



清洗和检查:组装作业比拆卸操作必须更仔细地进行,并应使用充分清洗的零件在干净的环境中进行。把拆下的零件与分解图8-41进行对比检查,不应有任何遗失的零件或不合常规行为。用#600~#800砂纸消除任何轻微的腐蚀。
壳体和轴封:检查挡圈变形情况。如果变形,更换。
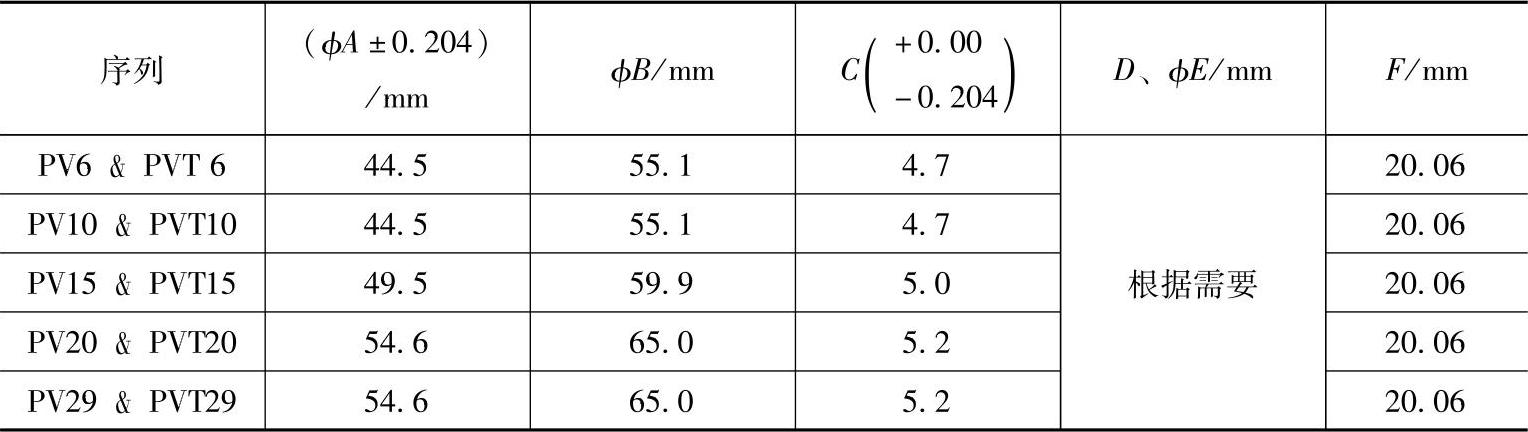
将壳体安装法兰面朝上放在压机上。在轴封唇边内涂抹润滑脂。油脂不应凸出在唇部的顶端以上,并应填充大约80%的空间。使用推杆慢慢按压油轴封进入壳体1,直到就位。使用的工具见图8-44(其几何尺寸见表8-21),安装挡圈43。
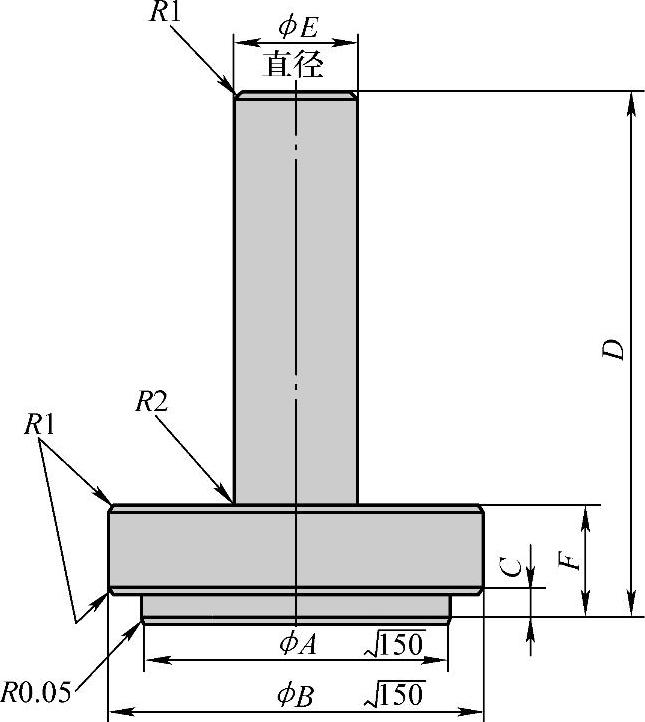
图8-44 轴封安装工具(材料:钢)
表8-21 轴封安装工具的几何尺寸
轴和轴承:检查主轴(驱动轴)8油封表面的刻痕或划痕。用砂纸去除轻微的划痕和刮痕。当刻痕或划痕很深时,用研磨的办法抛光或用砂纸抛光。
在所有情况下,谨慎使用切入式(横向进给)磨削,导致抛光的表面不能插入轴向方向。在主轴端一侧装配第一个挡圈42。将被挡圈保持的零件的对面一侧必须始终在挡圈的锐边侧。按压滚珠轴承到主轴8上,安装另一个挡圈41。
使用的工具见图8-45,其几何尺寸见表8-22,所使用的最大压力见表8-23。

图8-45 球轴承安装工具(材料:钢)
表8-22 球轴承安装工具的几何尺寸
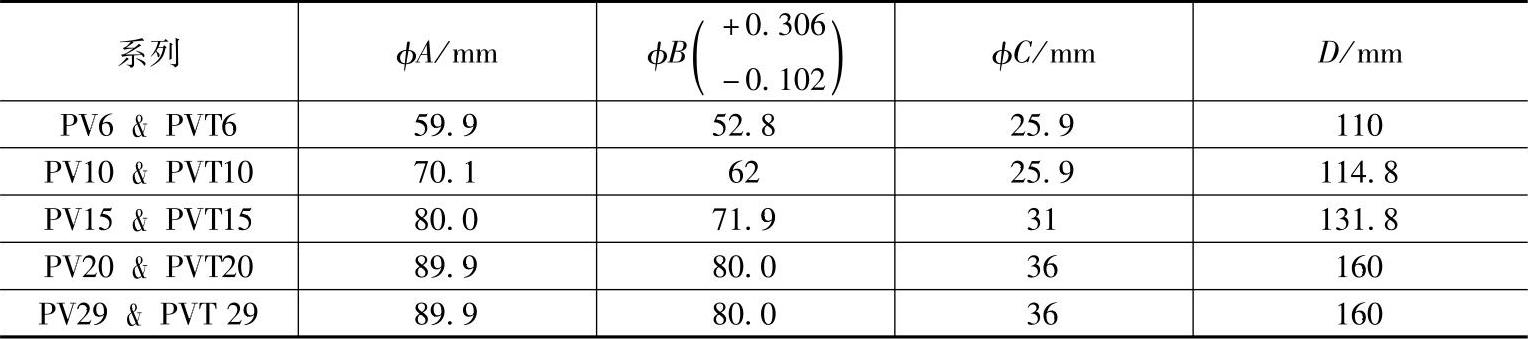
表8-23 安装轴承推荐使用的最大压力

手动转动轴承的外环不应有不规则的噪声。
壳体和轴:在轴端为油封配一个保护锥,见图8-46,其几何尺寸见表6-24。涂抹少许的锂基润滑脂在其外表面。仔细把主轴8装进壳体1中。
组装挡圈41进入壳体。
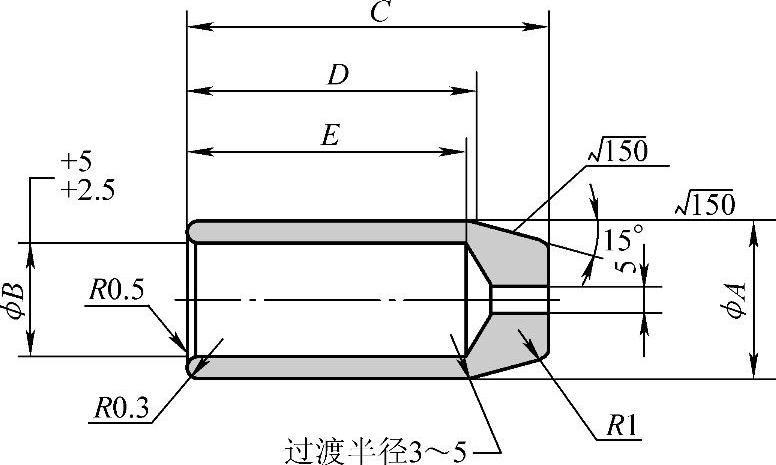
图8-46 轴封安装工具
表8-24 轴封安装工具的几何尺寸

注:材料-特氟龙(最好)或者钢热处理硬度HRC40~45。
壳体1和斜盘9:把外壳轴端部朝下放置在一个固定装置上,并把弹簧19以及弹簧座20装入壳体内。
薄薄的涂一层油脂在耐磨盘16上与斜盘9配对,装入到壳体中。
安装尺寸不足的耳轴10(图8-41)进入斜盘壳体的一侧,与斜盘上的孔成一线对准。
耳轴安装工具如图8-47所示,其几何尺寸见表8-25。
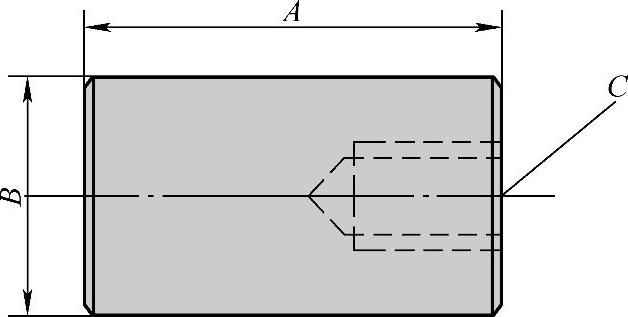
图8-47 耳轴安装工具
表8-25 耳轴安装工具的几何尺寸

在壳体对面斜盘孔涂上一层非常非常薄的(几乎透明)厌氧管路密封剂(含有聚四氟乙烯的乐泰管螺纹密封胶,含聚四氟乙烯的Prolok管封材料,或等效产品)。这是用来密封斜盘孔或斜盘销的任何轻微的缺陷。
使用最大60kN的力,按压斜盘销与外壳轴套齐平,在另一侧从反面拆下装配销并重复上述步骤。
缸体压紧:把缸体3放置一个固定装置上,并在中心孔中插入垫圈27和回程弹簧18,垫圈27应放在该弹簧的两端。
确认缸体3的表面与缸体3的内孔表面无划痕和无外来物质。使用机械压力机压缩弹簧18,并用挡圈40保护,确信挡圈已经被正确地嵌入槽中固定。
将缸体3放在干净的纸或布上,然后插入三个定位销56进入到位于花键轴孔外面的三个孔内。将球铰14放在上面。
手动压缩,然后确定弹簧18的力。
缸体、柱塞/回程盘:用一只手持水平地握住回程盘15,插入9个柱塞和滑靴组件5到回程盘的孔中。为了拆卸,滑靴应能在柱塞上自由移动。保持回程盘水平,并小心地将活塞和滑靴组件5插到缸体3的缸孔3中。
壳体和转动组件:放置主轴8于在壳体1中,使得主轴8是水平的。装配缸体3、活塞滑靴组件5、球铰14和回程盘15一起到主轴上。不要强迫主轴花键装入缸体花键槽,需仔细旋转使其啮合,同时轻轻施加推力。当缸体的边缘被插入大约低于1/3英寸的外壳的边缘下方,该组件安装是正确的。将壳体和轴端面指向下,放在夹具上,并用干净的液压流体涂满缸体的表面。将垫圈24装在外壳上。
后端盖(油路油路块)组件2:
按滚针轴承36压进后端盖(油口油路块),直到轴承底部进入孔中。在滚针轴承有标记的一侧按压。
将后端盖组件2(油口油路块)放在压力机上,用在下面的调节螺钉的垫片支撑。按导向套23压进后端盖组件2(油口油路块)。
安装活塞21和配流盘4到后端盖组件(油口油路路口块)2上。注意图8-48为配流盘的正确放置。
轻轻地涂一层油脂在在配流盘表面并将配流盘放置在后端盖组件(油口油路块)2上,用定位销57定位于“U”形槽上并标记为R或L。
握住后端盖组件(油口油路块),使活塞21不至于脱落,并小心把后端盖组件(油口油路块)放置在外壳上。
在壳体和后端盖组件接触表面(油口油路块)之间的间隙应为大约1~2.5mm。
用内六角头螺钉46固定后端盖组件(油口油路块),对角拧紧。
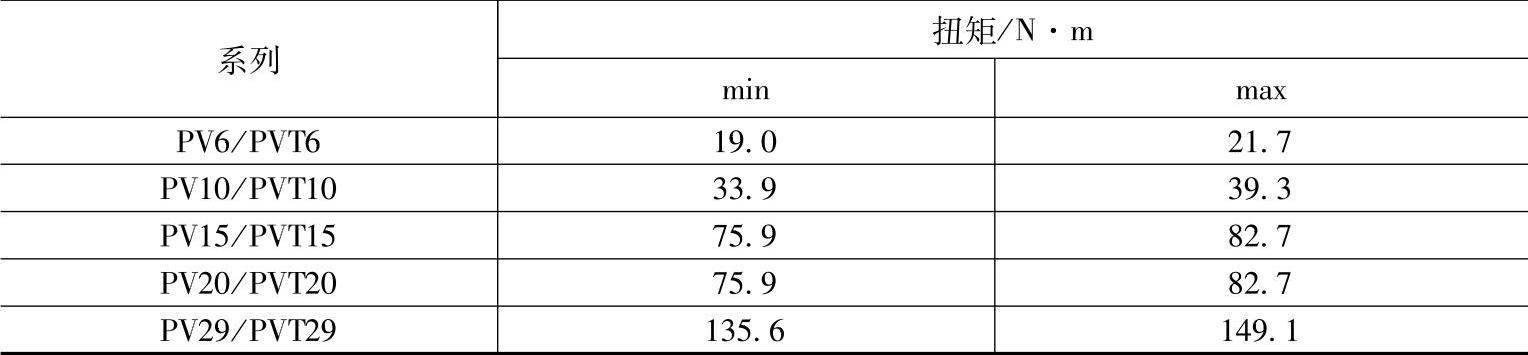
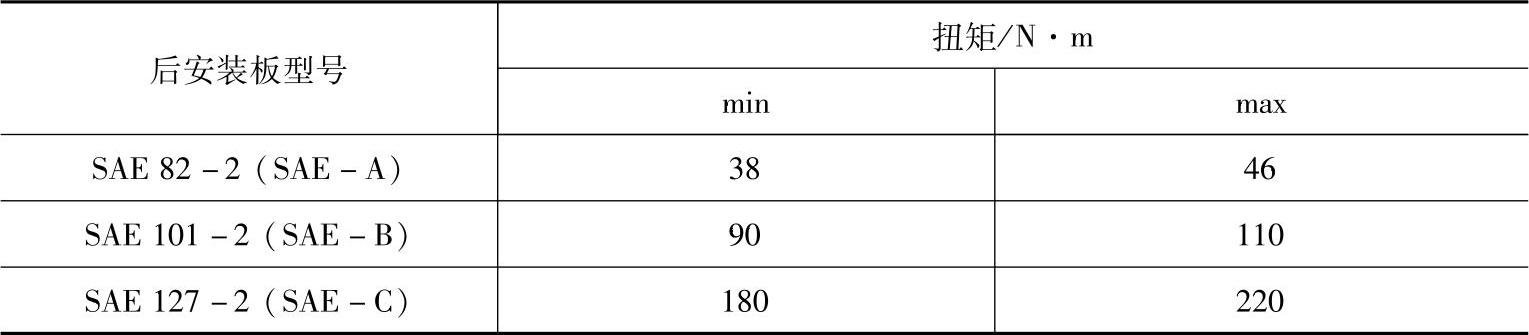
壳体螺栓紧固扭矩值如表8-26所示。
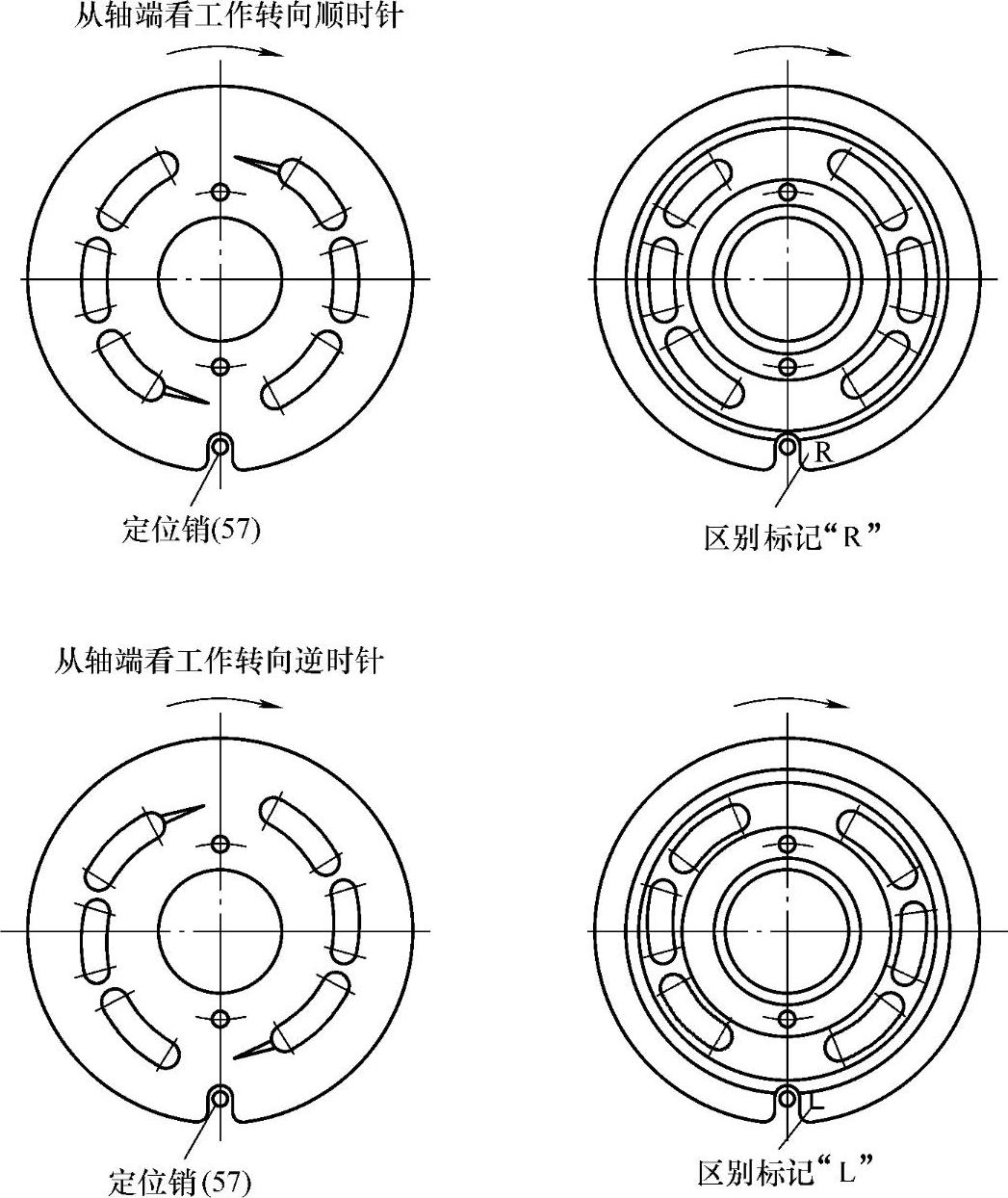
图8-48 配流盘的正确放置
“C”压力补偿器:
“C”压力补偿器28按以下步骤安装,参见图8-49。
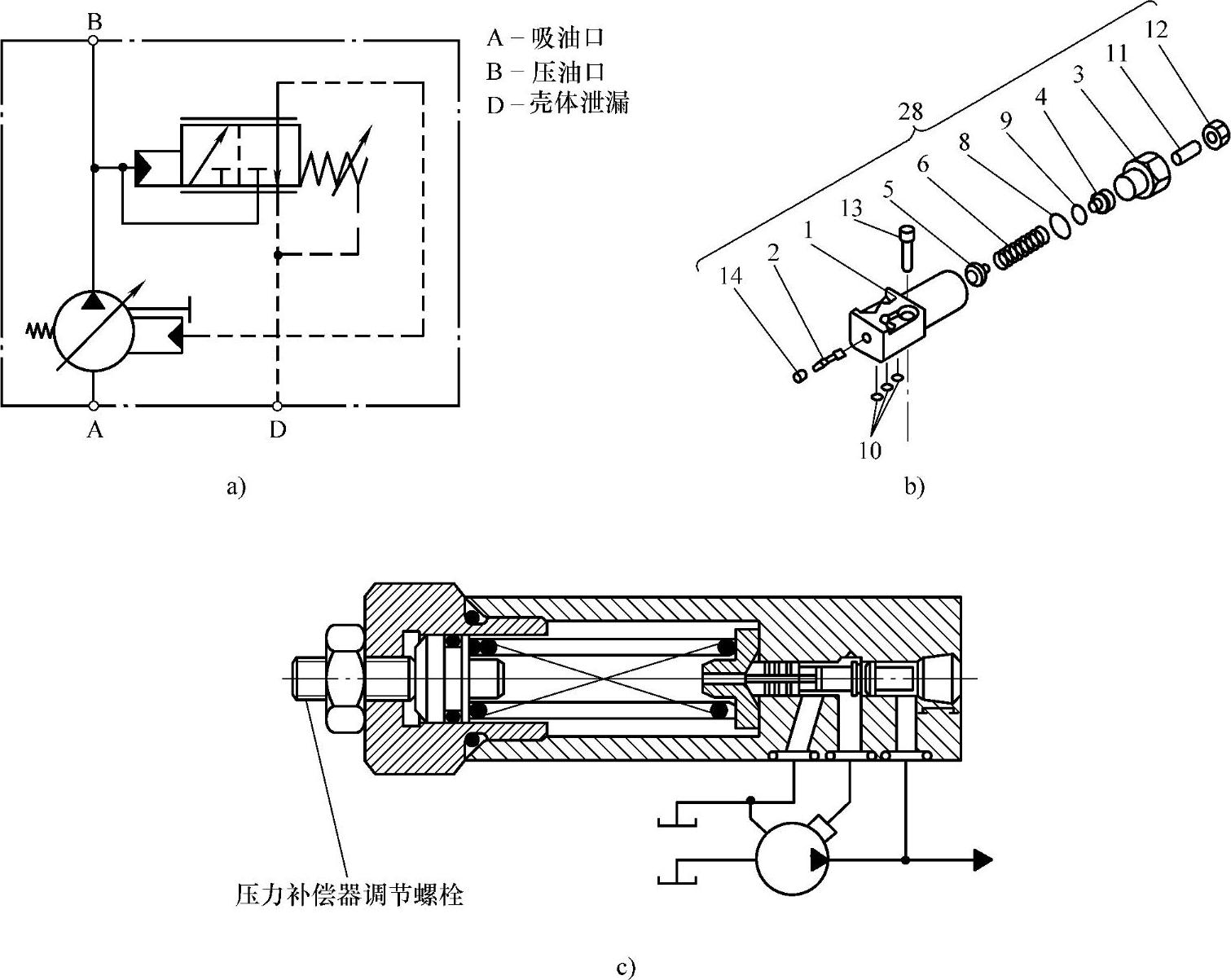
图8-49 “C”压力补偿器
a)回路原理图 b)爆炸分解图 c)C压力补偿器剖视图
28-1—阀体 28-2—阀芯(零件28-1的配套件) 28-3—空心螺栓 28-4、28-5—弹簧座 28-6—弹簧 28-8、28-9、28-10—O形圈 28-11—调节螺杆3/8-16UNC×7/8 28-12—六角螺母3/8-16UNC 28-13—螺钉 28-14—螺塞
仔细清洗阀体28-1和阀芯28-2,并将其浸泡在清洁的液压油中。
检查O形圈28-8和28-9的变形和磨损(如检查28所述),若确定为处于良好状态时,组装O形圈28-8至空心头螺栓28-3上并安装O形圈28-9至弹簧座28-4上。
小心将阀芯28-2插入到阀体28-1的孔中(阀芯和阀体是组配件)。安装螺塞28-14进入阀体。
将弹簧座28-4和28-5安装在弹簧28-6的两端并将其装入到阀体中。
将调节螺杆28-11和六角螺母28-12安装在空心螺栓上,把空心螺栓放在弹簧座28-4上,拧入阀体上的螺纹孔中。拧紧,直到边缘表面齐平。在检查O形圈28-10的变形和磨损后,在阀体安装面上涂上锂基润滑脂,并安装O形圈28-10。
“F”和“L”压力补偿器:(https://www.xing528.com)
“F”和“L”压力补偿器28装配如下(见图8-50)。
仔细清洗阀体28-1和阀芯28-2,并将其浸泡在清洁的液压油中。
检查O形圈28-8和28-9的变形和磨损(如检查28中所述),并确定为处于良好状态时,装配O形圈28-8至空心六角螺栓28-3上,将O形圈28-9安装至弹簧座28-4上。
仅对“L”压力补偿器,安装销轴28-24进入到阀芯28-2。
将阀芯28-2小心地插入阀体28-1的孔中(阀芯和阀体是匹配的),在阀体内安装螺塞28-14。
安装弹簧座28-4和28-5至弹簧28-6的两端,并装配到阀体。
将调节螺杆28-11和六角螺母28-12安装在空心六角螺栓上,把空心六角螺栓放在弹簧座28-4上,拧入阀体上的螺纹孔中。拧紧,直到边缘表面齐平。
安装弹簧座28-15,将开口端插入孔内,然后按压到位。安装螺塞28-20并拧紧。
组装垫圈28-19和弹簧28-7到调节螺钉28-18上,安装圆锥体28-16在弹簧上并装入阀体。
设置调节螺钉至在拆卸下留下记号的测量位置,用六角螺母28-12锁定在该位置上,然后用六角盖形螺母28-22盖住。
在检查O形圈为28-10变形和磨损之后,在阀体安装面上涂上锂基润滑脂,并安装该O形圈。
“J”和“K”型扭矩限制器:
结合有“F”或“L”压力补偿器的转矩限制器的功能如前面所述。
参见图8-43,将弹簧座28-9、主弹簧28-5和密封活塞28-4与O形圈28-19放入孔内,接下来是螺塞1、螺钉2和螺母28-20和六角盖形螺母28-3。
把销28-25压至反馈杆28-7中。
使用润滑脂保持扭矩限制器在适当位置,放置套筒28-6在反馈臂28-7孔中的销28-25上,然后将反馈杆放置于阀体28-16中,因此阀芯28-8可从阀体28-16的前孔、套筒和阀体后孔穿过。
把弯管接头28-21内的阻尼器28-26和弯管接头适当位置的O形圈28-19放在一起,拧进弯管接头进入油口。
小心地滑动销轴28-18直到反馈杆28-7,然后旋枢轴螺栓进入阀体支撑枢轴杆的两端。
滑动销28-10进入阀体直至反馈杆。把垫圈28-22放至销上,紧接着安装
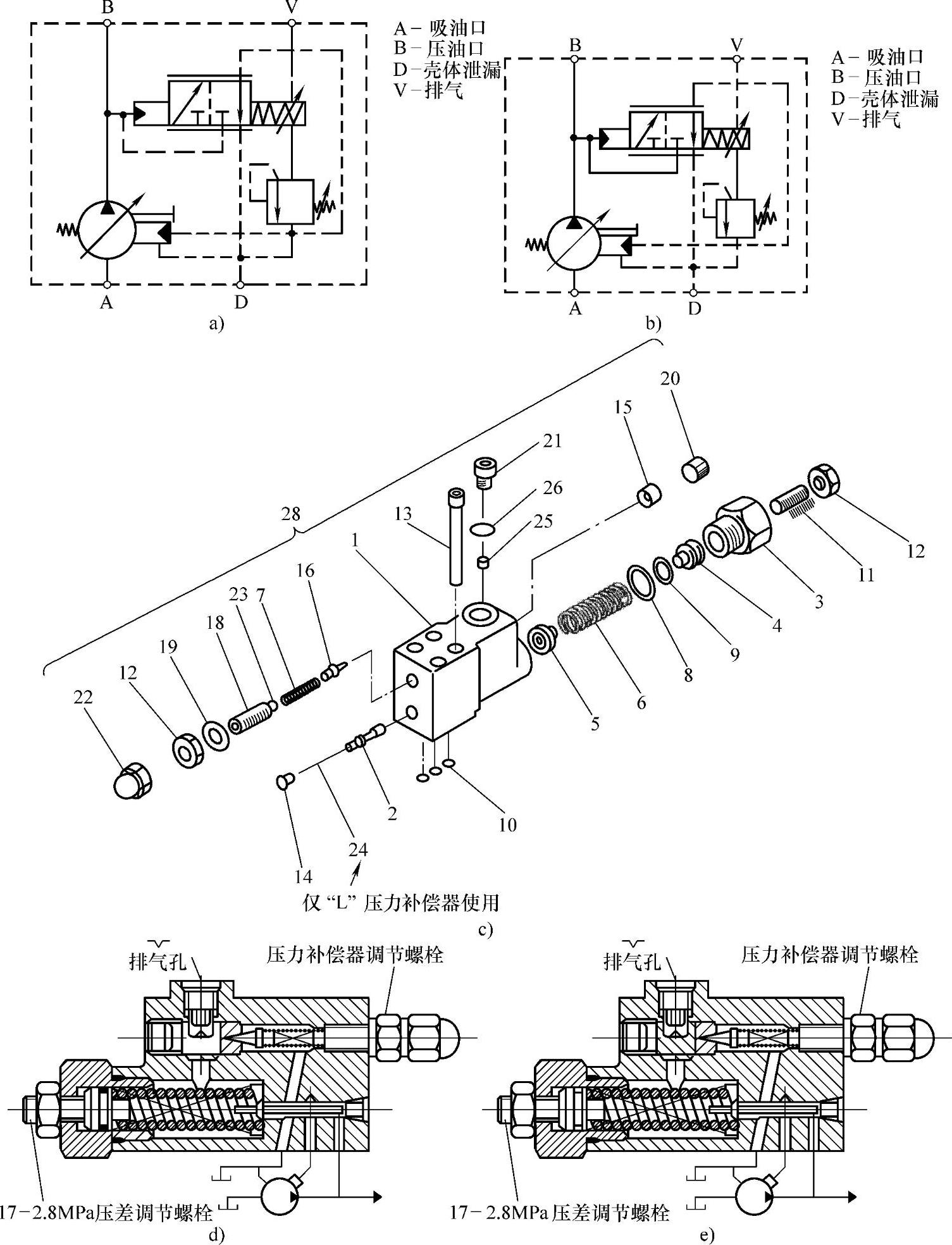
图8-50 “F”和“L”压力补偿器
a)“F”压力补偿器 b)“L”压力补偿器 c)爆炸分解图 d)F压力补偿器剖视图 e)L压力补偿器剖视图
28-1—阀体 28-2—阀芯 28-3—空心六角螺栓 28-4、28-5、28-15—弹簧座 28-6、28-7—弹簧 28-8、28-9、28-10、28-26—O形圈 28-11—调节螺杆3/8-16UNC×7/8 28-12—六角螺母3/8-16UNC 28-13—螺钉 28-14、28-20、28-21—螺塞 28-16—圆锥体 28-18—调节螺钉,3/8-16 28-19—垫圈 28-22—六角盖形螺母,3/8-16UNC 28-23—垫圈 28-24—销轴 28-25—孔嘴
回弹簧28-15,将销推至其接触的阀体后部,并让它接触到弹簧28-15,然后拧紧螺塞28-11到体内。
检查反馈杆可以绕枢轴转动以至于在它的伸出的每个末端可以接触到阀体。
装配螺钉28-12与垫圈28-14和O形圈28-23,并装在阀体上。将垫圈28-17放在螺钉上并安装在阀体上。
“T”功率限制器:
“T”功率限制器28装配如下。
参见图8-51,小心清洗阀体28-1和阀芯28-2,并浸泡在清洁的液压油中。
在阀体上安装阻尼器28-30,如图8-51所示。
安装弹簧座28-15,将开口端插入孔内,然后按压到位,越过了安装配件28-27的螺纹孔。安装配件28-29,拧紧使油口偏移,远离弹簧腔,以便为允许安装六角空心螺栓28-3方便,使其不干涉。
小心将阀芯28-2装到阀体28-1孔中(阀芯和阀体是匹配的),在阀体内安装螺塞28-14。
检查O形圈28-8和28-9的变形和磨损(如检查第28号所述),当确定其处于良好状态时,安装O形圈28-8到六角空心螺栓28-3和O形圈28-9到弹簧座28-4上。
把弹簧座28-4和28-5装在弹簧28-6的两端,并组装到阀体。
将调节螺杆28-11和六角螺母28-12安装在六角空心螺栓28-3上,把六角空心螺栓放在弹簧座28-4上,拧入阀体上的螺纹孔中。拧紧,直到边缘表面齐平。
安装垫圈28-19和弹簧28-7到调节螺钉28-18上,安装圆锥体28-16到弹簧中并装配到阀体。
将球体28-17放入阀体在阻尼孔28-2的上面。
把销轴28-24插入到接头组件28-27中,并拧紧在阀体内。
安装底座28-25,弹簧28-26垫圈28-19和螺母28-12到调节螺钉28-18上。
设置调节螺钉至在拆卸下留下记号的测量位置,用锁紧螺母28-12锁定在该位置上,然后用盖帽式螺母28-22盖住。
在经检查O形圈28-10的变形和磨损,在阀体安装面上涂上锂基润滑脂,并安装O形圈。
最后的总装:
安装压力补偿器或功率限制器28到油口油路块的安装平台上。

图8-51 “T”功率限制器
a)“T”型功率限制器回路原理图 b)爆炸分解图
28-1—阀体 28-2—阀芯 28-3—六角空心螺栓 28-4、28-5、28-15—弹簧座 28-6、28-7—弹簧 28-8、28-9、28-10、28-21—O形圈 28-11—调节螺杆3/8-16UNCx7/8 28-12—六角螺母3/8-16UNC 28-13—螺钉 28-14—螺塞 28-16—圆锥体 28-17—钢球 28-18—调节螺钉3/8-16 28-19—垫圈 28-20—螺塞 28-22—六角盖形螺母3/8-16UNC 28-23—垫圈 28-24—销 28-25—底座 28-26—弹簧 28-27—配件 28-28—“B”阻尼器(在泵的“P”油口) 28-29—配件(UNF) 28-30—“C”阻尼器(1.59mm阻尼孔)
紧固扭矩如下:11.3~13.2N·m。
如果泵包含“J”或“K”扭矩限制器,将控制器安装在它的安装平台上,放置反馈杆在斜盘的缸体一侧上,与控制器朝向相同。反馈杆在复位弹簧28-15力的作用下抵靠在斜盘上,垫片和O形圈28-14务必被放置螺钉28-12上,然后拧紧螺钉至8.3~11.3最大13.2N·m。
把连接管与扭矩限制器前部的接头连在一起,另一端连接到泵顶部的“F”控制器上。
安装螺纹密封54和六角螺母45至调节螺钉22上,然后拧入油口油路块的孔中,直到螺钉接触到活塞。使用表8-27给出的调节螺钉22的最大调节量设定所需的行程,并用六角螺母锁定。
表8-27 调节螺钉22的最大调节量

用一个杠杠或者一个轮毂连接到主轴末端,在箭头指示方向旋转几次确认旋转平滑。
用手掌盖住安装压力补偿器一侧的配管油口,转动主轴,如果空气被有力地压出管道油口,则泵的运转正常。
对于带有“T”功率限制器的泵,安装“B”阻尼器28-28进入功率限制器的侧面管道油口,并拧紧螺塞28-14。
把螺塞58与O形圈55一起旋进壳体中,用塑料盖或特殊的盖密封其他开口。
对于安装有辅助泵的PVT泵,安装联轴器70,适配器69-1,O形圈69-2、69-3,用螺钉69-4和垫圈69-5安装辅助泵。
螺钉扭矩见表8-28。
表8-28 螺钉扭矩
清洗泵的外表面并将其安装至原来的设备上或者返回到储存仓库。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。