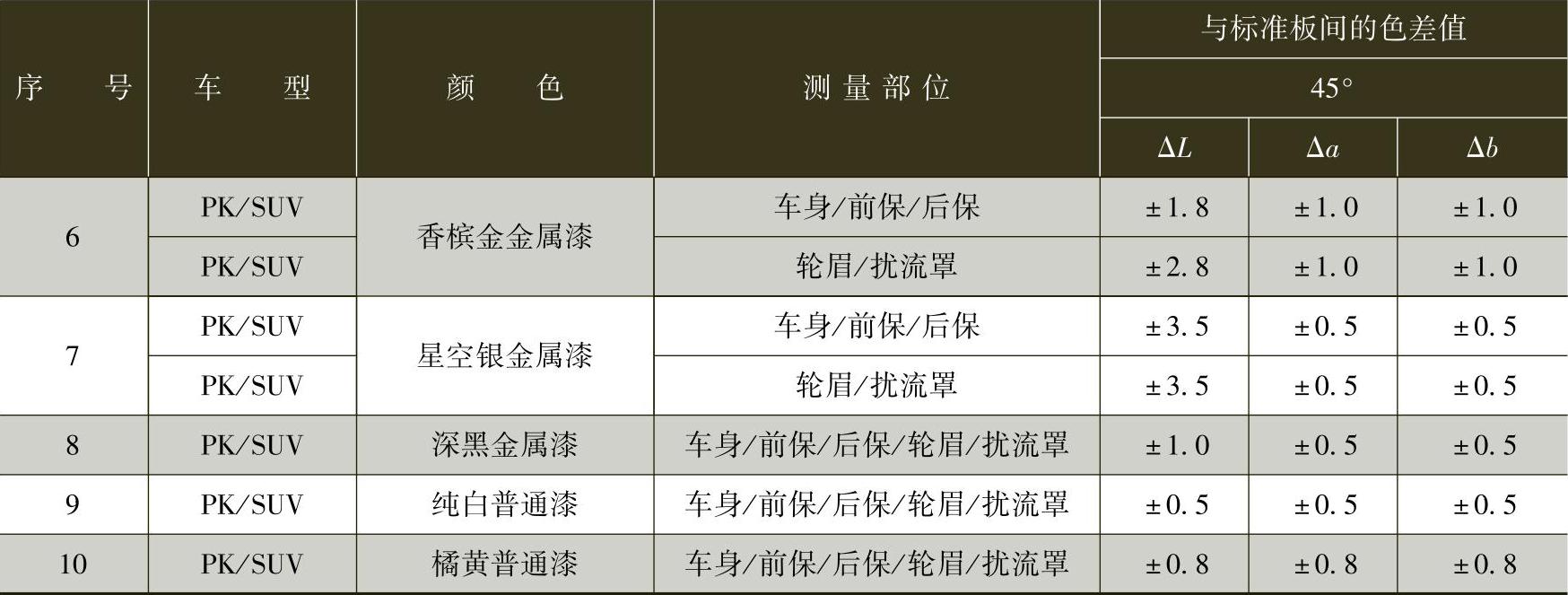
(3)确定了色差控制标准 评审以目视为准,若目视合格则视为该批车身或者样板为合格。若目视不合格,则测量色差值并进行分析。JMC根据不同颜色确定了具体的色差控制目标值。表4-13为部分颜色的色差标准值,标准值为初步确定的标准,后续将根据运行的实际情况进行微调。
表4-13 部分颜色色差标准

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(4)色差评审分类
1)标准板色差评定。无异常情况两年更新一次,以造型室确定母板原始数据为基准,采用爱色丽MA98或MA68-Ⅱ色差仪测量,依据色差标准挑选标准板。
2)批次板色差评定。理化计量工程师采用爱色丽MA68-Ⅱ色差仪测量批次油漆板与标准板之间颜色的差异,并以此为评判批次油漆是否合格标准之一,将测量数据形成趋势图经色差小组成员汇总。
3)工程板色差评定。工程板的制作,首先制备工程板的油漆必须是稳定生产情况下,正常循环时间的油漆;其次,工程板的选择以稳定颜色的车身主要与外饰件交接处的色差数据为参考。工程板的制作考虑到标准板由油漆供应商提供,其制作过程中施工工艺与现场的差异(例如空气枪与机械手等喷涂的差异),采用在线随车制作工程板,工程板评审合格后将下发至外饰件配套供应商和各相关部门指导生产。
4)车身色差评定。由于车身各部位型面差异,相同颜色在不同弧面人感受到的色彩不一样,且在喷涂过程中,部分型面较复杂部位易流挂(如叶子板、尾门、侧围等部位),所以生产时会对个别型面流量进行调整,相同油漆在不同流量的情况下,色彩的变化也将受到不同程度的影响。车身的色差评审员主要是定期对涂装刚下线产品进行颜色的评审,以目视一致性为主,测量数据指导颜色监控;标准化色差测量操作方式方法,如车身及外饰件色差测量的时候规定了具体测量区域及测量点。
5)车身与配套件色差评审。定期对整车及外饰件配套颜色进行评审,以目视一致性为主,测量数据指导颜色监控及调控。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。