



(1)工位技术条件 工艺平面图完成后,就需要再对局部细节细化,由设计转化到人工操作层面。根据提出的品质要求,规范员工操作要求,对各操作进行明确,同时明确工位对照明、室体结构,对其他公共资源点的细节提出要求。脱脂工位技术条件见表4-12。
表4-121脱脂工位技术条件
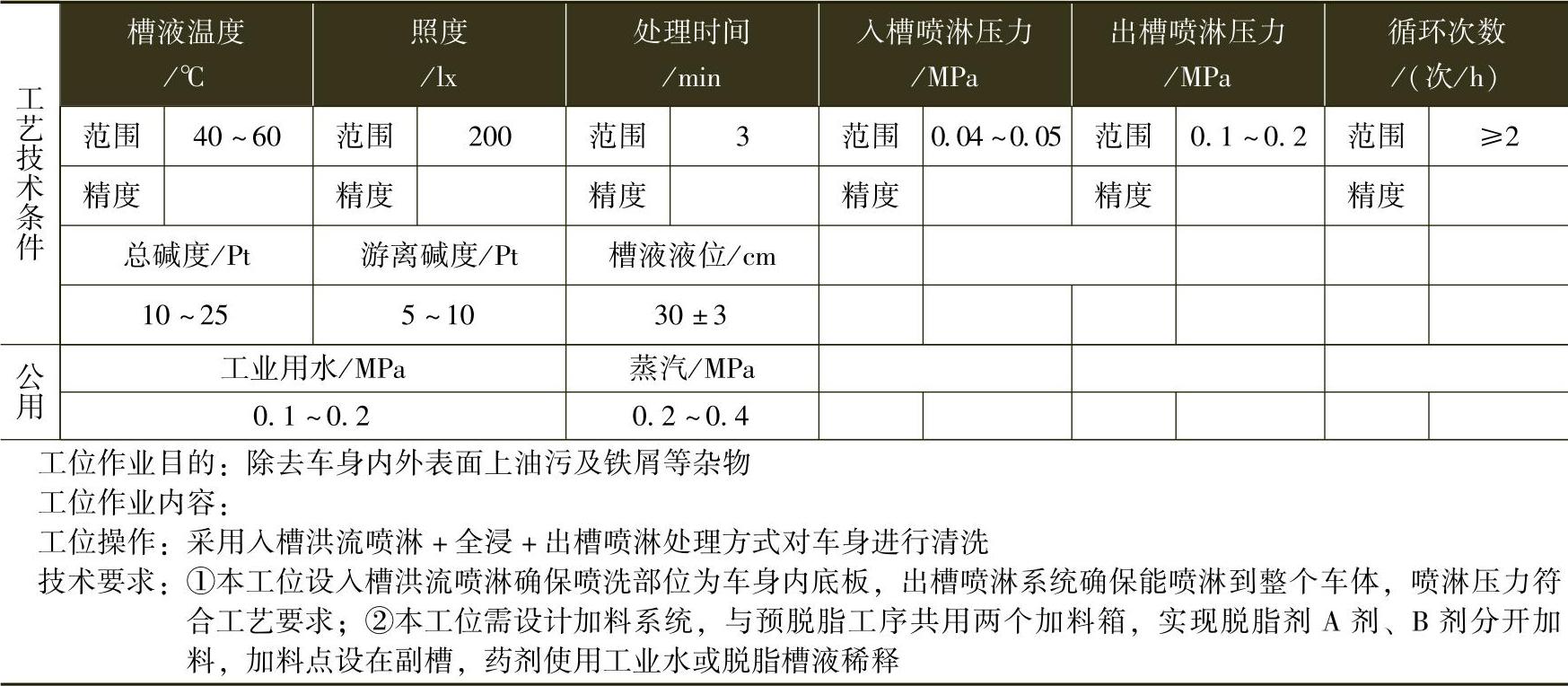
此文件将该工位从人、机、料、法、环、测等各方面进行一个了全面的介绍,各职能部门从中总结归纳自己部门需要进行控制的项目,并对各项目采取控制措施或者进行培训,提炼员工技能培训项;同时设备设计时应考虑设备防错;公用土建配置、工艺部门确定工装和工位器具以及工具的条件,是设备设计、工艺准备的重要输入条件。
(2)编制非标设计任务书 工位技术条件完成后,每一个工位的工艺要求已经很明确了,并且涂装设备大部分都属于非标设备,工艺对设备的要求必须用文件化的资料来描述,就需要编制非标设计任务书。编制非标任务书的目的和意义在于将工艺的要求以工程化的语言向相关专业提出要求,其主要内容包括:用途;技术规格,包括生产能力、输送方式、吊挂方式以及零件重量和动力来源等。同时提出工艺要求及操作方式,此外还包括对设备的特殊要求,如温湿度和允许的最大外形尺寸以及在此工位可能进行的工艺特殊操作等,必要时进行简单的工艺附图以明示。下面是脱脂工位部分示例:
用于车身焊接总成涂装前的脱脂、磷化及清洗。设备年时基数:4560h;生产节拍:1.2min/台;设备利用率:95%;节距=6.5m;V=5.42m/min。
脱脂工位要求:采用喷浸结合的处理方式,配置循环管路和泵,保证槽内搅动≥2次/小时。循环管路设置袋式过滤器(100~150μm)、铁屑分离装置和换热装置。除油装置与预脱脂共用一套,除油后的清洁液回到本槽,设置脱脂剂加药,自动进行工业水供给,同时实现脱脂液补加到加药槽便于提高脱脂剂的溶解速度;通过液位计进行液位控制。出、入槽安装喷淋管路,入槽喷淋液采用自身槽液,出槽喷淋液采用No.1水洗管路和从脱脂置换槽到本槽的管路。自动温度控制,用电磁阀控制水洗槽液流入。脱脂液需考虑消泡设施。(https://www.xing528.com)
非标设计任务书是设备招标和设计的基础书,它将工艺转换到设备,对工厂的投资起决定性的作用,是工厂涂装设备质量设计的保证,同时也是所有工艺流程的一个具体体现。此文件需要工艺规划人员进行多方评审,结合国内国际先进经验,做到低成本高收入。
汽车涂装工艺设计中的文件体系是一个从点到面,然后再从面到点的过程,其基本组成如图4-32所示。
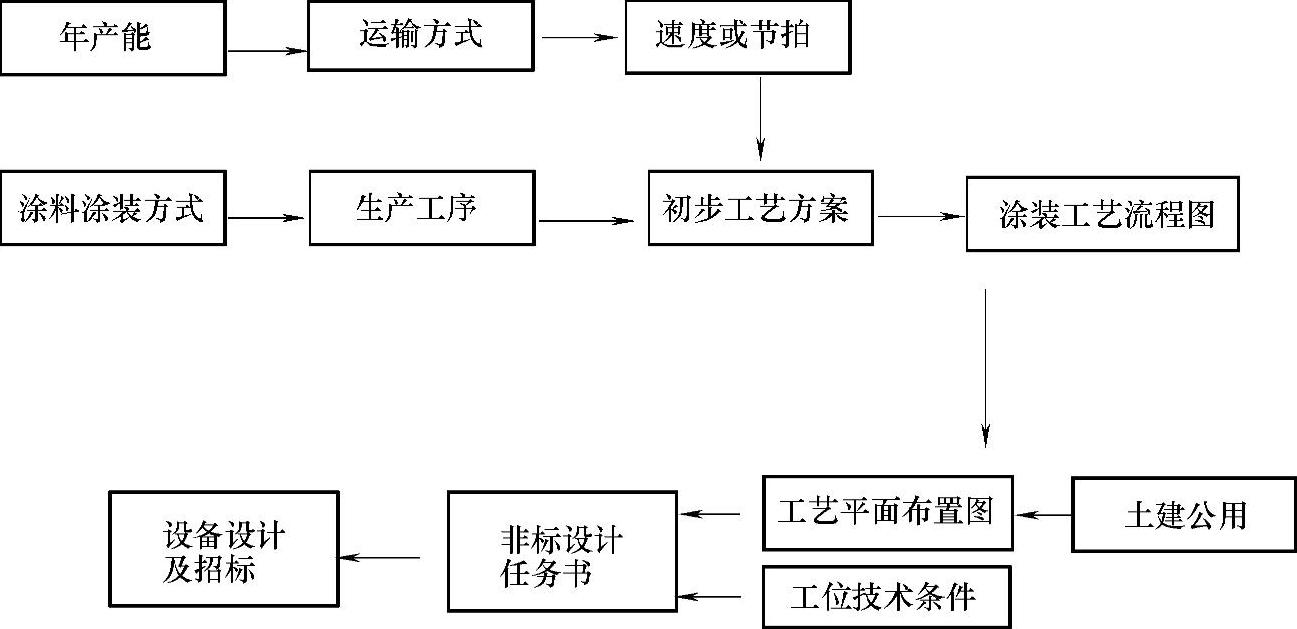
图4-32 涂装工艺基本组成
当工艺设计部门输出非标设计任务书后,涂装工艺设计就相对结束了。涂装工艺设计水平不能只靠设计单位人员设计出来,需要主机厂工艺设计人员进行多方案对比评价,与国内外同类型涂装线体的先进经济指标来对比,作出每项涂装工程设计的工艺设计优劣的评价,针对差距及问题,逐个攻关解决。总结建设中的经验教训或在引进技术的基础上再创新和自主创新。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。