



将硼元素渗入工件表面的化学热处理工艺称为渗硼,表5-21列出了渗硼的各种方法及特点。
表5-21 各种渗硼方法的特点
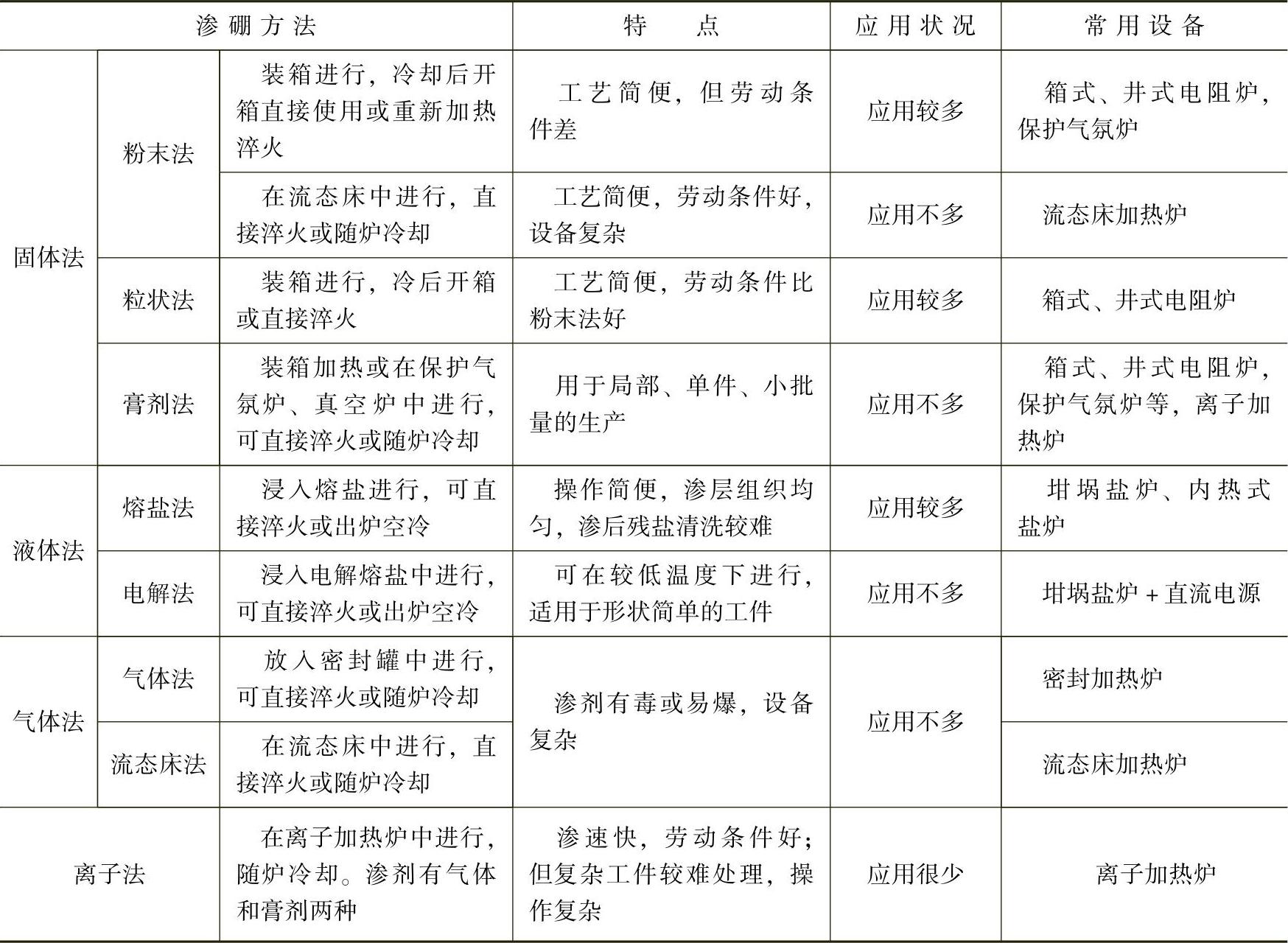
硼化层是Fe2B或FeB+Fe2B组成,呈针状楔入基体中。硼化层具有高硬度,其中Fe2B为1300~1800HV,FeB为1600~2200HV,FeB脆性大,FeB和Fe2B两相硼化层脆性和剥落倾向较大,为此,一般希望得到单相Fe2B的渗硼层。硼化层过厚,脆性增大,剥落倾向增大,硼化层深度0.7~0.15mm为宜。硼化层的耐磨性优于渗碳、碳氮共渗和渗氮。硼化层的磨损量大约为钢的1/100,摩擦系数低。硼化层在盐酸、硫酸和大多数碱中具有良好的抗蚀性。硼化层的热硬性好,在850℃以下,能保持高硬度,渗硼层具有一定抗高温氧化能力。在空气中加热到800℃持续40h,氧化增重甚微。渗硼工艺在模具方面得到较多的应用,金属和合金渗硼主要是为了提高金属和合金表面的硬度、耐磨性和耐蚀性,特别是耐磨粒磨损能力。渗硼的应用范围主要是探矿和石油机械、砖成形模板、热冲模等要求耐磨粒磨损、耐高温磨损和耐高温腐蚀的工件。渗硼有固体法、液体法、气体法和离子法等,目前应用较多的渗硼方法仍然是固体法和液体法。
由于渗硼层脆性较大,渗后冷却速度不能太高,否则会造成渗硼层剥落。对于碳钢,一般将渗硼后缓冷作为最终热处理工艺,高合金工具钢多为980℃渗硼淬火,或在淬火后再700℃进行渗硼。渗硼件二次加热淬火应防止氧化脱硼。图5-9所示为钢中碳及合金元素对渗硼层的影响,图5-10所示为45钢渗层显微硬度与工作温度的关系,图5-11所示为渗层的硼浓度和硬度-渗层深度的关系。
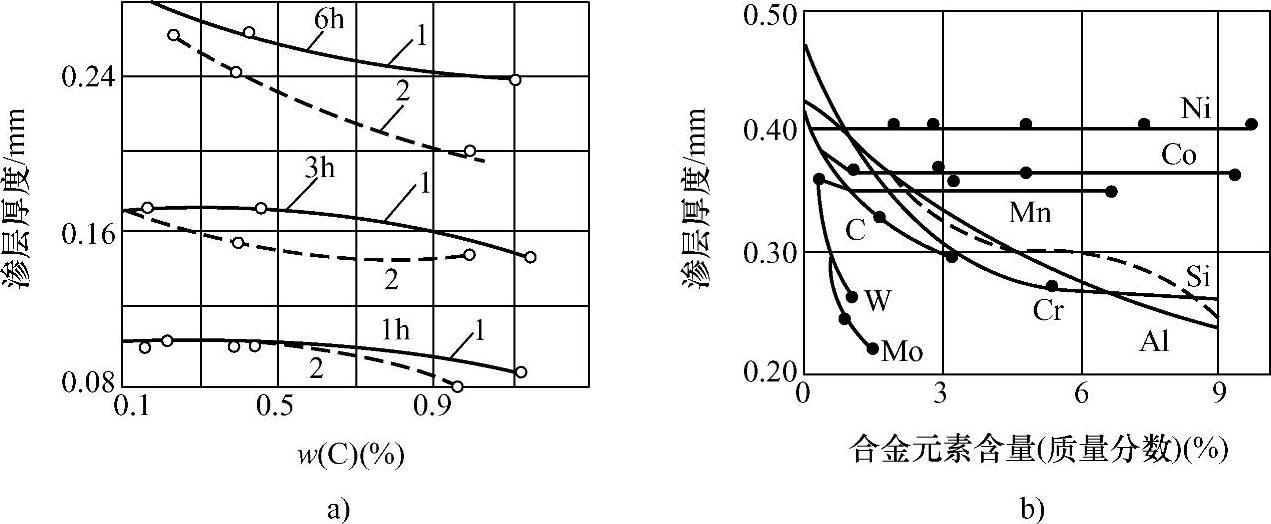
图5-9 钢中碳及合金元素对渗硼层的影响
a)碳的影响(950℃) b)合金元素的影响(1000℃)
1—碳钢 2—铬钢
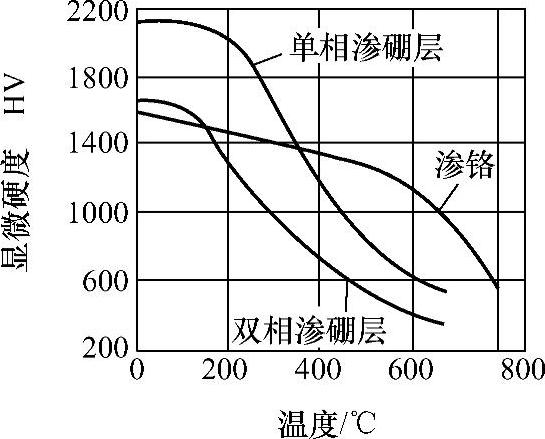
图5-10 45钢渗层显微硬度与工作温度的关系
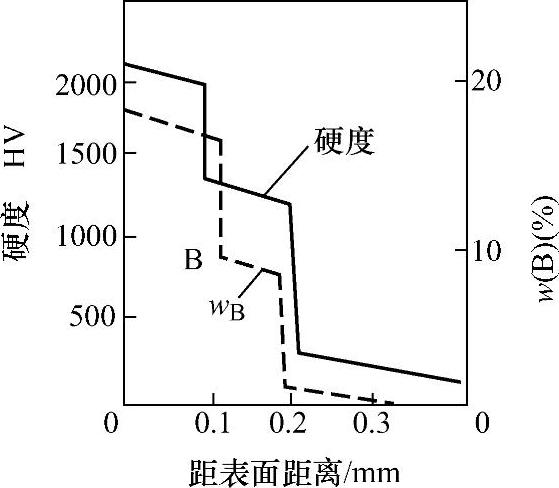
图5-11 渗层的硼浓度和硬度-渗层深度的关系
1.气体渗硼
气体渗硼是用氢气为载气,三氟化硼、烷基硼化物、三溴化硼等为供硼剂的气体介质。由于这些气体都有剧毒、易爆或易水解等原因,气体渗硼在生产上使用不多。气体渗硼工艺过程和设备要求与气体渗氮类似,渗硼工件必须放在密封良好的容器中,加热到渗硼温度后通入含硼气体(废气必须烧掉或通入装有水的收集器),保温一段时间,停止含硼气体供给,并通入惰性气体5~10min后,取出淬火或降温到200℃以下取出。气体渗硼的工件渗层厚度均匀、易控制,容易实现机械化生产,但设备一次性投资较大。表5-22是常见的气体渗硼剂成分及工艺。
表5-22 常见的气体渗硼剂成分及工艺

有将工件置于无定硼的悬浮水溶液中,涂覆0.1~0.5mm厚的无定硼,然后在H2中加热,这种工艺硼的利用率高,氢气耗量少,得到Fe2B单相的硼化层,硬度为1300~1600HV,并可进行局部渗硼,没有环境污染。
2.液体渗硼
将工件浸渍在熔融液体中,使其表面渗硼的工艺方法称为液体渗硼。液体渗硼一般是采用以硼砂为主的熔融盐浴,分非电解与电解法两种。液体渗硼具有设备简单、操作方便、渗层组织容易控制、渗硼层致密和缺陷少等优点,应用较多。但处理过程中坩埚寿命短、盐浴流动性差、工件带走较多熔盐,而且这些熔盐难于清洗干净,影响盐浴渗硼的推广使用。表5-23为液体渗硼的成分和工艺。
表5-23 液体渗硼的成分和工艺(https://www.xing528.com)
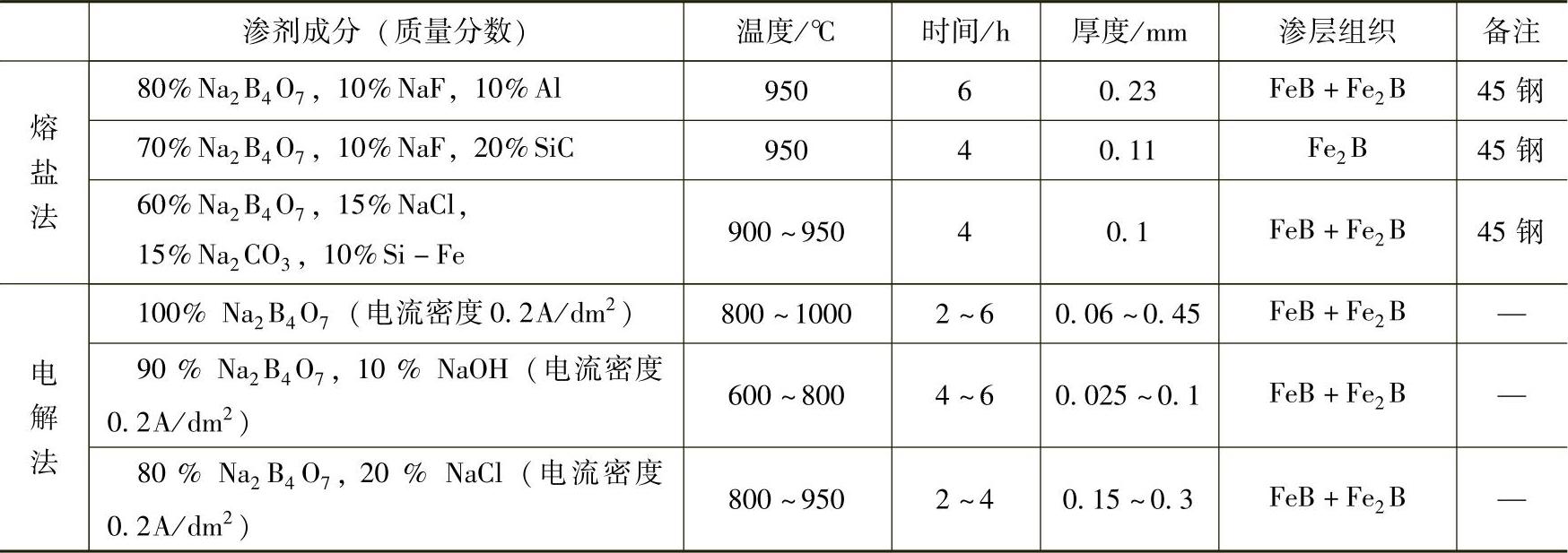
1)盐浴渗硼是在硼砂熔盐中,加入比硼活泼的元素或它的化合物作为还原剂,将熔盐中硼砂热分解产生的B2O3还原,产生活性硼原子,实现渗硼,硼砂熔盐渗硼的盐浴由供硼剂(硼砂)、还原剂(铝粉、碳化硅等)和促进渗硼、改善盐浴流动性和渗后残盐清洗的添加剂(氟化钠、氟硅酸钠、氯等)等组成。
硼砂在脱水过程中体积有较大膨化现象,所以自制硼砂熔盐渗硼必须先将硼砂缓慢少量加入坩埚中,待前次的硼砂基本都熔化后,再逐步加入,待融化后再缓慢加入还原剂。还原剂的加入会使盐浴流动性下降。硼砂熔盐渗硼具有成本低,生产效率高,处理加工稳定,渗硼层致密、质量好等特点,一般用于形状简单的工件渗硼。
2)电解法渗硼熔盐多数以硼砂为基,其配制熔盐方法与硼砂熔盐的一样。电解渗硼是在硼砂熔盐中,以工件为阴极,石墨棒为阳极,在外电源作用下,熔融的硼砂发生热分解和电解,在阴极(工件)上析出的钠将B2O3还原,生成活性硼原子[B],被工件表面吸收,扩散形成渗硼层。电解渗硼的电流密度为0.1~0.5A/dm2,电压为10~20V,于930~950℃保温2~6h,工件从盐浴中取出淬火或空冷,硼化层深可达0.15~0.35mm,电解渗硼比非电解盐浴渗硼速度快,处理过程稳定,渗硼层质量好,适合大规模生产,由于大型复杂零件难于获得均匀渗层,不适于形状复杂的工件。
3.固体渗硼
固体渗硼是把工件放入固体渗剂中,工件与渗剂一起被装箱并加热到一定温度保温一段时间,实现工件表面渗硼的工艺过程。固体渗硼是发展较快的渗硼工艺,根据渗剂形态特点,固体渗硼可分为粉末法、粒状法、膏剂法等。
固体法渗硼的渗剂配制容易,渗硼后表面无渗剂残留;所需的设备简单,且不需专用设备;适用于各种形状的工件,并能实现局部渗硼。国内一些专业厂家还将渗硼剂制成粒状,以减少工作时的粉尘,防止渗硼后渗剂粘结,方便工件的取出。但固体渗硼能耗大,热效率和生产效率低,工作环境差,工人劳动强度大,渗层组织和深度较难控制。
(1)粉末法和颗粒法 这两种方法是将工件埋入填充粉末或粒状渗硼剂的渗箱中,加盖密封后加热渗硼。固体渗硼剂由供硼剂、活化剂、还原剂和填充剂组成,粒状渗硼剂还需加入粘结剂制成粒状。与粉末法相比,颗粒法工件装箱和取出时粉尘量大大降低,渗后无渗剂粘结,工件取出方便。这种方法既适合小批量生产,又能满足规模生产的要求。
固体渗硼剂一般由供硼剂(如供硼剂是化合物,还需加入还原剂,使之产生活性原子)、活化剂(催渗剂)、填充剂组成,这三种材料的选择和配比将决定渗剂的活性。粒状和膏剂渗硼剂还需加入粘结剂。除温度和时间外,影响固体渗硼渗层深度和质量的因素主要是渗剂的成分。渗剂活性越强,渗层越厚,其中的FeB相比例越高;反之渗层薄,FeB少,甚至渗层中无FeB相。表5-24是常用的几种粉末法和颗粒法渗硼剂成分与渗硼工艺。
表5-24 常用的粉末法和颗粒法渗硼剂成分与渗硼工艺(45钢)
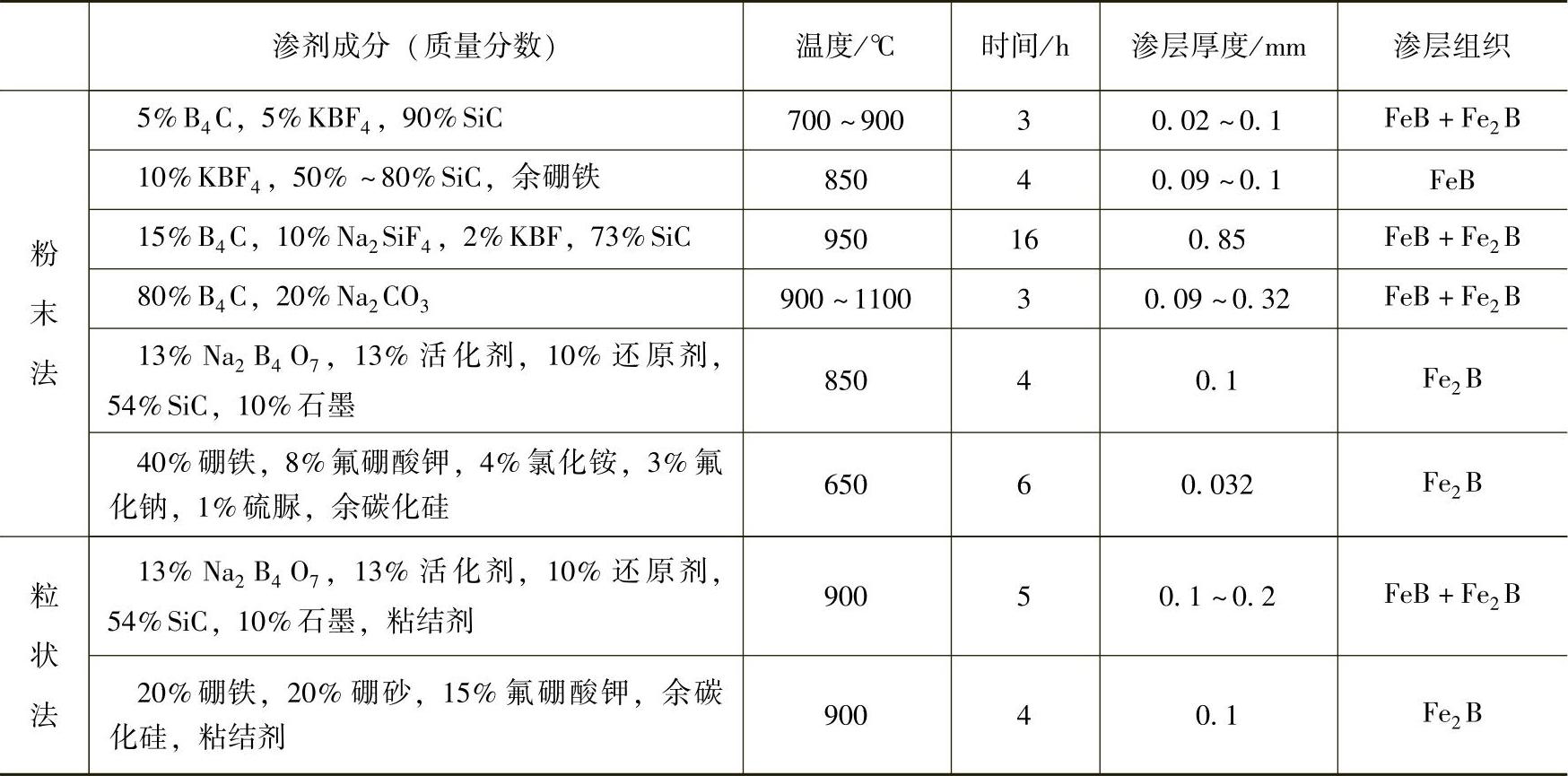
为了降低渗硼剂成本,我国首先研制出以硼砂为供硼剂的粉末和粒状渗硼剂,选用合适的活化剂和还原剂配合,硼砂型渗硼剂在渗硼速度和控制渗硼层组织方面都比碳化硼、硼铁好,是良好的供硼剂。渗硼的活化剂有氟硅酸钠、氟硼酸钾、氟铝酸钠及一些氟化物。活化剂是渗硼过程与供硼剂反应,生成活性硼原子的组分。氟硅酸钠对渗硼的活化作用不比氟硼酸钾差,成本却降低很多。但过多的氟化物气体对人体有害,对车间有环境污染,我国已出现无烟无毒的渗硼剂,还原剂是与高价硼反应生成低价硼或活性硼原子的组分。以硼砂为供硼剂需加还原剂,其中有Si、Ca、Al、Re及其合金。硅铁还原能力较强,能较容易控制渗硼层组织,且成本低廉,使用较多,铝及铝铁合金也是较好的还原剂。填充剂是渗硼过程中调节硼势,防止烧结的组分。选择合适的填充剂可以解决在渗硼过程中渗硼剂结块和粘结工件问题。大多采用SiC,也有采用木炭、活性炭为填充剂。3号粉末渗硼剂选用经焙烧的Al2O3为填充剂,渗剂不结块,松散,成为国内第一个商品化的渗硼剂。用硼砂作供硼剂并加入还原剂产生活性硼原子的渗硼方法,是将硼砂熔盐渗硼的原理应用于固体渗硼,用硼砂作供硼剂容易获得单相硼化物层。由于硼砂熔盐是难溶固体,加入石墨作为抗高温粘结剂,渗剂在高温时不粘结,可方便地取出工件,渗剂可重复使用。
固体渗硼多用840~860℃处理3~6h,硼化物层深60~150μm。一般渗硼件的硼化层深度要求小于150μm。增加渗剂活性并提高渗硼温度达950℃以上,延长扩渗时间大于8h进行深层渗硼,硼化层厚度可达200~300μm,可以满足大磨损量的需要。图5-12所示为Cr12MoV钢粉末渗硼及淬火、回火工艺。
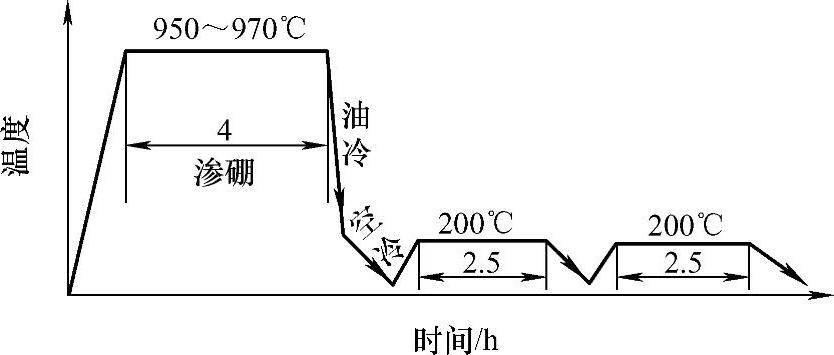
图5-12 Cr12MoV钢粉末渗硼及淬火、回火工艺
(2)膏剂法 渗硼是在渗硼剂中添加粘结剂制成膏状或料浆,涂刷或喷涂工件表面,干燥后加热渗硼。膏剂渗硼一般装箱密封加热,有的还填充SiC、活性炭、Al2O3,有的在N2+H2保护气氛中加热。已经有渗硼剂在加热时可自发形成保护膜的自保护膏剂渗硼剂,不需要装箱,可直接在空气介质的炉中加热,省掉渗箱,缩短加热时间,便于直接淬火。表5-25为膏剂法渗硼剂及工艺。
表5-25 膏剂法渗硼剂及工艺

膏剂渗硼可用高频感应加热,如50%B4C+50%Na3AlF6用水解的硅酸乙醋作成糊状,涂于工件上,干燥后高频感应加热到1150~1160℃,保温2~3 min,形成0.1~0.12mm的单相Fe2B的渗层,硬度为1150~1200HV。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。