



1.概述
卡盘多刀液压半自动车床是轴承生产切削加工中常用的一种设备。加工时刀架循环是由插销板配合行程挡铁的调整来选择的。
车床有前后两个刀架,可以同时工作,也可以分别独立工作,还有半自动循环和手动调整的选择。车床有油泵电动机和主轴旋转双速电动机。380V控制电路中有两个中间继电器1K和2K,线圈由PLC控制,它的触点用来控制主轴运转。
车床刀架运动由液压传动控制。车床主要用于加工轴承套圈的内径和端面,共用10个电磁阀。图8-9是半自动循环流程图。
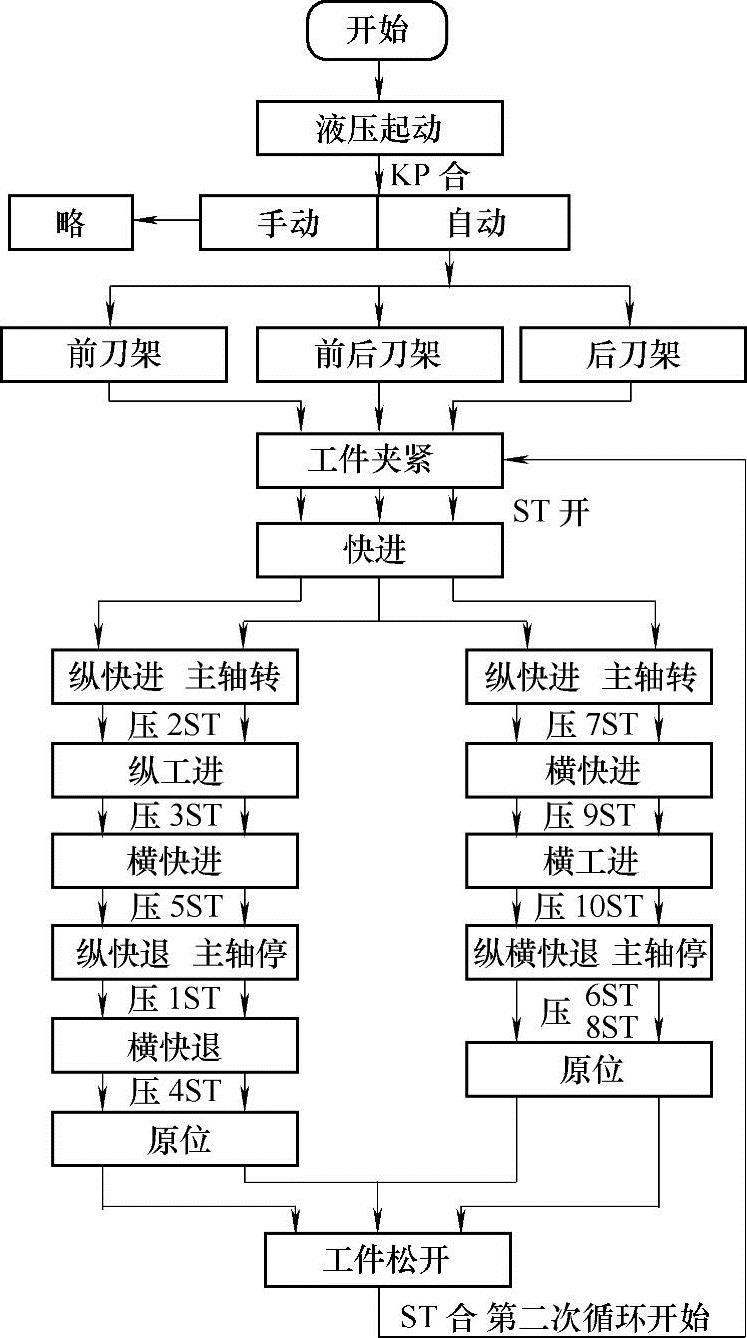
图8-9 半自动循环流程图
2.系统组成(https://www.xing528.com)
本系统需要22个输入点和12个输出点,采用F1—40MR,共有24个输入点和16个输出点,满足系统的要求。图8-10是PLC输入/输出分配接线图。图8-11是梯形图。
本系统主要应用跳步指令(CJP)、跳步结束指令(EJP)、置位指令(S)和复位指令(R)。现简述前刀架的动作过程:
将开关2SA置于自动位置,X500接通。7SA选择在前刀架位,X506接通。此时,CJP700无输入,前刀架程序可以执行。CJP701和CJP702有输入,后刀架手动调整程序跳步不工作。先起动液压泵,压力正常时KP合上,X400导通。工件夹紧,SQ打开,X401无输入。当刀架纵向或横向在原位时,分别压行程开关1SQ或4SQ,使X402或X405接通。此时,按移进按钮SB4,X512导通,S200和S201有电保持,Y431和Y430有输出,电磁阀1YV和2YV吸合,刀架纵向快进。快进中若碰压行程开关2SQ,X403输入,R200复位,电磁阀2YV打开,刀架由快进转为工进。
工进到位(由死挡铁控制)压3SQ,X404输入,S202有电保持,Y434和Y435输出,电磁阀3YV和4YV得电,刀架横向快进。横向快进到位,压5ST,X406导通,R201复位,1YV断电。S203得电保持,Y431导通,2YV得电,刀架快退。退到原位压1SQ,X402导通,R203复位,2YV失电,纵向快退停止。同时,S204接通保持,Y434无输出,3YV失电,刀架横向快退。退到原位,压行程开关4SQ,X405输入,R202和R204复位,Y435无输出,4YV失电,快退停止,循环结束。再按SB4可进行第二次循环。按钮SB5是快退复位按钮,当刀架出现意外事故时,按SB5,可快速返回原位。
由于液压控制的需要,前后刀架同时工作时,当一个刀架处于工进状态时,另一个刀架不允许快速动作。因此,当两个刀架同时工作时,要注意调整行程开关挡铁的距离。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。