



为了实现对生产线上产品生产信息的全程跟踪、实时记录和有效追溯及对产品的库存管理,在生产线上的每一道工序都布置有RFID读写器RF380R,对应的电子标签RF340T安装在承载物料的托盘上,从而形成生产管理系统与现场生产信息的连接通道。
通信处理器选用RF180C PN,每个处理器可以连接两台读写装置。读写器通过工业以太网接口连接到RF180C模块上,RF180C模块通过工业以太网接口连接到其他以太网设备接口上,其硬件组态方式如图14-10所示。
读写器采集生产数据,由PLC将采集到的状态数据发送到上位机并接收上位机指令,上位机对生产过程进行统一调度和监控。
图14-11所示为读写器往电子标签MDS中写入信息的编程软件监控界面,[DB47.DBB0]=1为写指令(为2是读指令),用于将存储在[DB47.DBB6]指定的数据块数据写入MDS中,写入信息长度为[DB47.DBB2]中设定的字节长度值。
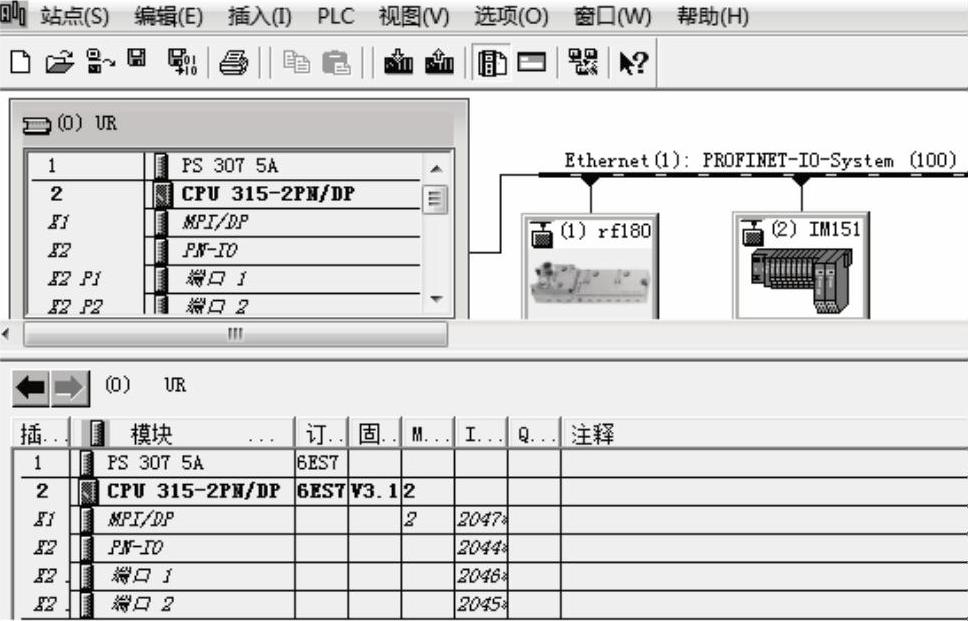
图14-10 RF180C的硬件组态

图14-11 写入MDS信息(https://www.xing528.com)
通过传感器、控制器及MES的配合,将工序信息写入电子标签,或将电子标签信息传送到MES系统,MES系统对数据进行分析转发,实现对产品信息的识别、跟踪、查询和追溯。图14-12所示为MES系统对自动生产线某一产品的跟踪,其中事件MOVE是指移入操作,当前加工件从上一步初加工进入自动检测工序,进站时间是13点25分。

图14-12 加工件进入下一工序动作跟踪
图14-13所示为HMI上监控的第七个工位上的RFID信息,实时监控当前RFID命令与读/写状态、标签信息等。

图14-13 RFID状态监控界面
可见,基于RFID技术的现代物流系统,有利于增强工厂管理水平,提高生产效率,同时也是工厂向现代化制造业转变、融入现代物联网的重要部分。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。