



项目结构如图14-3所示。自动生产线控制器选择CPU315-2PN/DP PLC;毛坯超市及成品超市分别安装两个触摸屏(HMI01/HMI02),以便货物出入记录,查询、监控自动生产线工作状态等;系统采用四台伺服电动机,分别用于产品打标系统定位和自动检测系统定位。
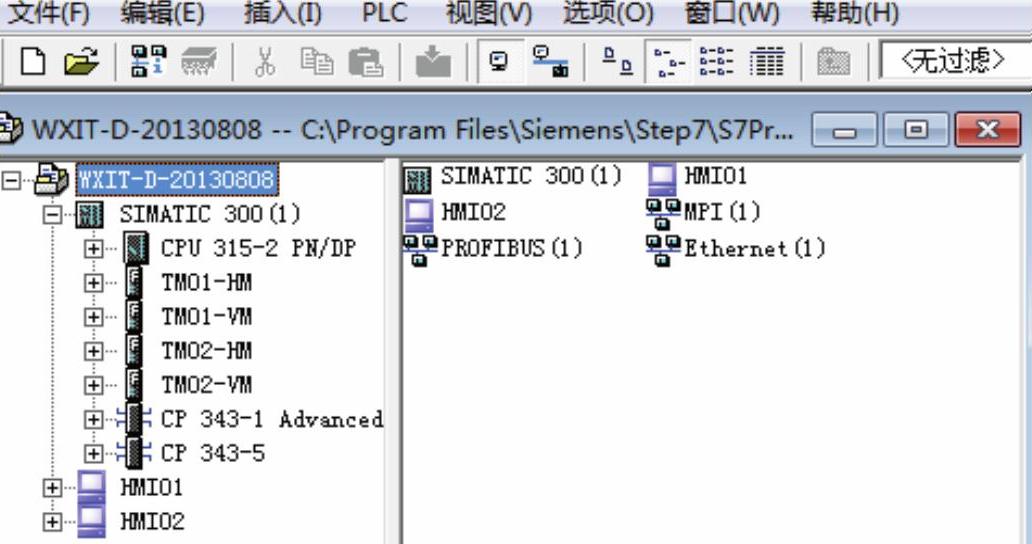
图14-3 自动生产线项目结构
系统硬件组态界面如图14-4所示。
1)机床设备从站。机床配备了PROFIBUS-DP接口,在组态前需要安装厂家提供的GSD文件,其DP属性如图14-5所示。
2)IM153-2接口模块。支持PROFIBUS总线通信,可连接ET200M I/O分布式设备与PROFIBUS-DP设备,最多可操作12个I/O模块,其配置如图14-6所示。
3)IM151-3 PN高性能接口模块。可连接ET200S分布式设备与PROFINET I/O,可以为装配的电子模块和电动机起动器准备数据,可以为背板总线供电,集成了2端口交换机,支持以太网服务:ping、arp、SNMP/MIB-2、LLDP,最多可扩展63个模块,部分配置如图14-7所示。
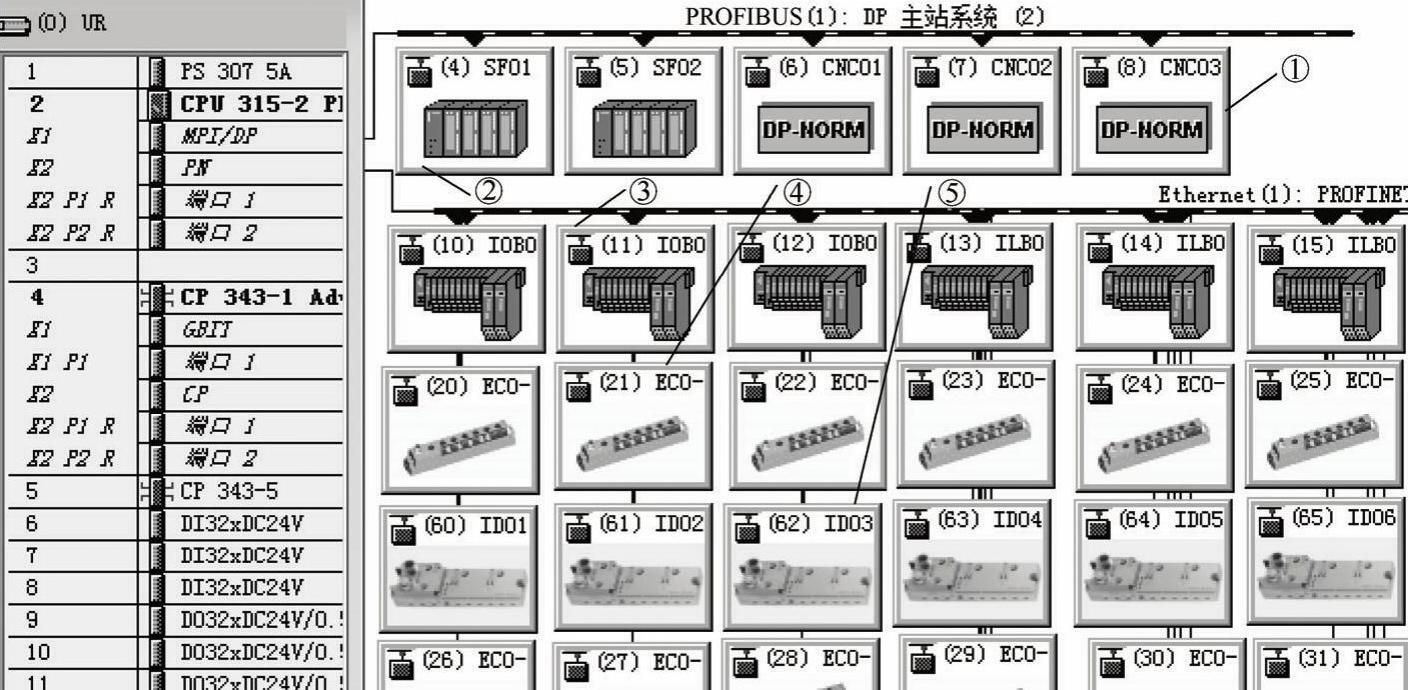
图14-4 系统硬件组态
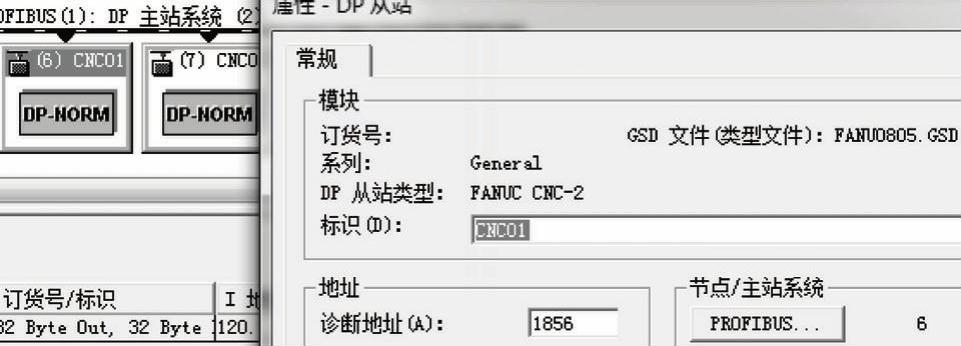
图14-5 数控机床DP从站属性(https://www.xing528.com)
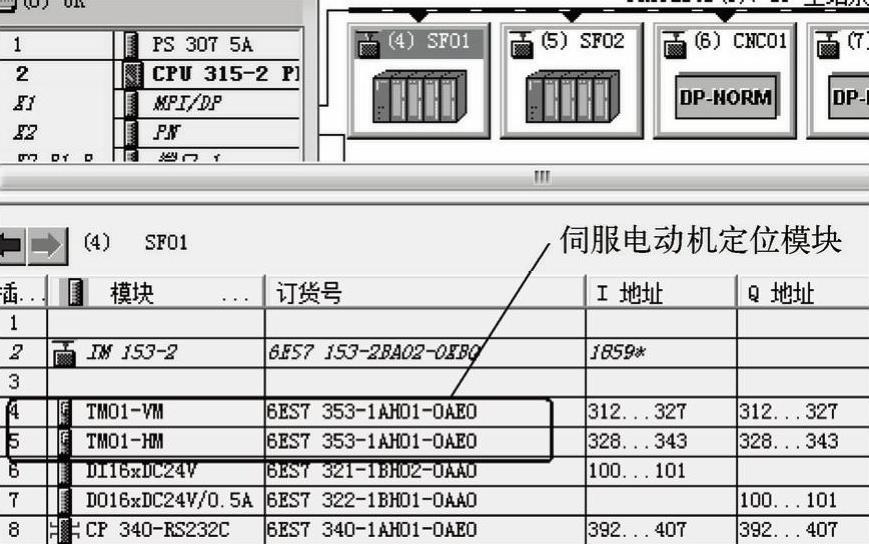
图14-6 ET200M分布式I/O系统构成
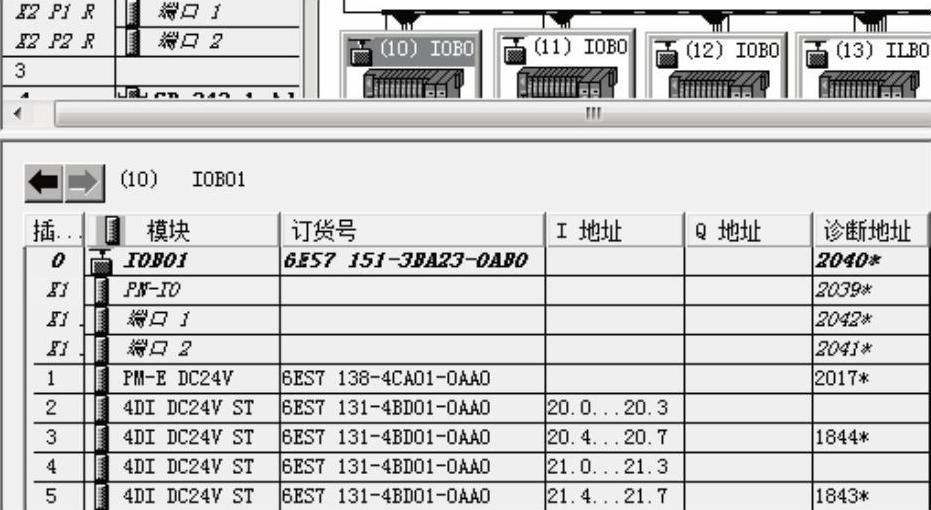
图14-7 ET200S分布式系统
4)ET200ecoPN是一款紧凑型、防护等级为IP65/67的PROFINET I/O接口模块,尤其适合在无控制柜的应用场合。ET200ecoPN模块拥有全密封锌压铸外壳,设计非常紧凑,配置如图14-8所示,有2路PROFINET通信接口、8路数字量输入信号。
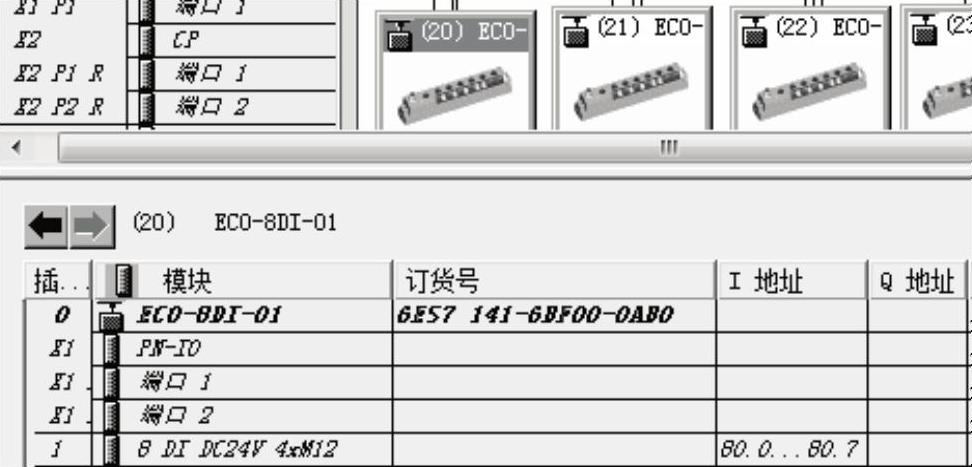
图14-8 ET200ecoPN接口模块配置
5)RF180C通信模块的防护等级为IP67,可连接两路具有PROFINET I/O功能的读写器,配置如图14-9所示。
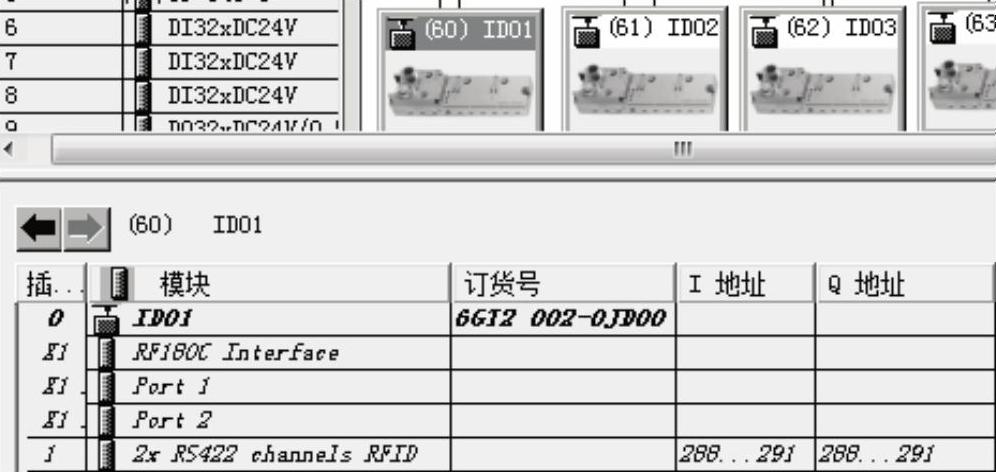
图14-9 RF180C通信模块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。