



自动生产线进出口处设有毛坯超市和成品超市。毛坯超市在生产线的入口,成品超市在生产线的出口。在超市的辊道入口处设有三个按钮,分别是小车呼叫(缺料呼叫/成品入库呼叫)、校验按钮和确认按钮,其中校验按钮用于对毛坯的校验,当小车上运载的货物与生产单元请求货物批号不一致时,MES发出错误信号,生产单元毛坯辊道线上的停止器关闭不放行,货物不能进入生产单元。
如图14-23所示,工厂智能管控平台作为无线接入点即AP主站,采用SCALANCE W788-1RR模块并配有2.4GHz全向天线,其无线信号可以覆盖整个生产车间;车载控制系统接收端采用SCALANCEW747-1RR客户端,实现物料小车在车间内的漫游功能,接收来自AP主站的信息,然后显示在车载显示界面,实现了人与车之间的对话,并发出不同的语音提示信息,小车作业人员依据车载显示界面的导航信息操作物料小车,从而提高了物料小车的利用效率、缩短了物料小车的调度时间并大大减少了货物送错的概率。
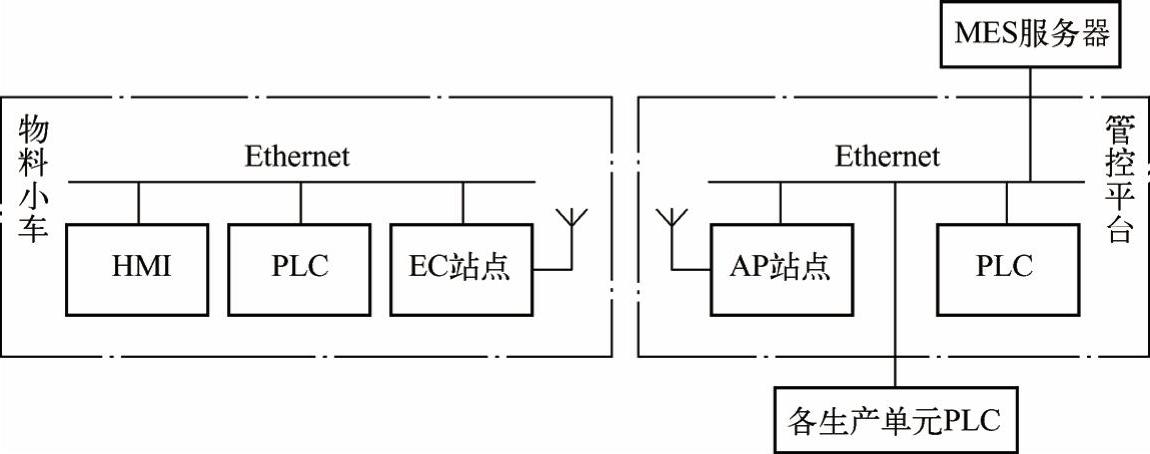
图14-23 物料小车与车间控制系统的集成
当自动生产线有呼叫信号时,管控平台接收该信息并处理,然后通过无线网络向物料小车发送,物料小车最终成功接收到来自自动线的呼叫信息、作出判断并在小车HMI界面显示相关信息,提示小车操作人员驶向立体仓库领取毛坯并运送毛坯至生产线毛坯超市或者驶向生产线成品超市执行入库任务。
图14-24~图14-28所示为自动线与物料小车信息交互数据表及程序,通信采用FB12/FB13模块实现。
图14-24所示为DB2102内容,是自动线与物料小车信息交互的内容,包括缺料、成品入库呼叫、小车HMI显示的物料信息以及通信状况显示等内容。
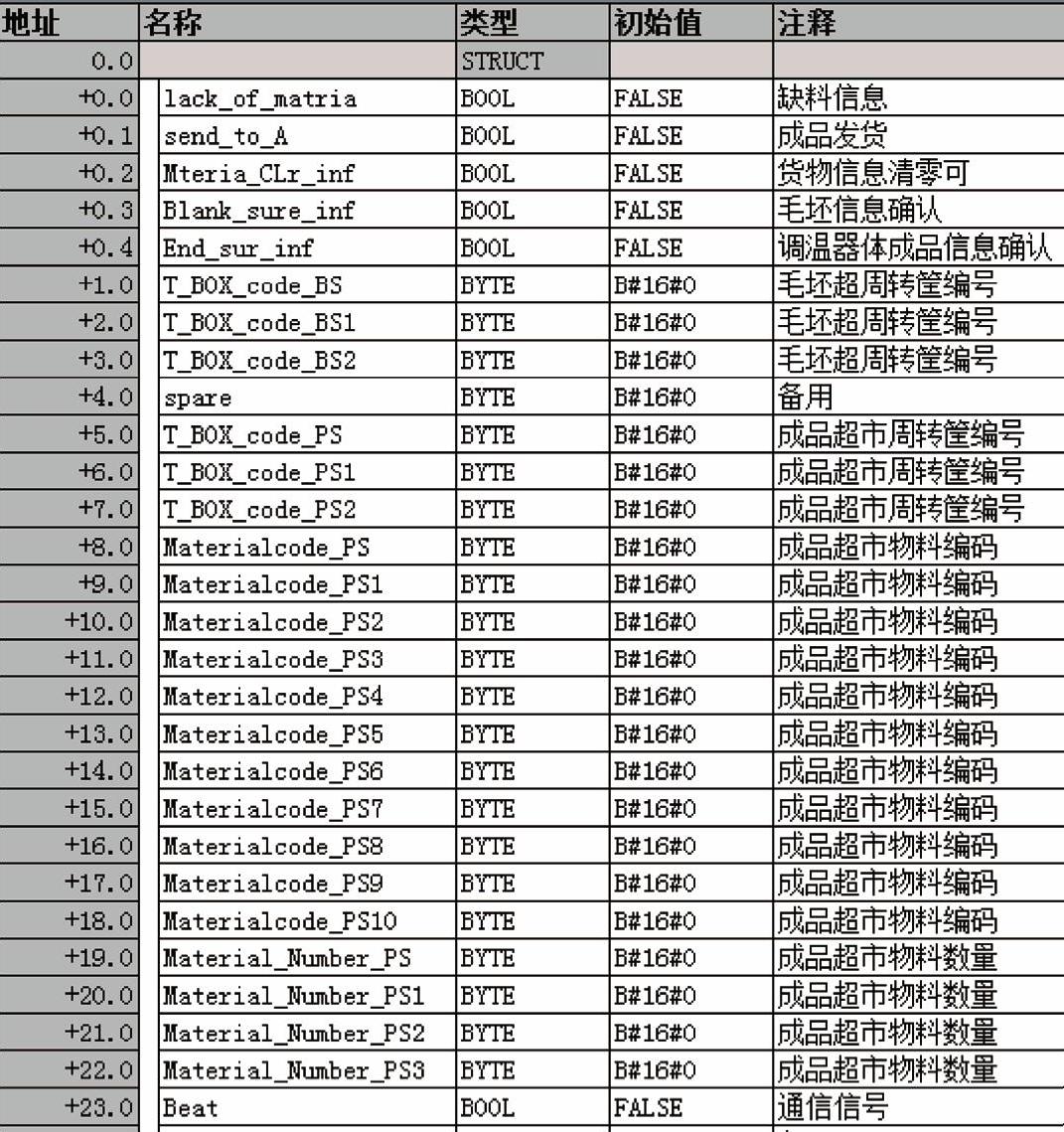
图14-24 自动生产线产品信息
图14-25所示为自动线向管控平台发送数据的程序,包括备用字节共28个字节,发送模块FB12的R_ID包含了远程设备的地址信息身份。
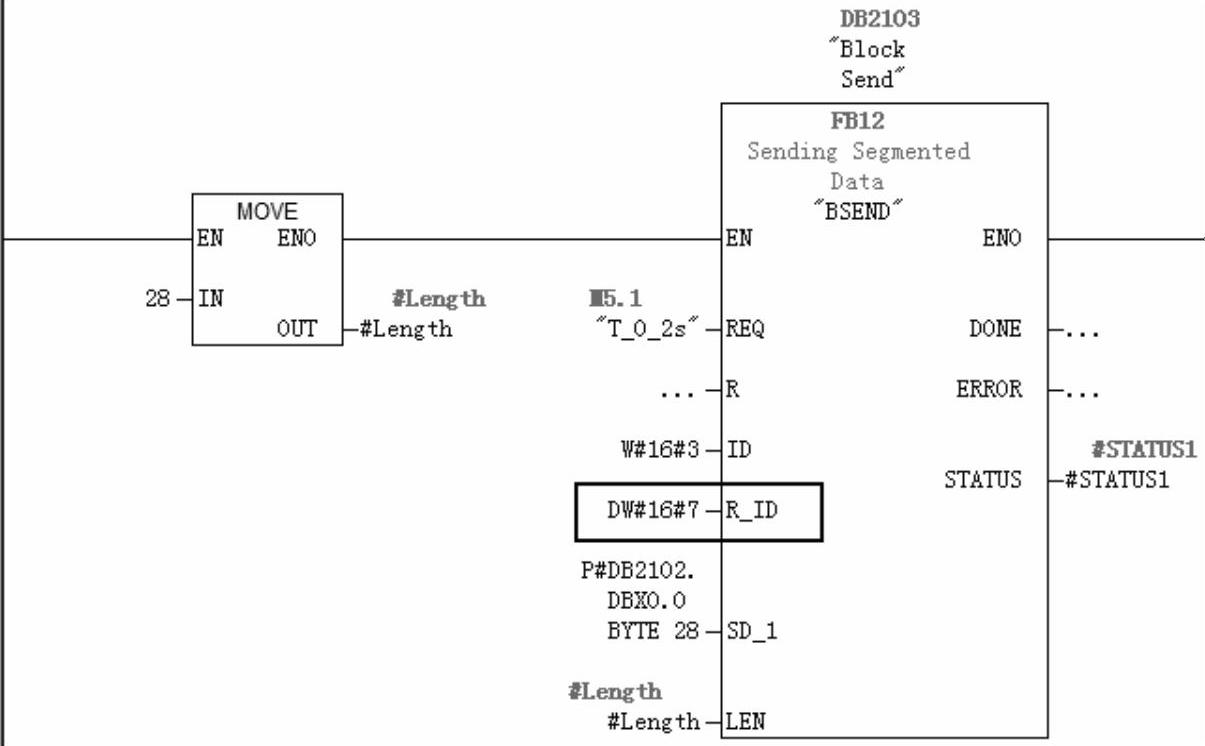
图14-25 自动线向管控平台发送数据
图14-26所示为管控平台接收自动生产线数据,并将数据传送到DB320数据块中,FB13通信模块的接收地址R_ID要与图14-25的R_ID编号保持一致,使得这两个模块之间形成通信的对应关系。(https://www.xing528.com)
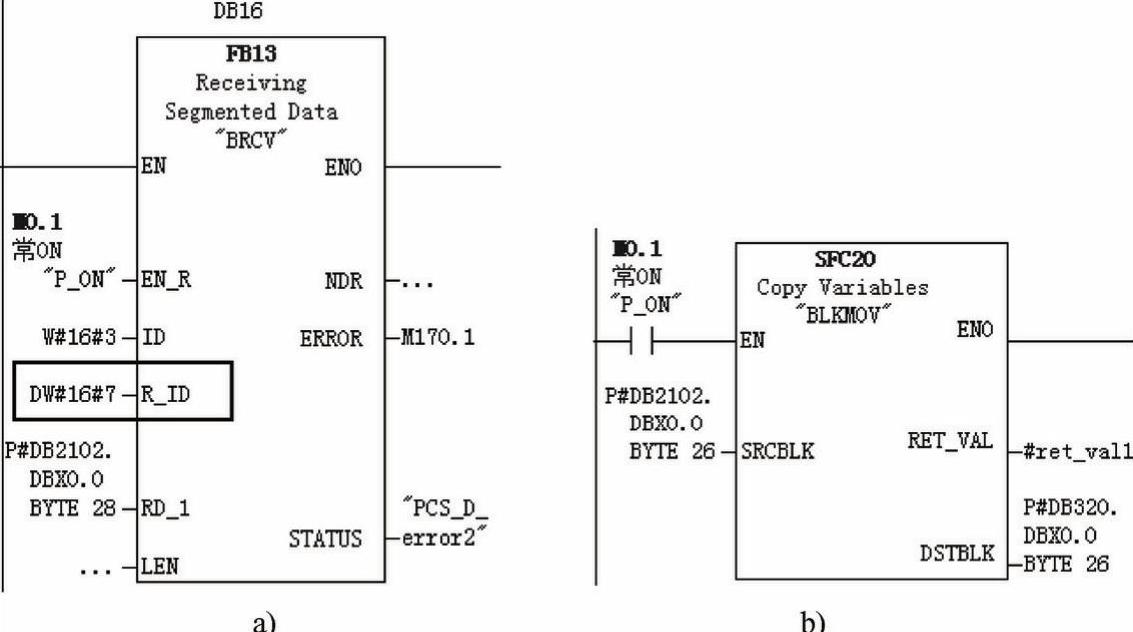
图14-26 管控平台接收并存储自动线数据
a)接收数据 b)转移数据
图14-27所示为管控平台向物料小车发送数据的一段程序,DB320为管控平台接收的来自自动生产线毛坯产品信息,通过FB12通信模块将此信息发到物料小车的PLC中,以便小车上的HMI显示此信息。
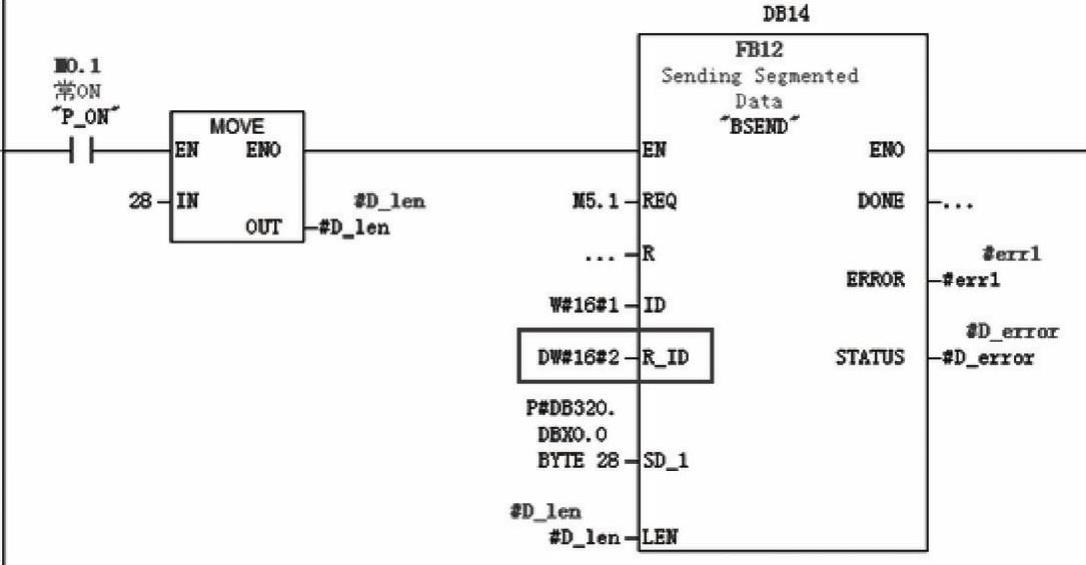
图14-27 管控平台向物料小车发送数据
图14-28所示为物料小车接收管控平台发送的自动生产线毛坯产品信息,通过FB13接收模块接收信息,其中R_ID要与图14-27的R_ID编号保持一致,使得这两个模块之间形成通信的对应关系。
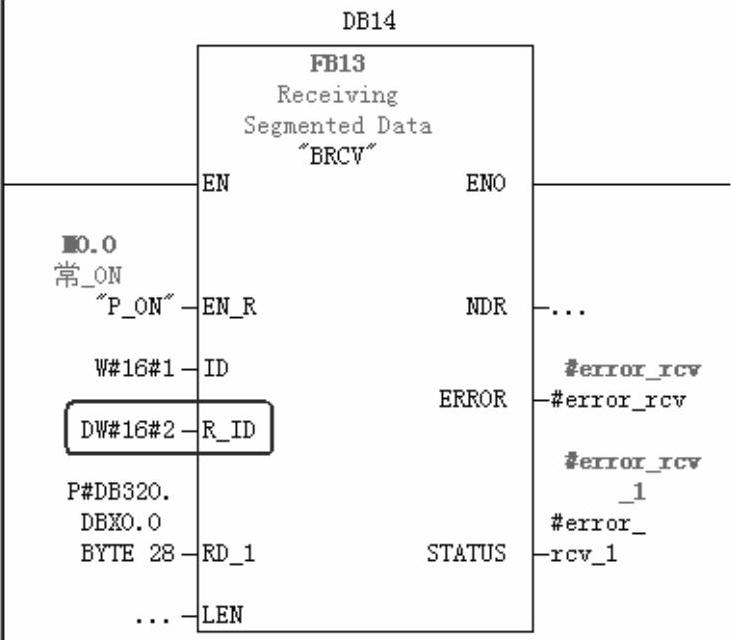
图14-28 物料小车接收管控平台数据
当小车上装载物料时,车载显示界面将同步实时显示物料信息,如图14-29所示,包含筐号、物料名称、物料代码以及当前去向等信息。
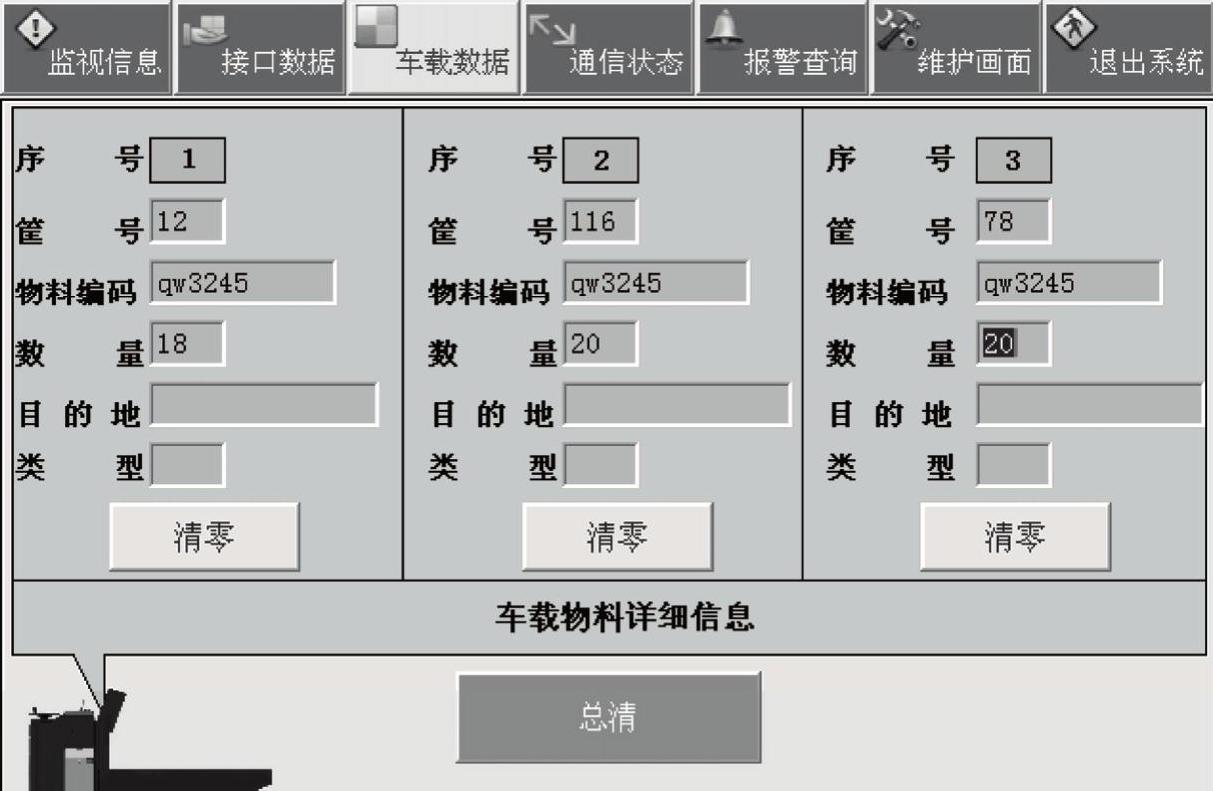
图14-29 车载物料信息
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。