



火焰淬火就是将温度很高的火焰喷射到工件表面,使其较快地加热到钢的临界点以上,随后用水和其他介质冷却的表面淬火工艺。火焰淬火与感应加热表面淬火方法相比,具有设备简单,操作灵活,工件畸变小,表面清洁,一般无氧化、脱碳现象等优点。火焰表面淬火是只对模具刃口部分进行局部淬火硬化的方法,模具的其他部分仍可保持高韧性,因而经火焰表面淬火的模具韧性高;火焰表面淬火往往是模具制造的最后工序,凸模、凹模等零件装配时其材料处于可加工状态,全部加工、装配完成后再进行火焰表面淬火,可减少加工工序,提高生产效率;采用火焰表面淬火工艺不受地点、设备、时间限制,尤其是搬运不方便的大型模具更为有效。采用火焰表面淬火热处理费用可降低60%以上,节省电能80%左右;模具在使用中出现局部崩刃,可以补焊修复,有利于复杂模具制造及维修、更换。
火焰淬火是通过控制燃烧火焰还原区与工件的相对位置及相对运动来控制工件的表面温度、加热层深度及加热速度的。通常火焰加热淬火温度比炉中加热的普通淬火温度高20~300℃;一般认为火焰还原区顶端距工件表面2~3mm为好;喷嘴的移动速度在50~150mm/min之间选择。但由于加热温度和层深不易控制需要操作者较高的技术水平,劳动条件比较差。火焰加热常用的热源是氧乙炔焰,燃料是乙炔,助燃剂是氧气。也可以用其他燃料,如天然气、工业煤气、液化石油气或液体燃料,如煤油等。有时也用空气作为助燃剂。氧乙炔焰温度可达3100℃,液化石油气空气焰可达2000℃。如氧乙炔焰又分中性焰、碳化焰和氧化焰,而燃烧的火焰又分焰心、还原区和全燃区三层。火焰淬火时选择氧化焰(体积混合比为1.5)是最有效的,此时火焰强度大,温度高,稳定性好,呈蓝色中性火焰。
对于模具中不重要的零件或要求不高的模具,可以选用45、55、40Cr、40CrV、42CrMo、42SiMn、50Mn、5CrMnMo钢等。这些钢材对于制造耐磨性要求较高的零件,表面硬度可达到55~63HRC;对于耐磨性要求一般,而强度和韧性要求较好的零件,表面硬度可达到45~48HRC。
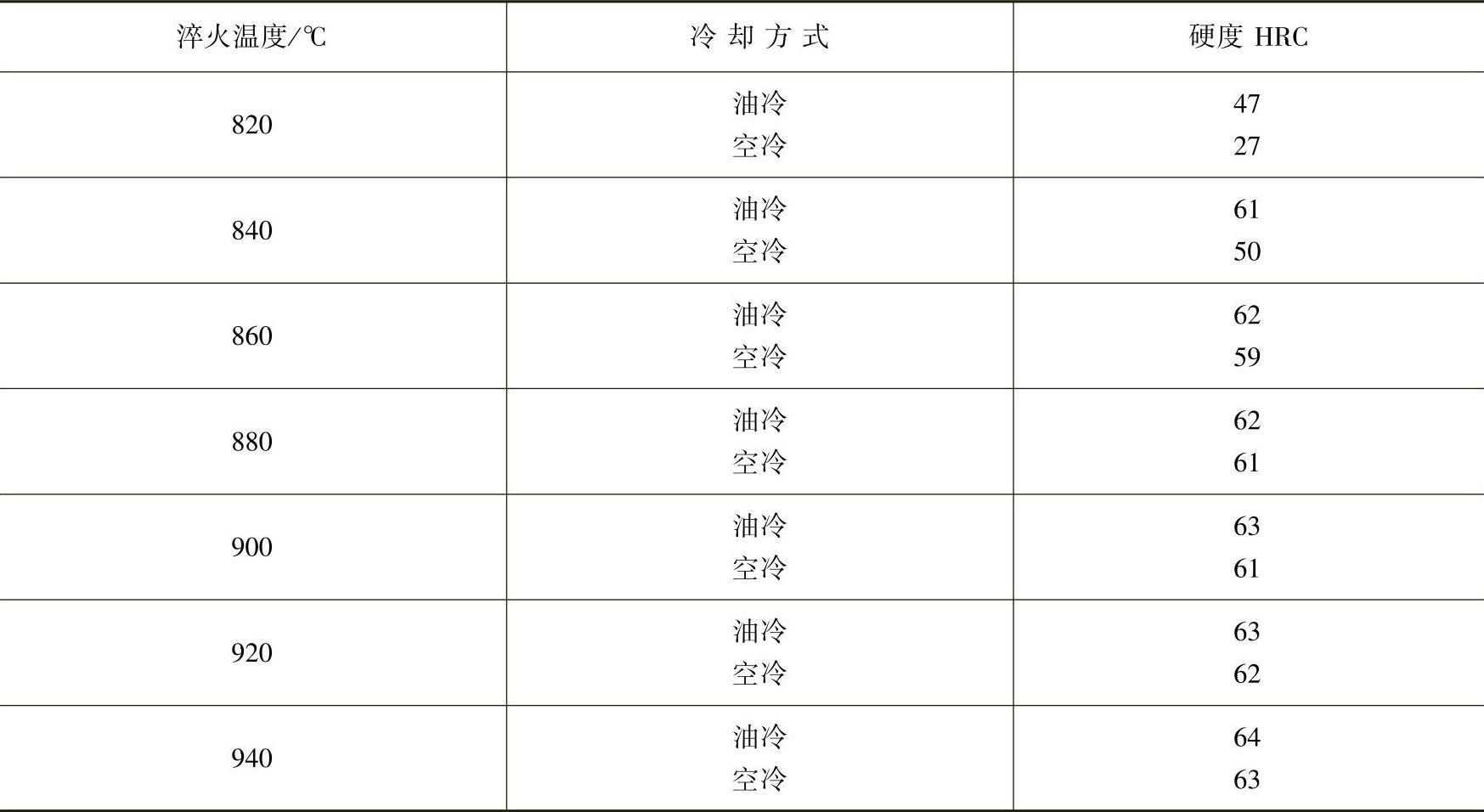
制造模具刃口等要求高硬度、高耐磨性及较好韧性的零件,经常选用碳素工具钢及合金工具钢,碳素工具钢T10A及低合金工具钢9Mn2V、CrWMn等。由于钢材的淬透性较差,火焰表面淬火必须采用一定的冷却介质方能淬硬,并且容易出现硬度不均,显微裂纹及尺寸变形大等缺陷。高淬透性又适于火焰淬火的钢种是我国研制的火焰加热空冷淬硬冷作模具钢7CrSiMnMoV(CH-1),已在包括汽车覆盖件等大型模具在内的各种模具上广泛应用,表5-36为CH-1钢不同工艺的淬火硬度。
表5-36 CH-1钢不同工艺的淬火硬度(https://www.xing528.com)
为了获得良好的淬火质量,使钢的淬火表面硬度均匀,需在淬火前进行调质或正火预先处理。火焰加热表面淬火方法可分为同时加热法和连续加热法,模具淬火前应在180~200℃温度下预热1~1.5h。淬火冷却介质最常用的是水,形状复杂要求变形小的高碳钢及合金模具钢类工件,也可用聚乙烯醇水溶液、肥皂水、乳化液和油等;冷却方式有直接喷射冷却、投入水中或油中冷却,对于合金钢,为避免淬火开裂,减少变形,可用喷雾或压缩空气冷却。采用连续冷却淬火时喷嘴与喷水孔的距离为10~20mm为宜,要注意水花飞溅发生灭火或火焰回击现象,工件加热后5~6s加热温度均匀到850℃左右时,进行喷液淬火效果较好。工件经火焰加热淬火后一般在炉中进行180~200℃的低温回火,也可以直接采用火焰加热回火的方法。
用火焰加热连续淬火,在始点和终点产生回火带,宽度可达5~10mm,影响工件的使用寿命。为了解决回火带的问题采用两个喷嘴同时向两侧加热,随后冷却淬火。到终点时,喷嘴离开后继续喷水冷却,可以完全避免回火软带。如用双喷嘴火焰处理了直径尺寸为900mm的模具里外圈刃口,工件变形小不崩刃,成本低且使用效果好。
对于冲压模,采用7CrSiMnMoV钢及火焰表面淬火工艺,由于强韧性好,耐磨性高,比45钢、T8A、T10A钢制作模具寿命一般提高1~3倍。各种塑料模、橡胶模,原来采用45钢制造,由于整体淬火易变形,一般不淬火,采用7CrSiMnMoV钢则可以装配后进行火焰表面淬火,提高了模具的使用寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。