



【摘要】:数控机床在输入代码、坐标系统、加工指令、程序格式等方面已形成国际通用标准,我国依据国际标准也制定了JB/T3208—1999行业标准,详细内容见表10-3,表10-4。本节各表在使用中必须注意,目前国内外数控机床所使用的有关指令代码及其含义并不完全相同,编程时务必严格遵守具体机床使用说明书的规定。
数控机床在输入代码、坐标系统、加工指令、程序格式等方面已形成国际通用标准,我国依据国际标准也制定了JB/T3208—1999行业标准,详细内容见表10-3,表10-4。
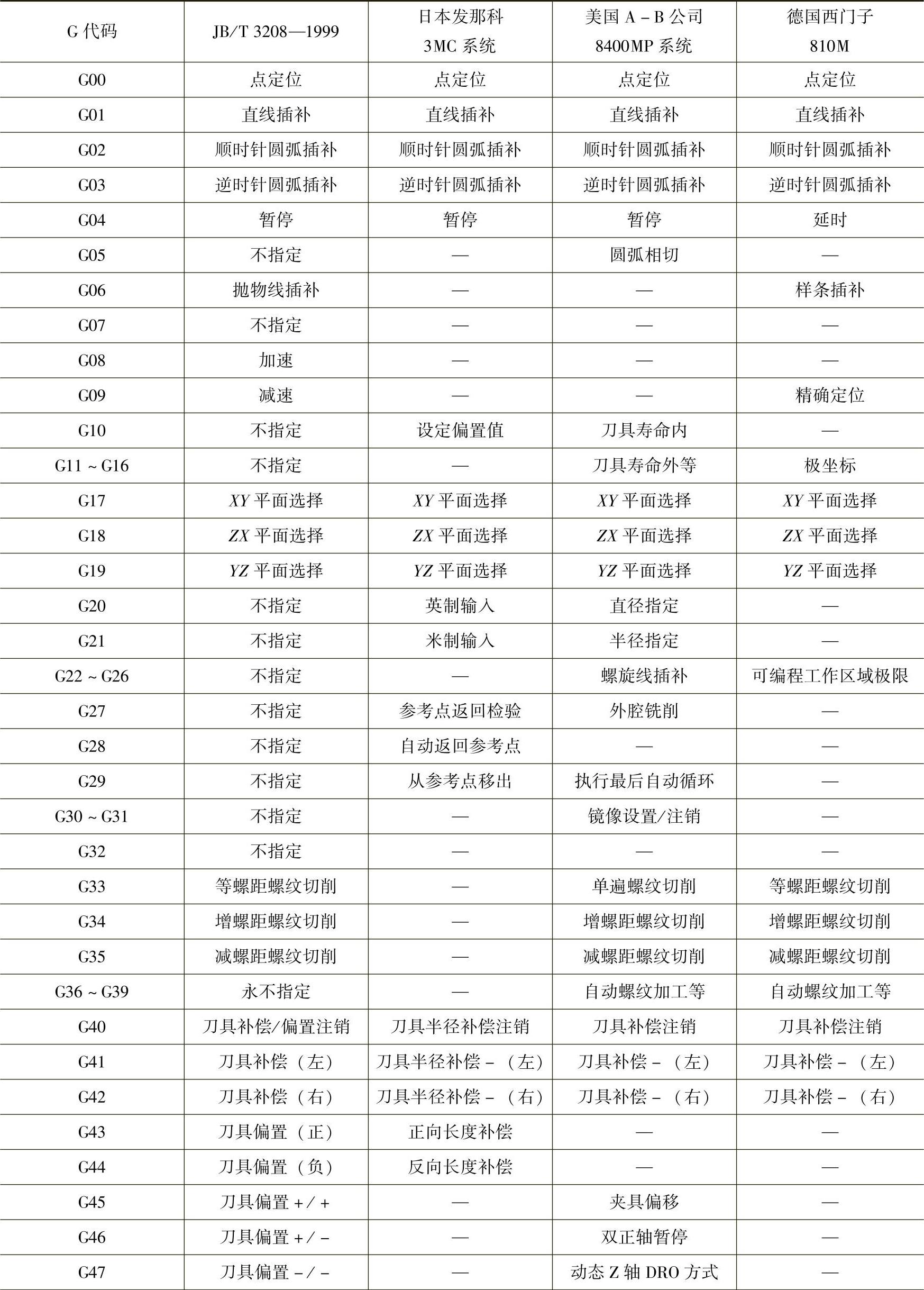
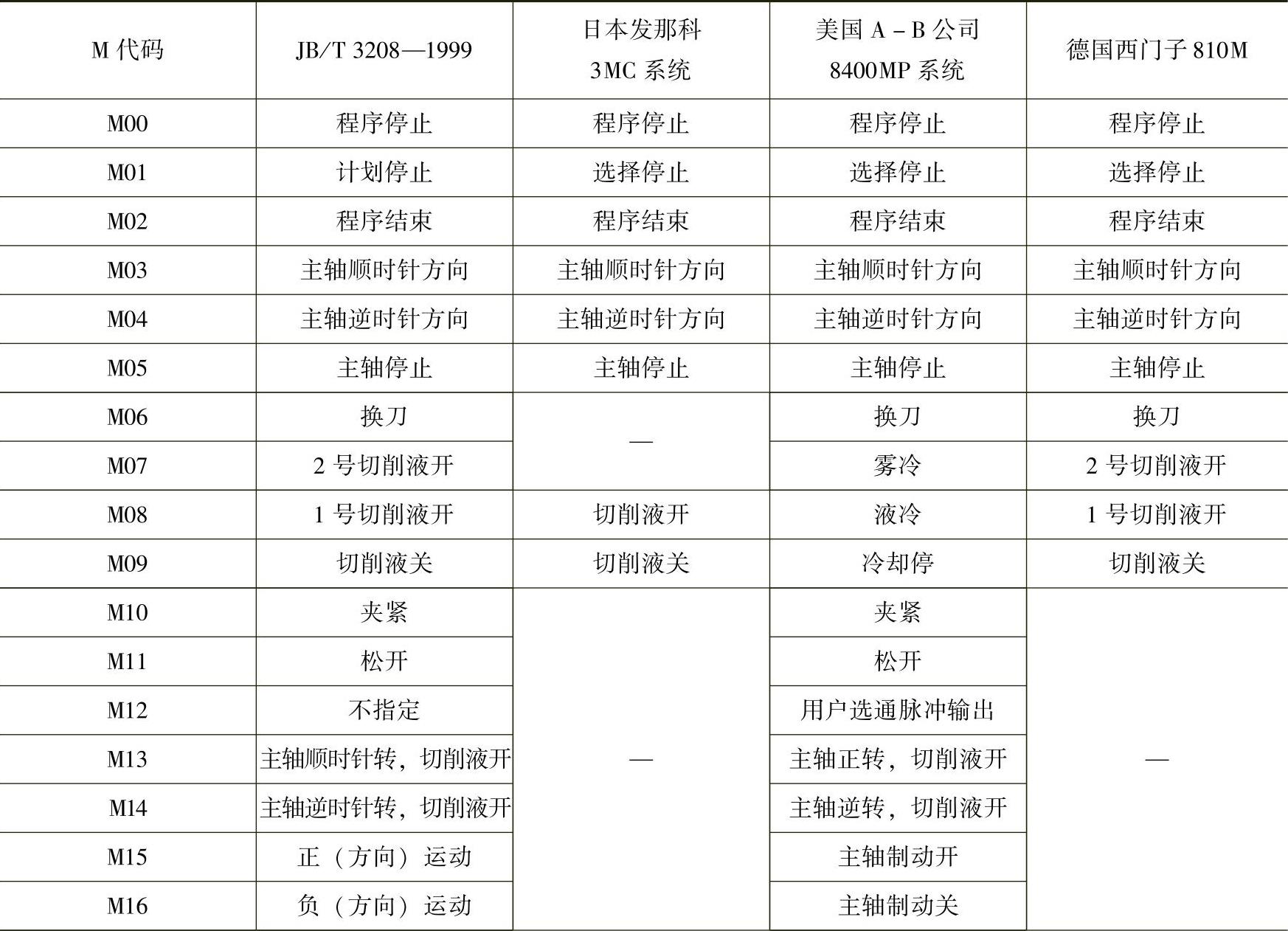
本节各表在使用中必须注意,目前国内外数控机床所使用的有关指令代码及其含义并不完全相同,编程时务必严格遵守具体机床使用说明书的规定。表10-5为常见数控系统G代码含义对照表,表10-6为常见数控系统M功能字含义对照表。
表10-3 准备功能G代码
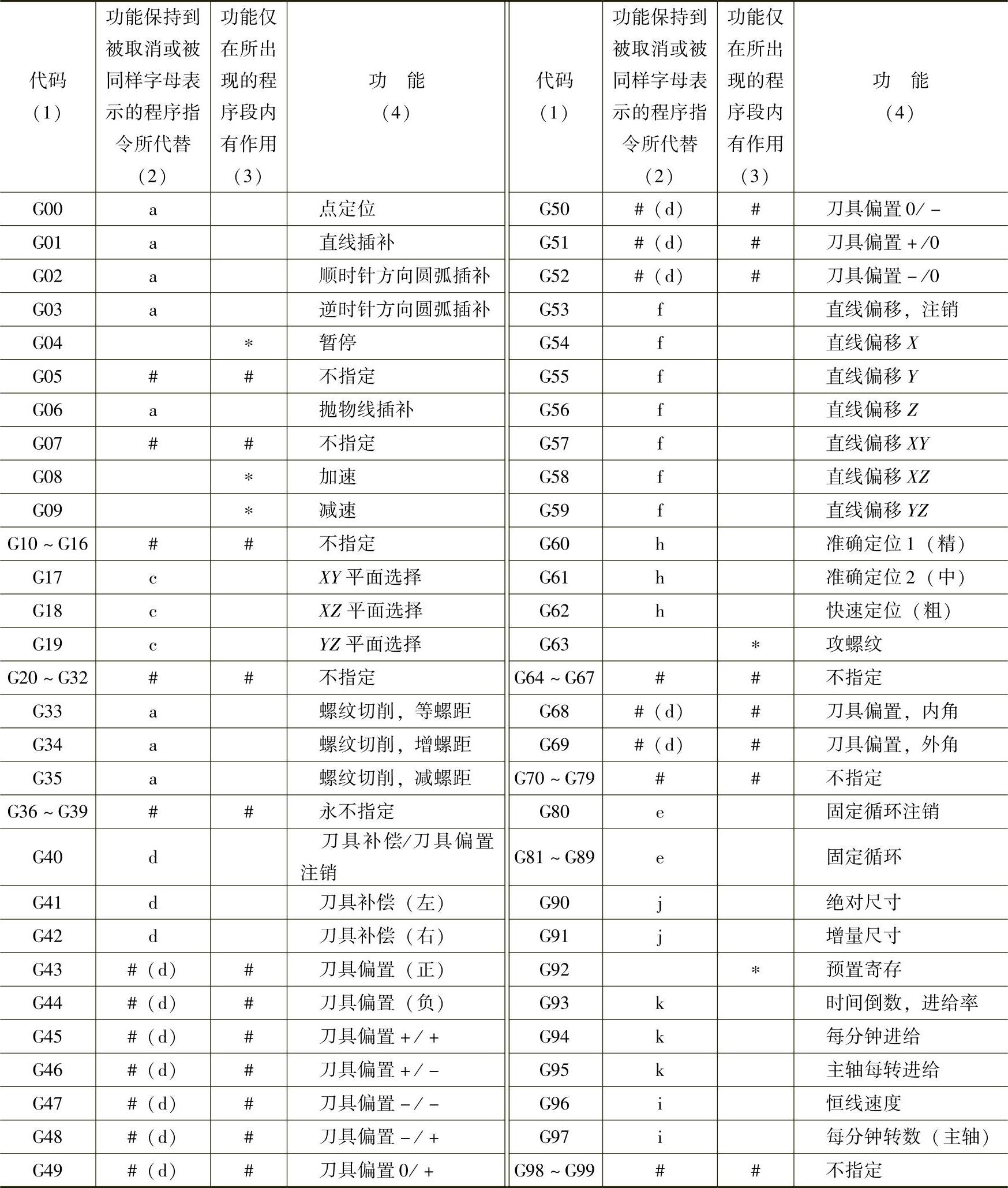
注:1.#号表示如选作特殊用途,必须在程序格式说明中说明。
2.如在直线切削控制中没有刀具补偿,则G43~G52可指定作其他用途。
3.在表中(2)栏括号中的字母(d)表示:可以被同栏中没有括号的字母d所注销或代替,也可被有括号的字母(d)所注销或代替。
4.G45~G52的功能可用于机床上任意两个预定的坐标。
5.控制机上没有G53~G59、G63功能时,可以指定作其他用途。
6.∗号表示功能仅在所出现的程序段内有效。
表10-4 辅助功能M代码
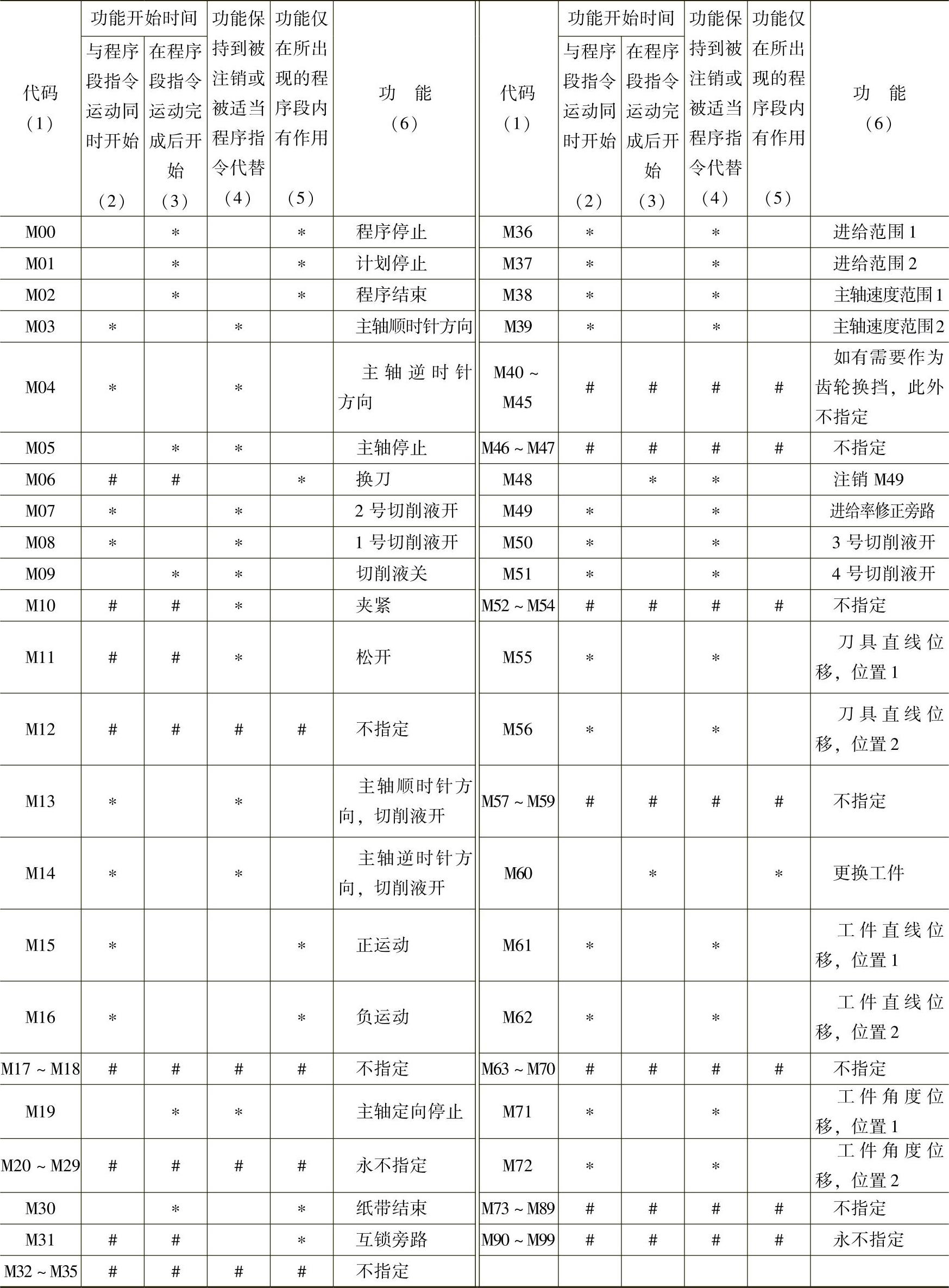
注:1.#号表示如选作特殊用途,必须在程序说明中说明。
2.M90~M99可指定为特殊用途。
表10-5 G代码含义对照表
(续)
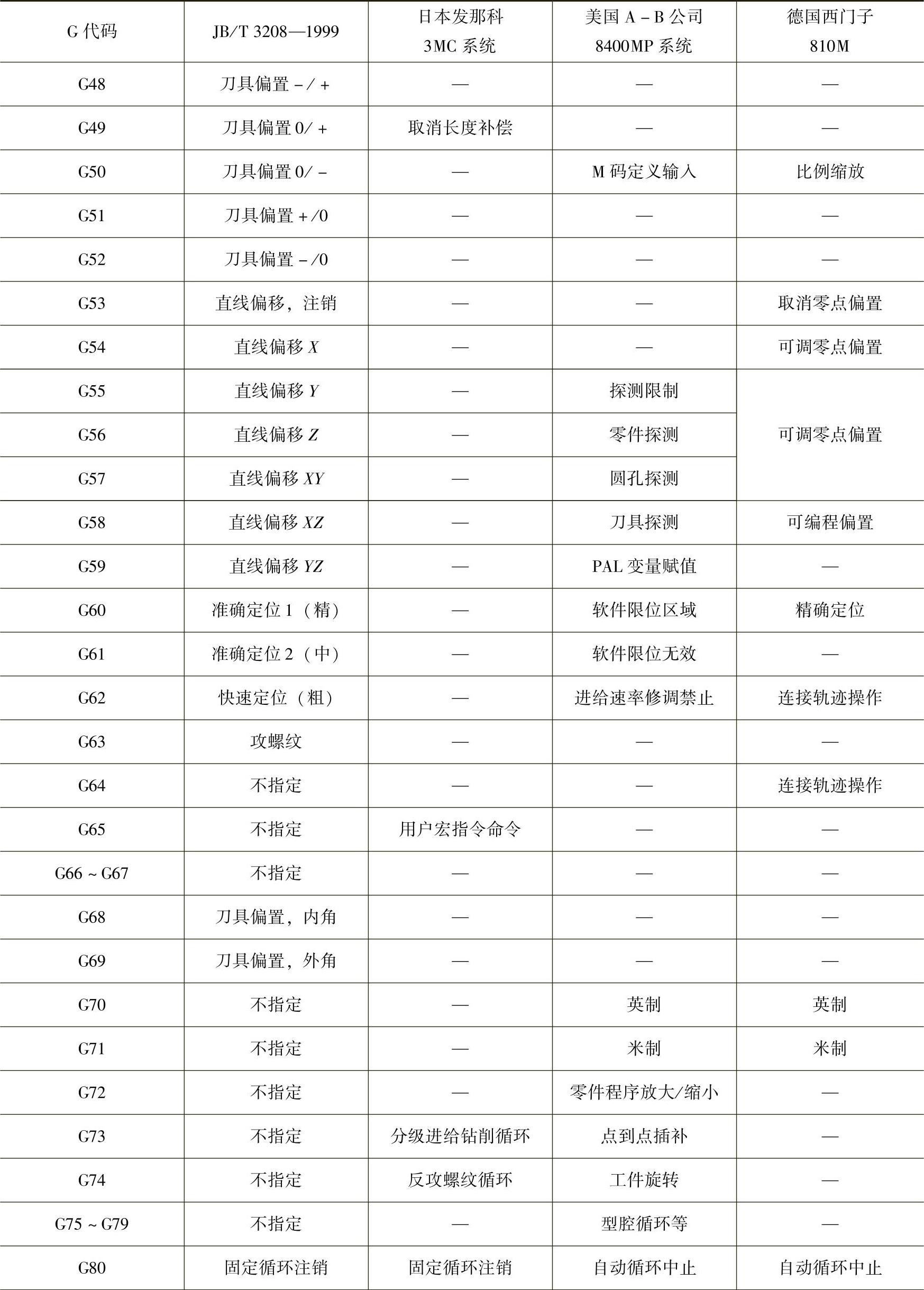
(续)(https://www.xing528.com)

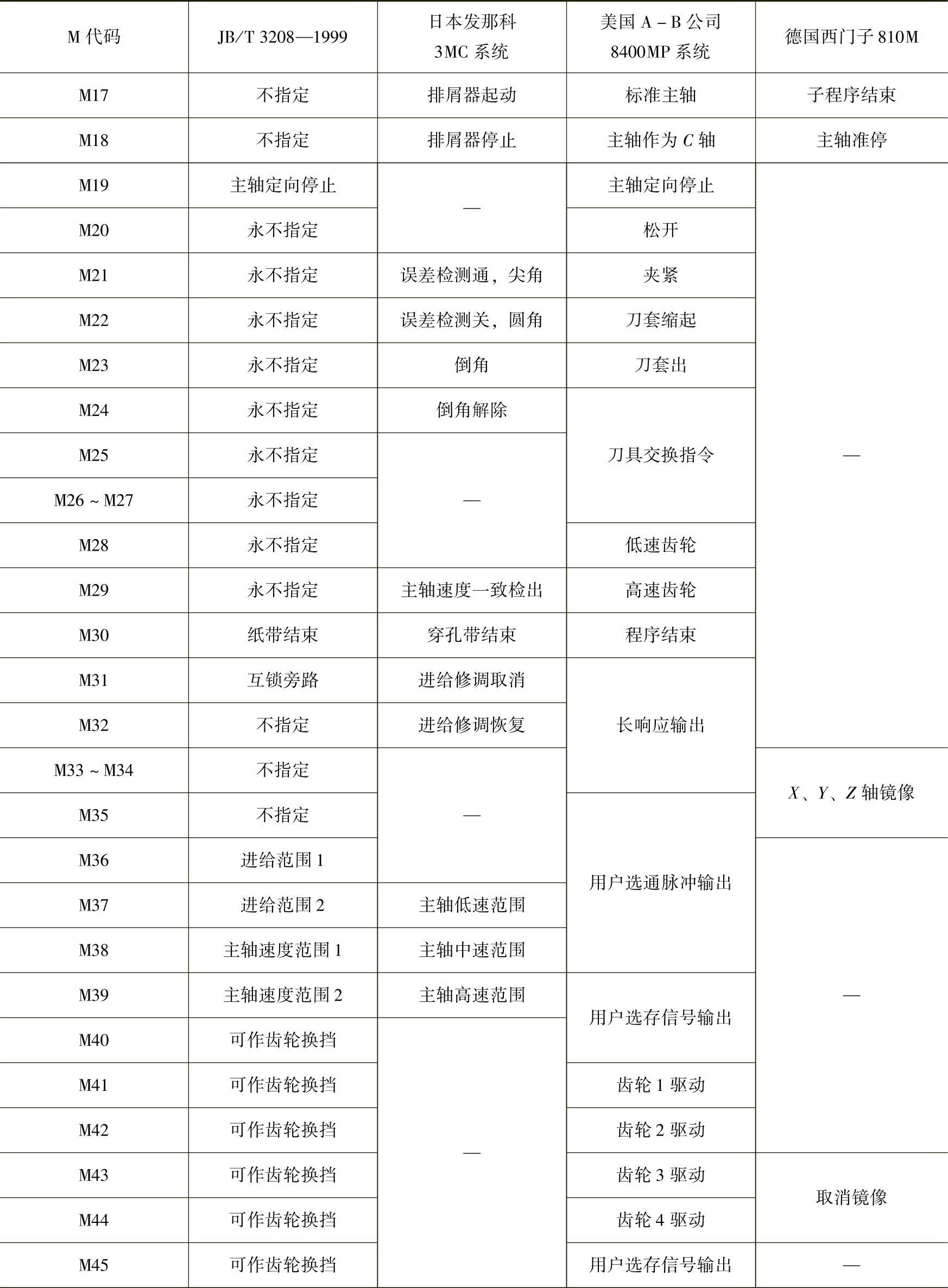
表10-6 M代码含义对照表
(续)
(续)
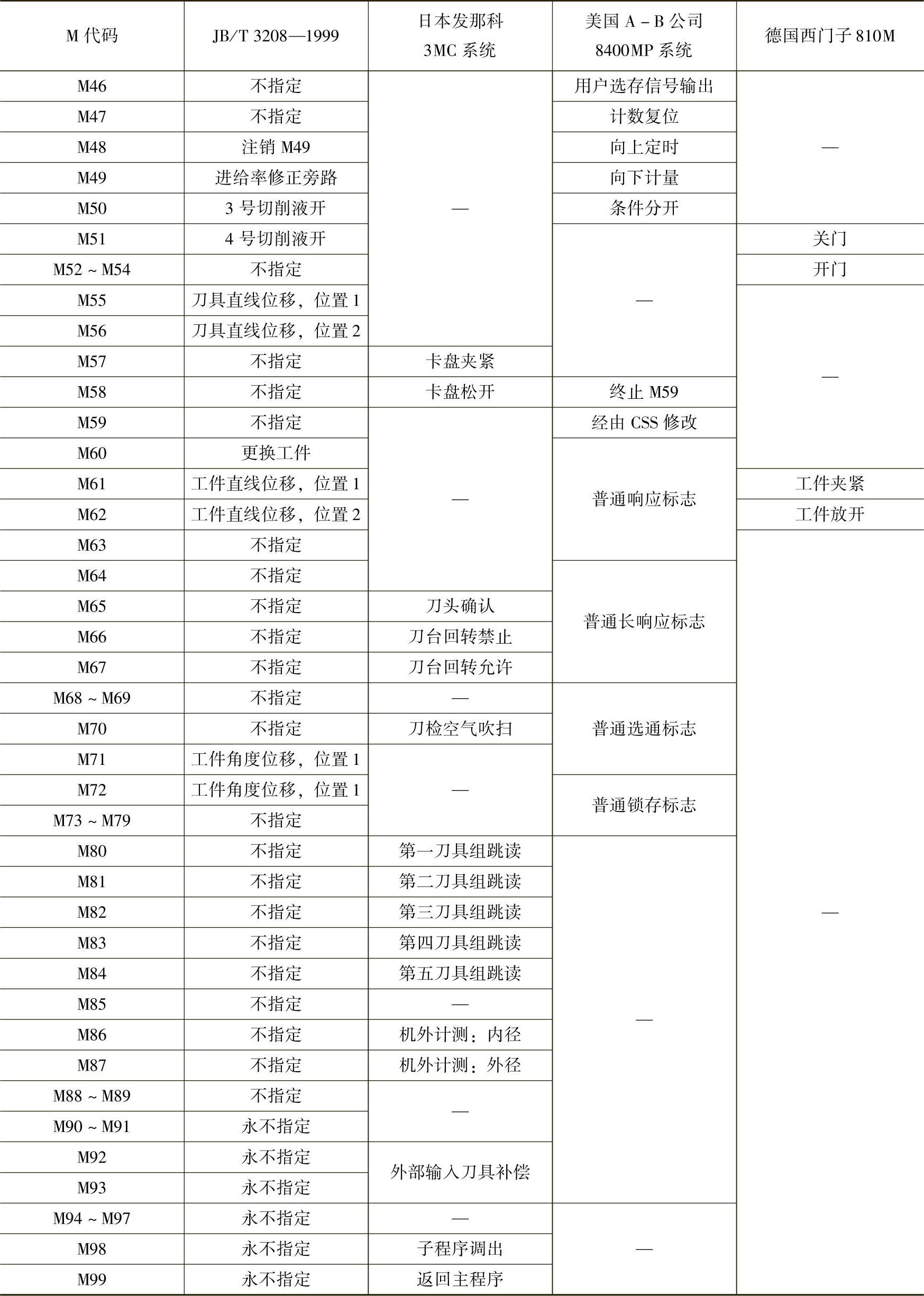
表10-7~表10-9为华中Ⅰ型铣床数控系统部分程序编制标准和规范。
表10-7 指令字符一览表
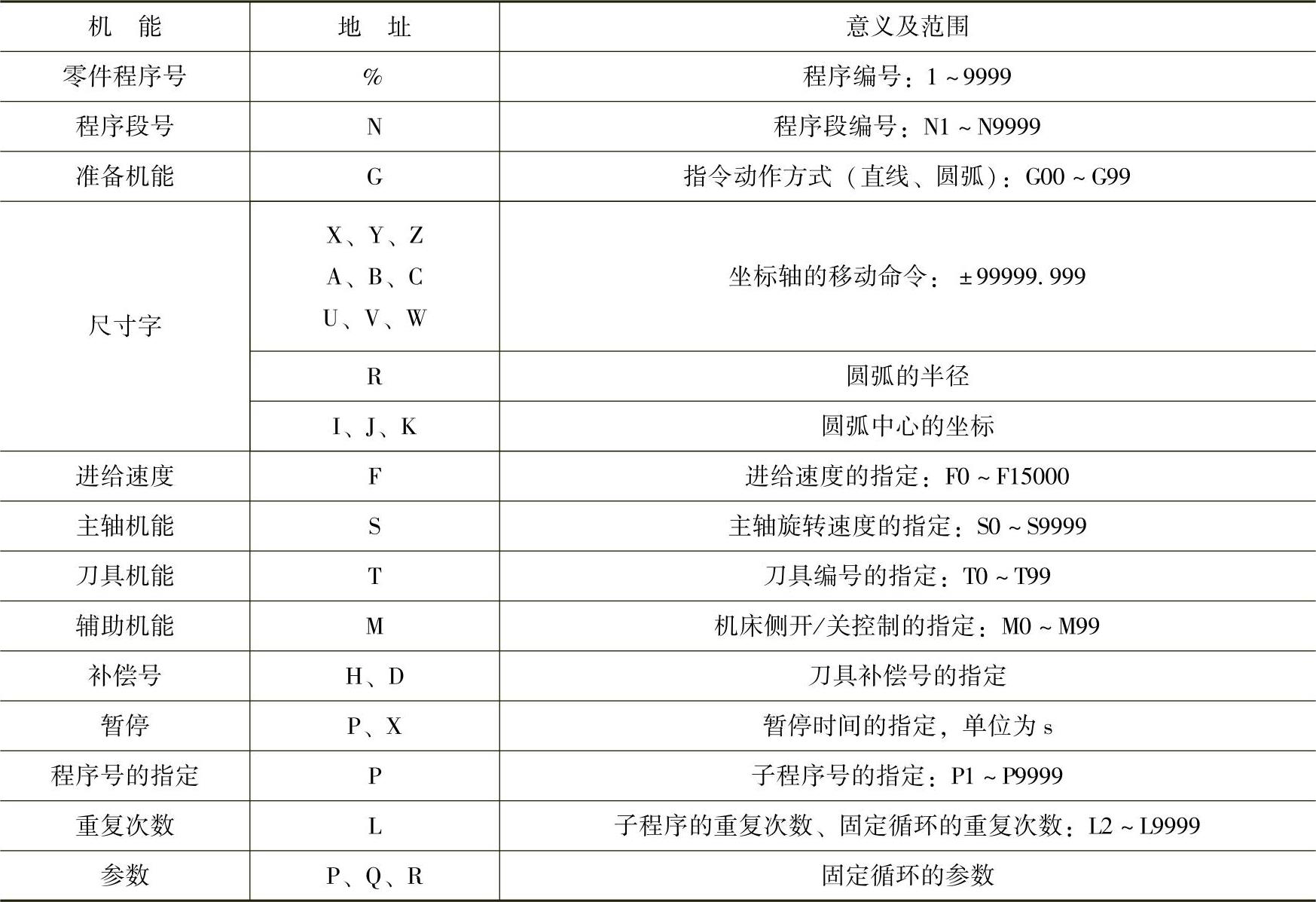
表10-8 M代码及功能

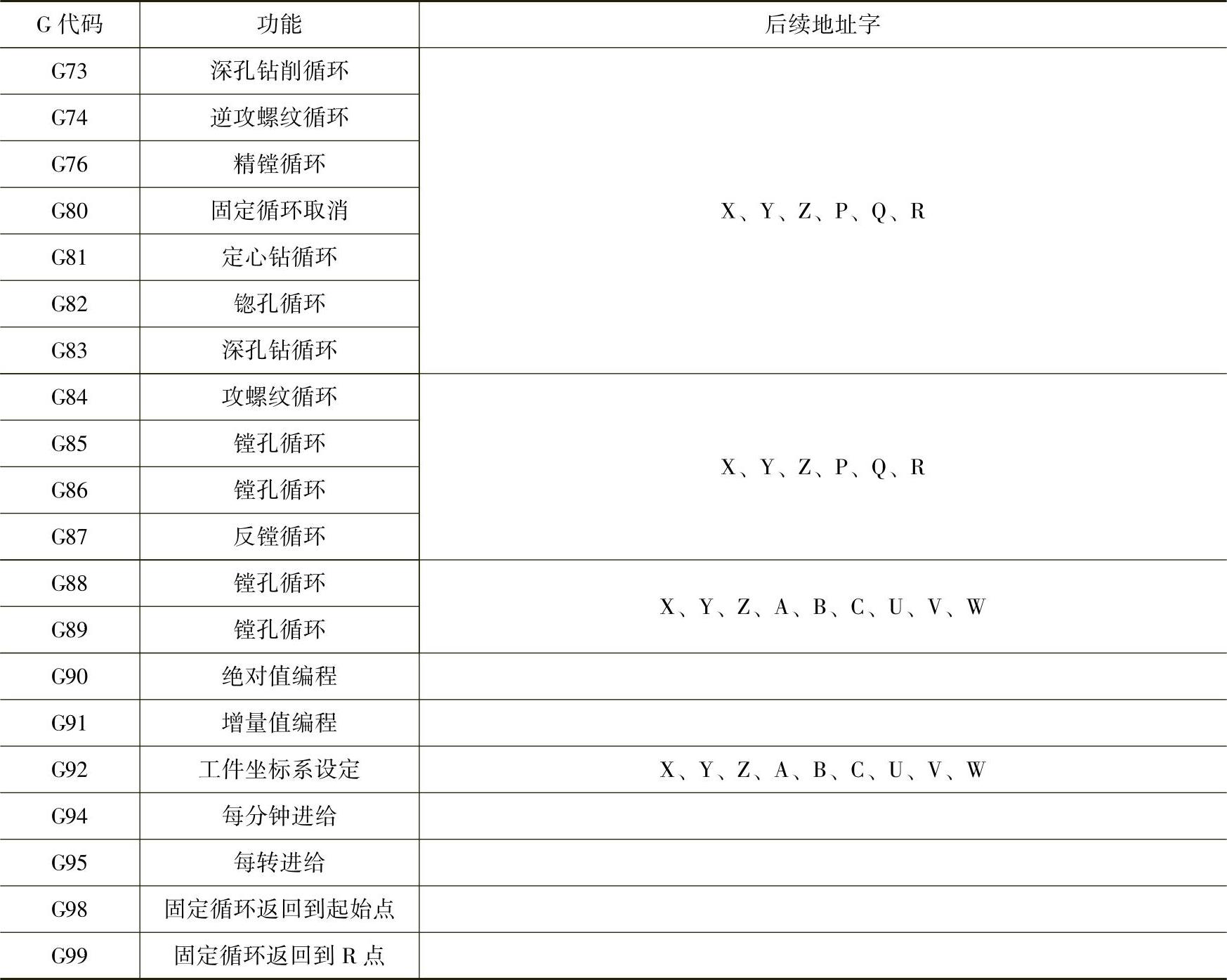
表10-9 准备功能一览表
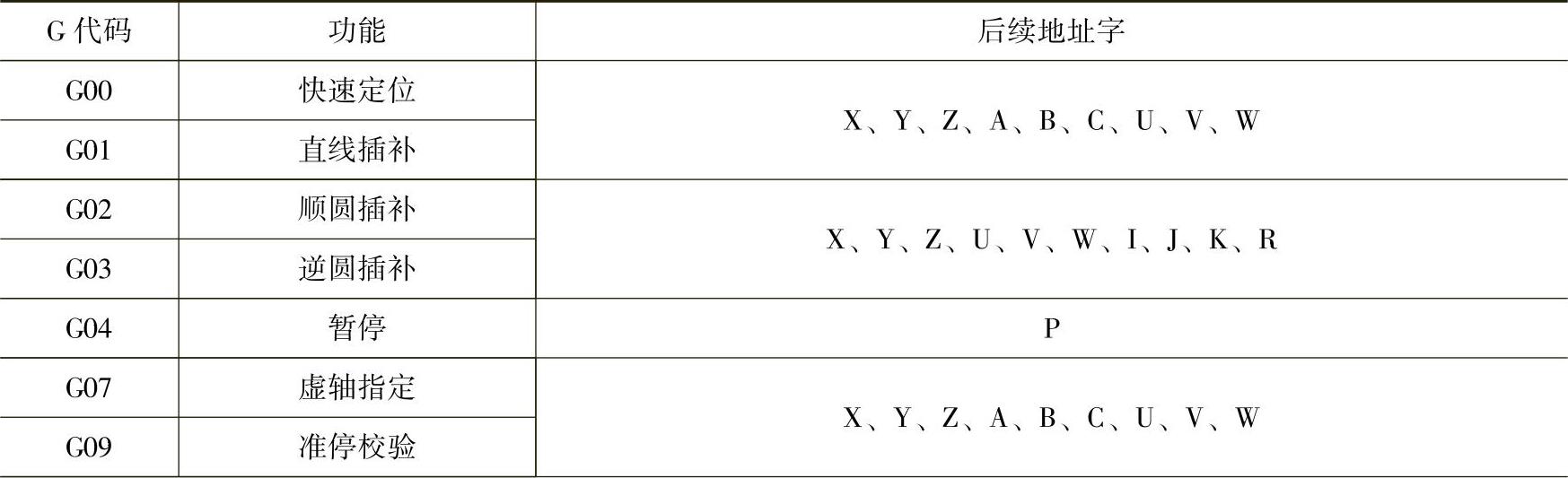
(续)
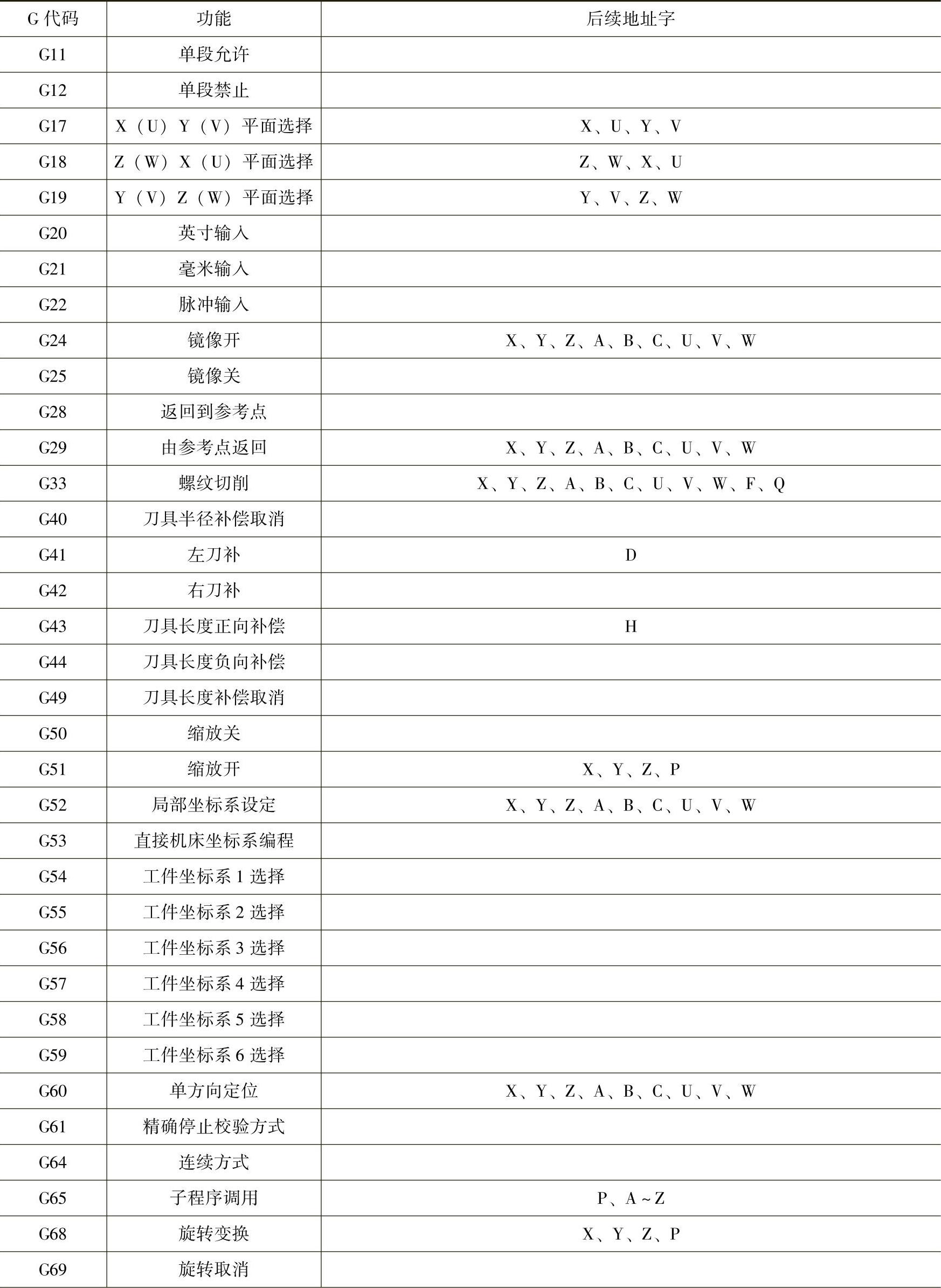
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。