



6Cr4W3Mo2VNb是以W6Mo5Cr4V2高速工具钢为母体,在其淬火基体成分基础上,适当增加含碳量,并用少量铌合金化的改型基体钢。该钢因碳质量分数的中限为0.65%,又增加了少量的铌,故代号为65Nb。
1.65Nb钢化学成分及相变点
65Nb钢化学成分见表2-38,相变点为Ac1810~830℃,Ar1740~760℃,Ms220℃。
2.性能及应用
(1)性能65Nb钢是一种高强韧冷热兼用模具钢,加入的合金元素铌和钒与钢中的碳生成高稳定性的碳化物,加热时极难溶解,VC在1050℃以上开始溶解,NbC要到1150℃以上才开始溶解,从而有效地阻止奥氏体晶粒长大,与不含Nb的钢比较,奥氏体晶粒细化温度提高40~50℃,显著提高钢的韧性,Nb还改善了钢的工艺性能,使锻造时的变形抗力减小,退火时易于球化软化,65Nb钢模具可以采用冷挤压成形,热处理淬火加热温度范围宽。回火时,铌和钒都以MC型碳化物弥散析出,与M2C型碳化物一起,促成强烈的二次硬化效果。但65Nb对于单位挤压力超过2500MPa的黑色挤压模具及要求高耐磨的模具,其抗压屈服强度和耐磨性则均显不足。
(2)应用 可以用来制造各类模具,以冷作模具为主,有时也用于热作模具。65Nb钢制作冷挤模、冷镦模不易开裂,制作形状复杂的有色金属冷挤压模,单位挤压力为2500MPa左右的黑色金属冷挤压模,以及轴承、标准件行业的冷镦模,特别适用于复杂、大型或难变形金属的冷挤压模具和受冲击负荷较大的冷镦模具,使用寿命较现用的Cr12MoV等模具钢及高速工具钢模具成倍提高。
3.常规处理方法
(1)锻造65Nb钢锻造工艺见表2-39。该钢锻造性能良好,但应缓慢加热保证烧透。锻造工艺对模具钢的组织及模具寿命有显著影响,为使原有带状或网状碳化物破碎、细化、分布均匀,对锻坯尤其是大规格坯料,应进行改锻并反复镦拔,若经十字反复镦拔改锻,则碳化物分布十分均匀。对于切边模等带刃口的模具,经反复镦拔后基本上克服了刃口剥落现象,寿命比仅拔长的模具高出4~5倍。
表2-39 65Nb钢的锻造工艺规范(https://www.xing528.com)

(2)热处理
1)退火。退火工艺为850~870℃加热保温3h,炉冷到730~750℃保温6h,炉冷到500℃以下出炉空冷,获球状珠光体组织,硬度为217HBW;如果等温时间加长到9h,则硬度为187HBW。
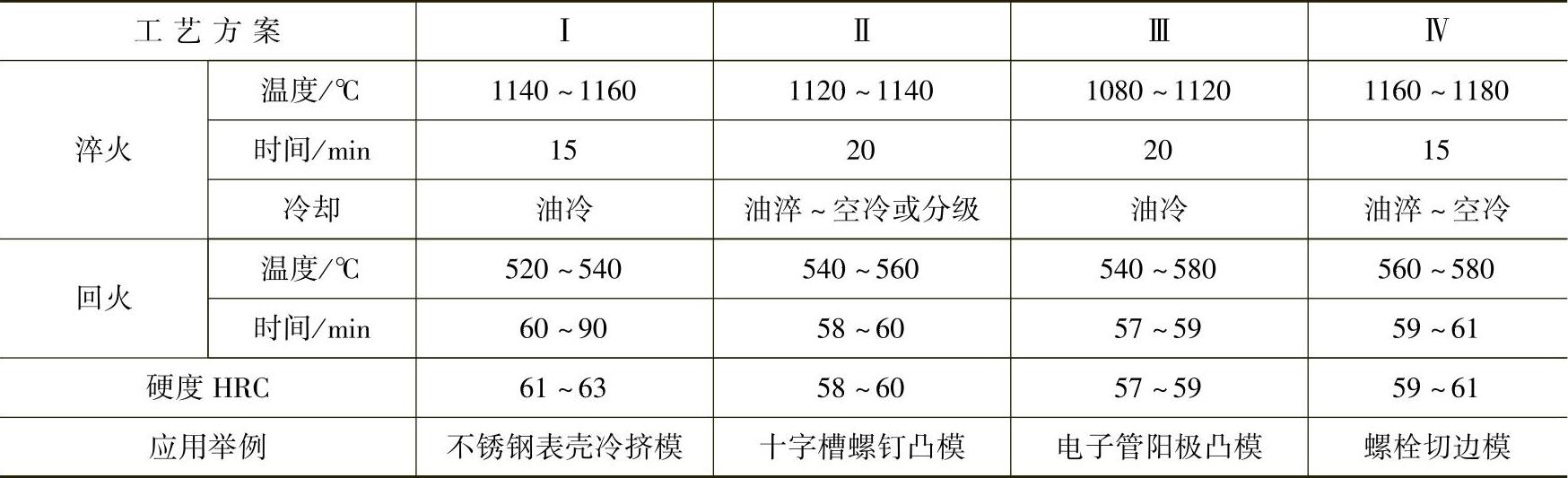
2)淬火。淬火工艺规范见表2-40。淬火加热时间应保证碳化物充分溶解并均匀化,同时不使晶粒长大,在盐浴炉中加热系数以15~20s/mm为宜。冷却方式根据模具形状和对变形的要求,可采用油冷、油淬-空冷或分级淬火。
3)回火。回火温度范围520~580℃,一般采用二次回火,回火工艺规范参见表2-40。
表2-40 65Nb钢淬火、回火工艺规范及应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。