



【摘要】:图6-4所示为深冷处理的工艺。因此,对要求尺寸稳定性的量具和滚动轴承等精密淬火零件及要求强韧性的工模具进行深冷处理。因此,淬火后可在100℃的热浴中进行预回火,然后再进行深冷处理。冷处理的时间每25mm用30 min即可,从深冷处理的温度升到室温最好放在水中或热浴中进行,即从深冷处理温度进行急热。采用这种方法可大量消除残余应力,有防止冷裂的作用,从深冷处理温度升温后必须立即按规定的温度回火。
因为处理的温度在0℃以下,又称为零下处理,冷处理等。冷处理的方法有干冰冷处理(-78℃),液氮冷处理(-196℃),还可以将液氮加酒精调节温度介于两者之间的温度进行的冷处理,这里讲的深冷处理是指低于干冰处理温度的处理方法。图6-4所示为深冷处理的工艺。
由马氏体转变的不完全性可知,淬火钢中一般存在30%左右的残留奥氏休,这往往是产生时效变形和产生时效裂纹的原因。深冷处理是淬火冷却的继续,为了使淬火后钢中的残留奥氏体转变为马氏体的处理,在工具钢中残留奥氏体转变为马氏体的同时,伴随着微细碳化物的析出的现象,可以提高耐磨性和对韧性有改善,研究认为,重复进行深冷处理效果更好。因此,对要求尺寸稳定性的量具和滚动轴承等精密淬火零件及要求强韧性的工模具进行深冷处理。
 (https://www.xing528.com)
(https://www.xing528.com)
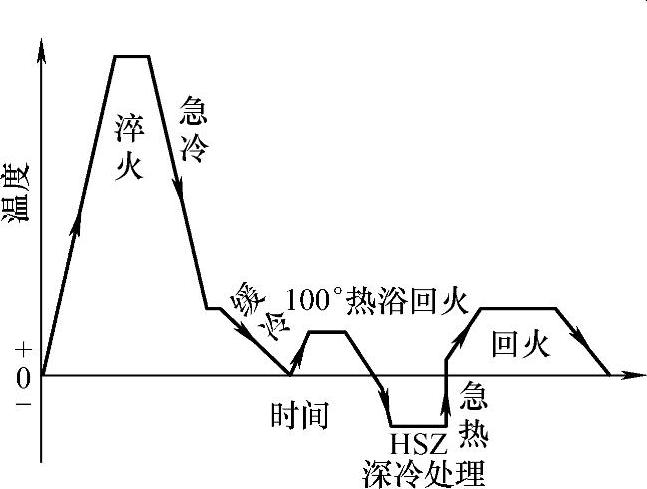
图6-4 深冷处理的工艺
深冷处理在淬火后立即进行经常产生冷裂纹。因此,淬火后可在100℃的热浴中进行预回火,然后再进行深冷处理。对于要求尺寸稳定性的零件冷处理的温度大约在-60℃就可以充分达到要求。冷处理的时间每25mm用30 min即可,从深冷处理的温度升到室温最好放在水中或热浴中进行,即从深冷处理温度进行急热。采用这种方法可大量消除残余应力,有防止冷裂的作用,从深冷处理温度升温后必须立即按规定的温度回火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。