



1.涂层性能分析
将均匀喷粉后的滤清器在封闭的红外烘道内静置40s,初始红外加热功率10kW,采用PID算法控制烘道温度在180℃,冷却后进行碰撞试验,试验效果如图3-59所示。
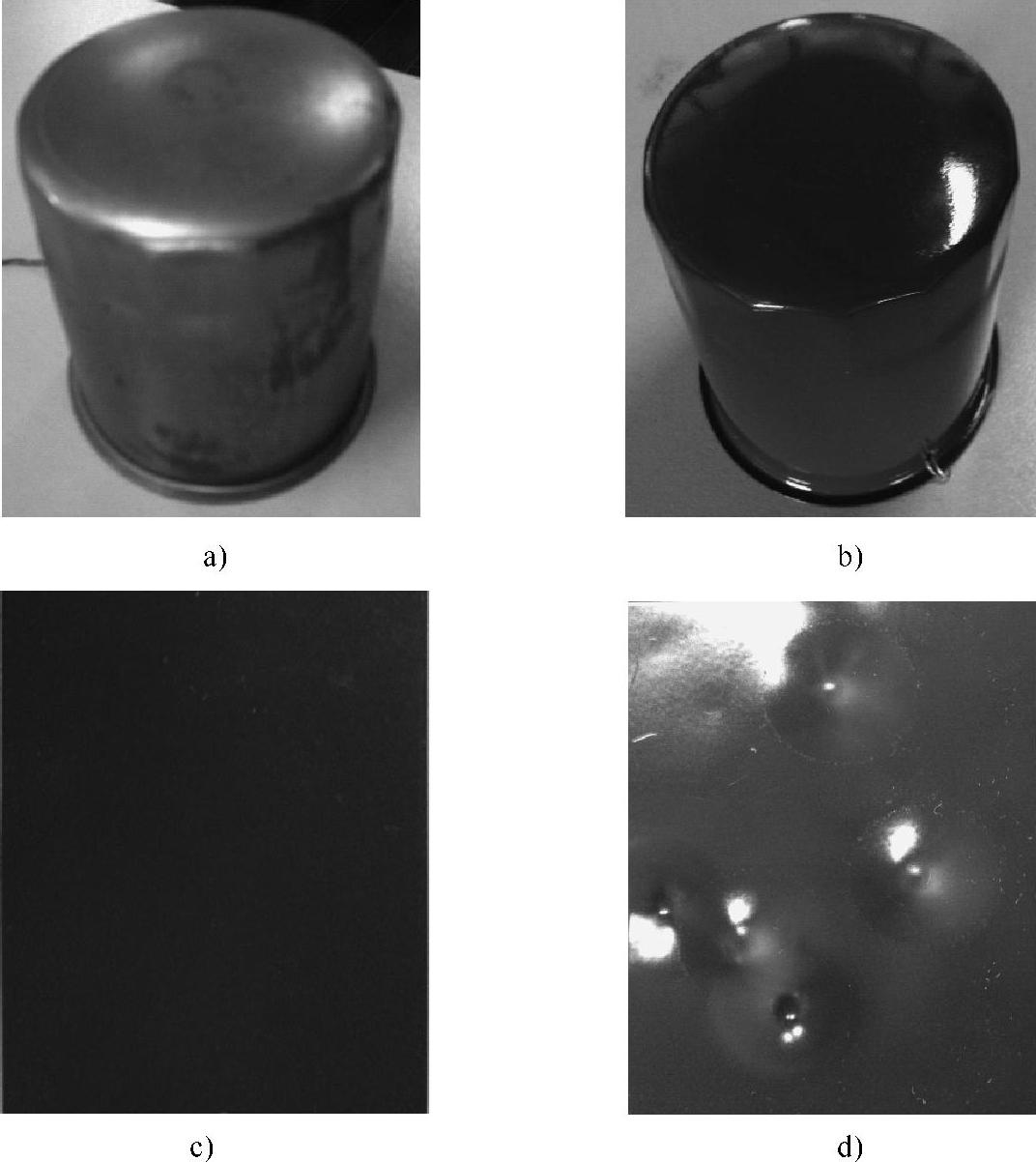
图3-59 滤清器喷粉固化及测试的前后对比图
a)未喷粉的滤清器 b)粉末涂层固化后效果图 c)局部效果 d)碰撞试验测试结果
由试验结果可以发现,涂层在碰撞中心点完全没有脱离的痕迹,由此基本可以初步判断,以上所示条件基本可以得到良好的固化效果。
2.波长匹配结果分析
以上试验条件虽然在初始状态基本符合波长匹配的条件,但是总体过程中很难完全做到匹配(起初在3μm左右的吸收峰在固化后基本消失),所以,若要完全实现全程匹配,就必须使用闭环系统控制红外辐射元件的功率,以实现发射光谱的峰值基本覆盖吸收峰。
高红外加热固化闭环控制系统如图3-60所示。(https://www.xing528.com)
工件喷粉后进入加热固化环节。当工件进入加热部分烘道,光纤光谱仪立刻测得该滤清器的涂层红外吸收光谱E-λ,测得该光谱之后经由单片机控制程序对该吸收光谱进行分析(每隔3μm对吸收光谱进行积分,得到面积最大的3μm波长段),得到吸收最大的波段之后,根据图3-58a所示的最佳吸收图谱,可以得到匹配的发射光谱,由该发射光谱得到对应的辐射元件所需的功率。除了上述的波长匹配反馈,还需要通过炉温跟踪仪实时监测工件的表面涂层温度,如果温度高于保温额定温度就停止加热,如果低于保温温度就开始加热,因为温度过高会导致涂层分子过热而变质。
高红外加热固化闭环系统的匹配精度及效率由单片机对实时红外吸收光谱及发射光谱的匹配算法决定,具体参数都需要经由试验对比得出,有关发热元件功率和表面温度的对照见表3-20。
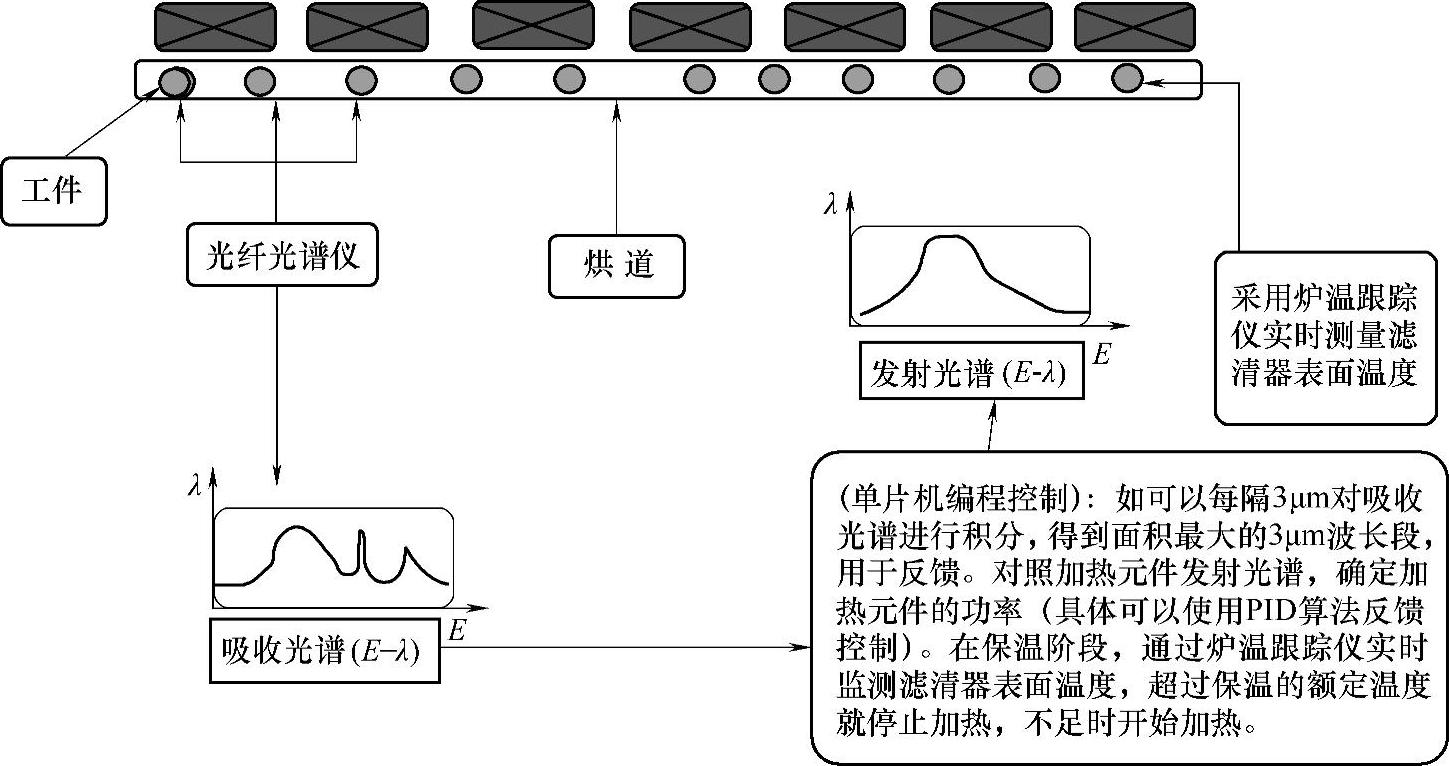
图3-60 高红外加热固化闭环控制系统示意图
表3-20 发热元件功率和表面温度的对照表

注:电阻丝工作功率与表面温度和空气流动速度的关系(在实现闭环系统中使用)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。