



请按照以下过程拆卸液压泵,元件名称请参考分解图(图8-41)。泵需进行拆卸检查应只限于以下情况。
1)故障或漏油导致损坏或造成磨损;
2)上述故障排除方法没有解决的问题。
拆卸的必要性是要更换或修理磨损部件,应当指出的是,装配和拆卸应在干净的环境下进行。
注意:在泵中的弹簧组件通常设置在压缩状态,每当拆卸时对任何操作人员都具有危险,这是因为在拆卸时弹簧突然释放弹出,可能会使操作者遭受伤害。
通常没有必要更换安装在缸体3中的回程弹簧18,除非绝对必要。
拆卸后,内部零件应涂清洁的油膜并保持远离污物和水分。
建议对泵上的调节螺钉22突出部分的长度,控制器组件28(控制器组件28指C、F、L压力补偿器(图8-49、图8-50),J、K扭矩限制器(图8-43)以及T功率限制器(图8-51)上的件11(J、K扭矩限制器除外)和18(如可用)进行测量,并记录测量结果。因为这些信息将在组装过程中是有用的。拆卸时必须小心,以避免掉落,损坏或污染加工零件和压力补偿器。
泵的拆卸步骤如下:
1)排出壳体1中的液压油。
2)用泵上部的泄漏油口定位泵。
3)对于串联泵,除去外部泵、PVT后配套附件69和联轴节70。
4)松开六角螺母45,取下调节螺钉22和螺纹密封圈54。
5)卸下固定控制组件28上的四个螺钉也就是组件28(组件28分别指的是C、F、L压力补偿器,以及T功率限制器)上的螺钉13,然后取下28组件上的O形圈件10及整个控制组件28。如果泵包含扭矩限制器,从扭矩限制器拆卸连接补偿器的管道。拆下固定扭矩限制器与泵壳之间的四个螺钉,然后拆下扭矩限制器组件。
6)卸下四个内六角螺钉46。先松开两个对角位置的螺钉,然后再松开另外两个对角位置的定位螺钉。卸下螺钉,小心地抬起后端盖组件(油口油路块)2。如果垫圈24粘附到块上或壳体上,用锤子轻敲相对压力补偿器侧的后端盖组件(油口油路块)。
注意:由于配流盘4可能会吸附到后端盖组件(油口油路块2)上,不允许配流盘掉落并损坏。
7)平缓地从缸体表面中取出配流盘4。
8)把泵水平放在工作台上,泵轴置于水平位置。同时拆下带有柱塞和滑靴组件5的缸体3、球铰14、回程盘15、销56。
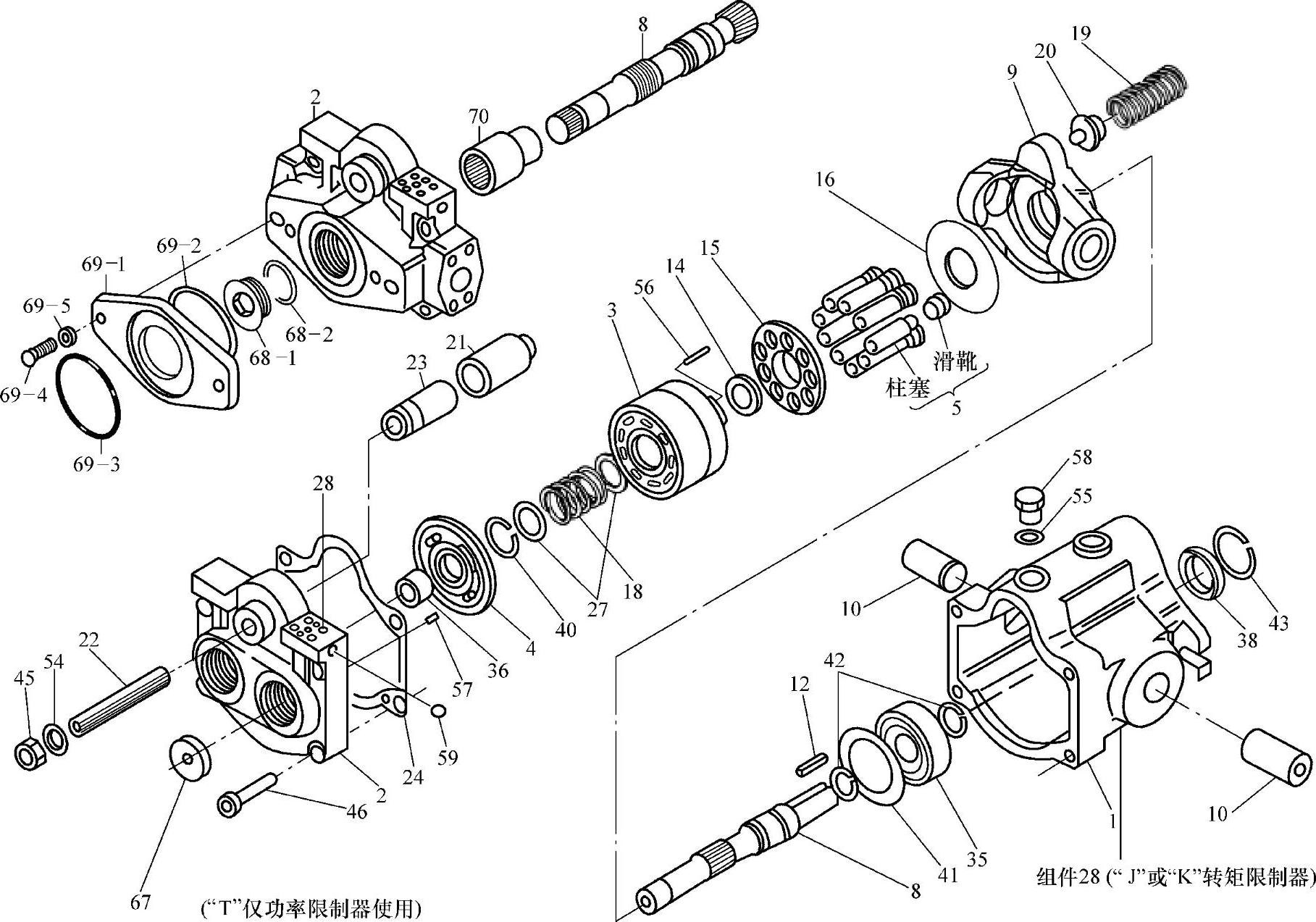
图8-41 PV/PVT爆炸分解图(缺失零件号请参考DENISONHYDRAULICSPV/PVT开式泵维修手册)
1—壳体 2—后端盖组件(油口油路块) 3—缸体 4—配流盘 5—柱塞和滑靴组件 8—主轴 9—斜盘 10—耳轴 12—键 14—球铰 15—回程盘 16—耐磨盘(防磨耗增强板) 18—回程弹簧 19—弹簧 20—弹簧座 21—活塞 22—调节螺钉 23—导向套(包括在后端盖组件中) 24—垫圈 27—垫圈 28—控制器组件 35—球轴承 36—滚针轴承(包括在后端盖组件中) 38—轴封 40、41、42、43—挡圈 45—六角螺母 46—内六角螺钉 54—螺纹密封圈 55—O形圈 56—定位销 57—定位销 58—螺塞 59—螺塞(包括在后端盖组件中) 60—运输用泄漏油口塞(未显示) 61—名牌(未表示) 62—自攻螺钉(未表示) 63—运输用系统油口塞(未表示) 64—运输用系统油口塞(未表示) 66—警告标签(未显示) 67—检查标签(未表示) 68-1—螺塞(PVT缺少后底座) 68-2—O形圈(PVT缺少后底座) 69—PVT后配套附件(69-1—适配器 69-2、69-3—O形圈 69-4—螺钉 69-5—垫圈)70—联轴器(耦合器)
9)将缸体3放在干净的布或塑料膜上。在取出柱塞之前,初步检查一下柱塞的间隙。握住回程盘15的侧面,轻轻取出柱塞和滑靴组件5。
10)建议对回程盘15在移除第一个活塞时做标记,为了保证滑靴边缘和回程盘15之间的配合,柱塞应按移出的顺序去放置。
11)拆下球铰14和定位销钉56。
注意:通过使用给定的顺序1)~11),可对泵进行必要的检查。优先于检查,拆解下的零件作如下处理。
①把壳体1轴朝下放至在固定装置上,覆盖一个防尘的塑料薄膜。
②把带有组合有导向套23和滚针轴承36的后端盖(油口油口块)2放至在工作台上。导向套必须朝上放置,盖上防尘塑料薄膜。
③将压力补偿器28的加工面,朝上粘到后端盖组件(油口油路块)2上,把防尘的塑料薄膜覆盖在压力补偿器上。如果泵包含扭矩限制器,将转矩限制器放在塑料袋中。
继续检查。
注意:如有以下观察到的现象之一,可能需要进一步拆卸。
①在缸体3被平放时,定位销钉56必须稍微突出一些。假如不是这样,或者假如销钉很容易被推进去,则执行步骤12)~14)。
②如果斜盘9相对主轴8有很小的或没有倾角,或者假如它可以很容易地用手移动,执行步骤15)~17)。
③若油封漏油或球轴承间隙过大,执行步骤18)~22)。
④如果压力补偿器功能不正常,执行步骤23)~28)。
⑤若“J”或“K”扭矩限制器阀功能不合常规,执行以下步骤29)~32)。
⑥如果“T”力矩限制器阀功能不合常规,执行步骤33)~35)。
⑦如果导向套过度磨损,执行步骤36)、37)。
12)面向上将缸体3放在固定装置上,用简单的手动压力机压缩回程弹簧18,用钳子取出挡圈40。
13)卸下垫圈27和回程弹簧18。
14)从固定装置上拆下缸体。
继续检查:
弹簧载荷和弹簧的变形如表8-16所示。
表8-16 弹簧载荷和弹簧的变形量

斜盘拆除:
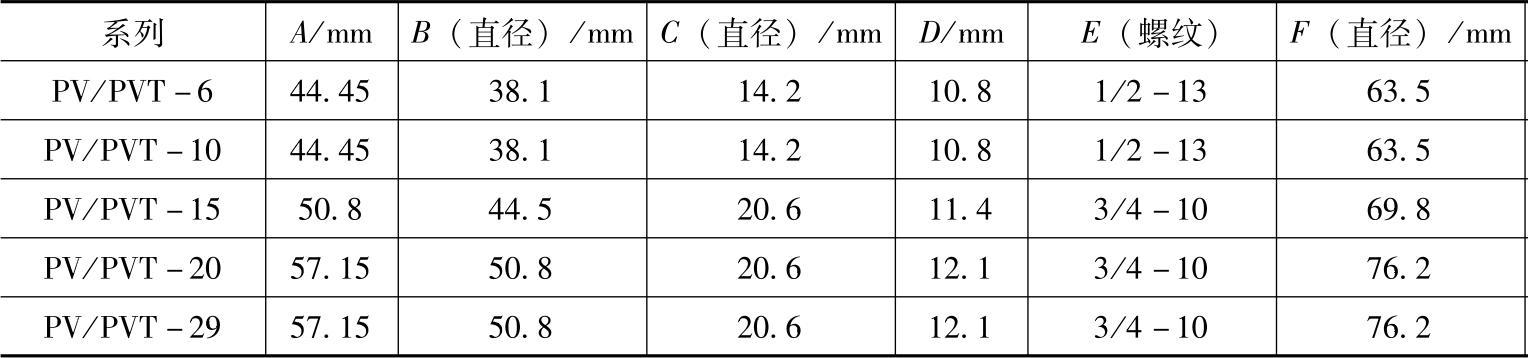
15)参考图8-42斜盘的拆卸工具,将螺杆拧入斜盘中的螺纹孔,图8-42斜盘拆除工具的几何尺寸见表8-17。
16)拧紧螺母从壳体中拉出斜盘。在另一侧重复该项工作。
17)按顺序拆下斜盘9、弹簧座20和弹簧19。
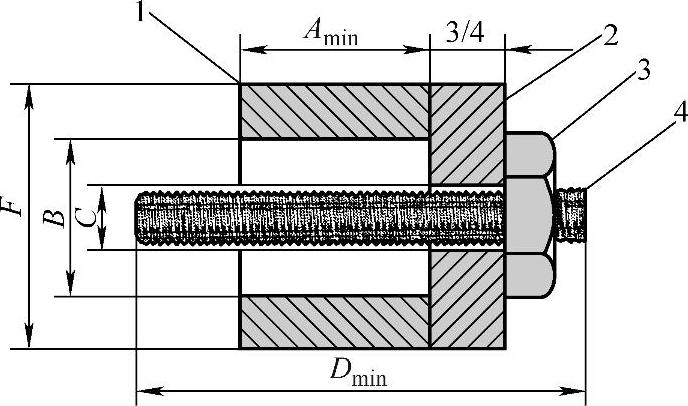
图8-42 斜盘拆卸工具
1—套筒(钢) 2—垫圈(钢) 3—螺母(硬化钢GR-5) 4—全螺纹螺杆(硬化钢GR-5)
表8-17 斜盘拆除工具的几何尺寸
继续检查。
18)拆除键12,如果它很难去除,可用锤子或凿子轻轻地敲打键的末端。
19)拆下挡圈41。
20)卸下主轴8(朝着油口油路块方向拉出轴,如果难以移出可使用锤子)。(https://www.xing528.com)
21)如果球轴承超限过多或当外圈用手旋转时听见异常噪声,必须更换新的轴承。卸下挡圈42并用一只手按压或朝着花键的方向轻轻敲打拆下球轴承35。
22)如果观察到泄漏,则油封必须更换,从壳体上拆下油封38,可使用一个直径比油封的外径小的推杆进行拆卸。油封的外径尺寸参见表8-18。
注意:移除的密封件不能被再次使用。
表8-18 油封的外径尺寸

“C”压力补偿器拆卸(请分别参见图8-49)
23)松开六角螺母28-12和从空心螺栓28-3上移除调节螺杆28-11。
24)移除空心螺栓28-3。
25)拆卸弹簧28-6和弹簧座28-5。
26)拆下阀芯28-2。
“F”和“L”压力补偿器(图8-50):
27)如果控制方式是“F”或“L”压力补偿器,松开六角螺母28-12,并从阀体28-1移出调节螺钉28-18。拆卸弹簧28-7和圆锥体28-16。
继续检查。注:如果锥体严重磨损或损坏,执行以下步骤。
28)取下螺塞28-20。使用一个挺杆,从相对一端轻击阀座把其敲出(“F”和“L”压力补偿器)
“J”和“K”扭矩限制器:
29)参见图8-43,拆下连接扭矩限制器到“F”压力补偿器的管道。卸下螺钉28-12,并从泵外壳上取下扭矩限制器装置。
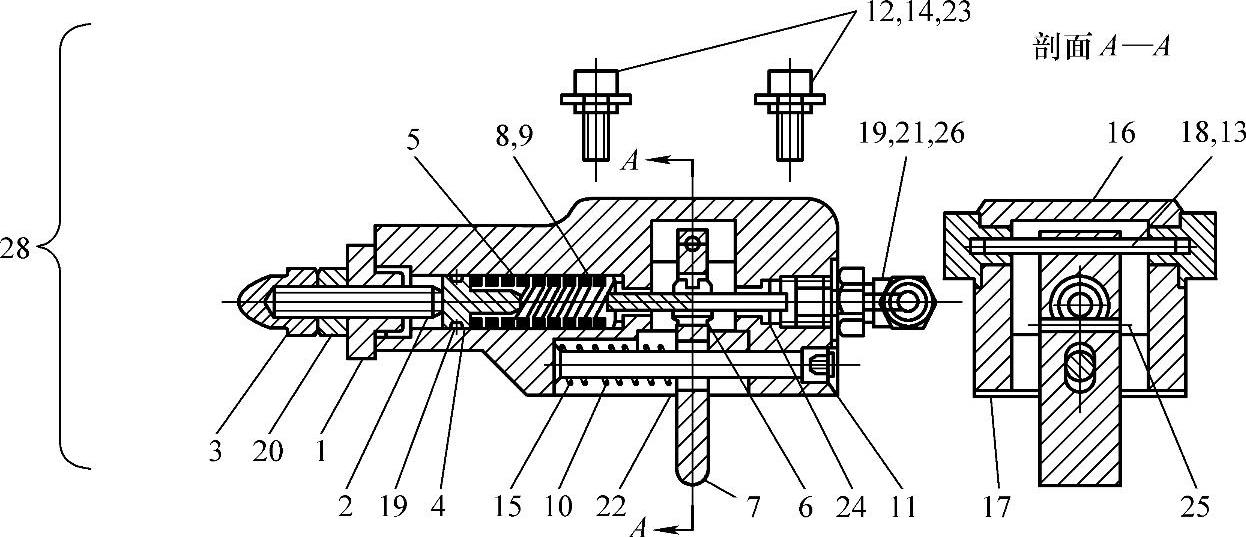
图8-43“J”和“K”扭矩限制器
28-1—螺塞 28-2—螺钉5/16-24 28-3—六角盖形螺母5/16-24 28-4—密封柱塞 28-5—主弹簧 28-6—套筒 28-7—反馈杆 28-8—阀芯 28-9—弹簧座 28-10—销1/4×2-1/4 28-11—螺塞1/16NPT 28-12—螺钉SHC 28-13—转轴螺塞 28-14—垫圈 28-15—复位弹簧 28-16—阀体 28-17、28-22—垫圈 28-18—销轴1/8×1.75 28-19、28-23—O形圈 28-20—螺母5/16-24 28-21—弯管接头 28-24—轴衬 28-25—销3/32×3/4;28-26—阻尼器(1.2mm阻尼孔)
30)取下螺塞28-1和附加的零件。请注意,如果反馈杆28-7可以自由地从一侧旋转到另一侧,那么弹簧会使它恢复至全行程位置。
31)取下密封活塞28-4和主弹簧28-5和弹簧座28-9。
32)取下弯管接头28-21。推动阀芯28-8在阀套和套筒28-6内来回运动检查其自由运动情况。然后继续执行检查。
“T”功率限制器(图8-51):
33)配件28-27与调节螺钉28-18一起可以从阀体内作为组件取出。
34)取下销28-24和钢球28-17。
35)拆下配件28-29。使用一个杆,把密封垫圈15从另一端轻敲出来。
导套拆卸:
36)插入一个销钉57到泄漏孔-导套23。
37)旋进调节螺钉22顶住销钉57拉出导套23。
磨损件返修极限偏差见表8-19。
表8-19 滑靴和配流盘磨损极限偏差

其他零件的磨损极限偏差为:
1)缸体内柱塞孔——在4个地方测量每个孔内径,包括一个柱塞不能移动到较深的内径,如果测量值的偏差超过0.010mm,缸体应更换。
2)缸体表面可以被轻微的研磨抛光,≤0.005mm。
3)柱塞,在4个地方测量每个柱塞直径,如果测量值的偏差超过0.010mm,则柱塞磨损了。
4)滑靴,在柱塞球头的轴向间隙不超过0.080mm。
5)滑靴表面可以抛光0.102mm。它们必须固定就位被成一组九个柱塞与回程盘15一起研磨。
6)配流盘4(图8-41)可抛光0.153mm,保持平面度至5μm。
7)耐磨盘16(图8-41)磨损就需要替换。
8)回程盘(滑靴保持器)15(图8-41)不要抛光。如果厚度在几个点测量,其变化超过0.102mm,更换回程盘。
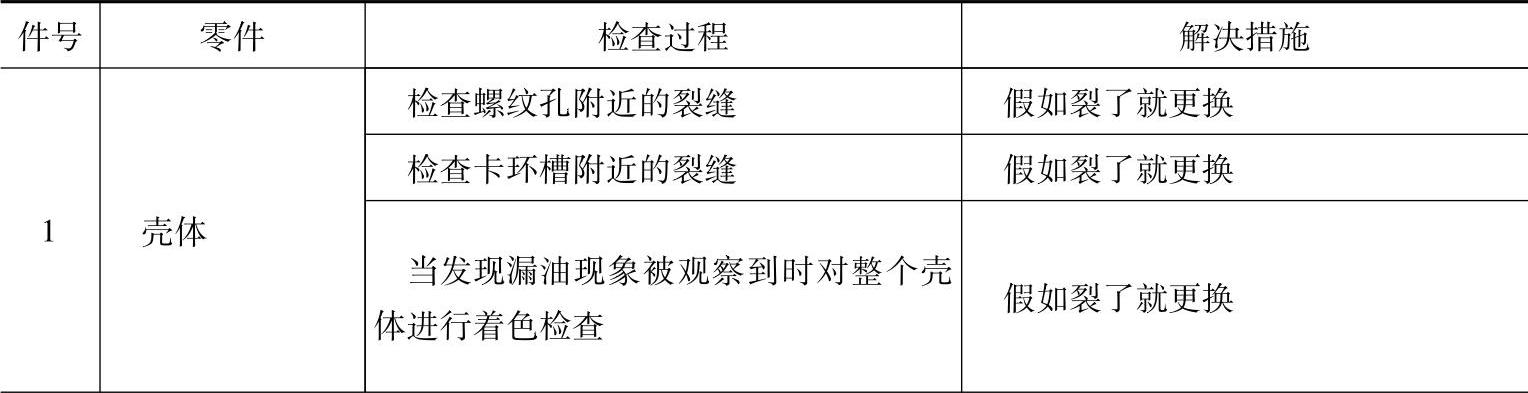
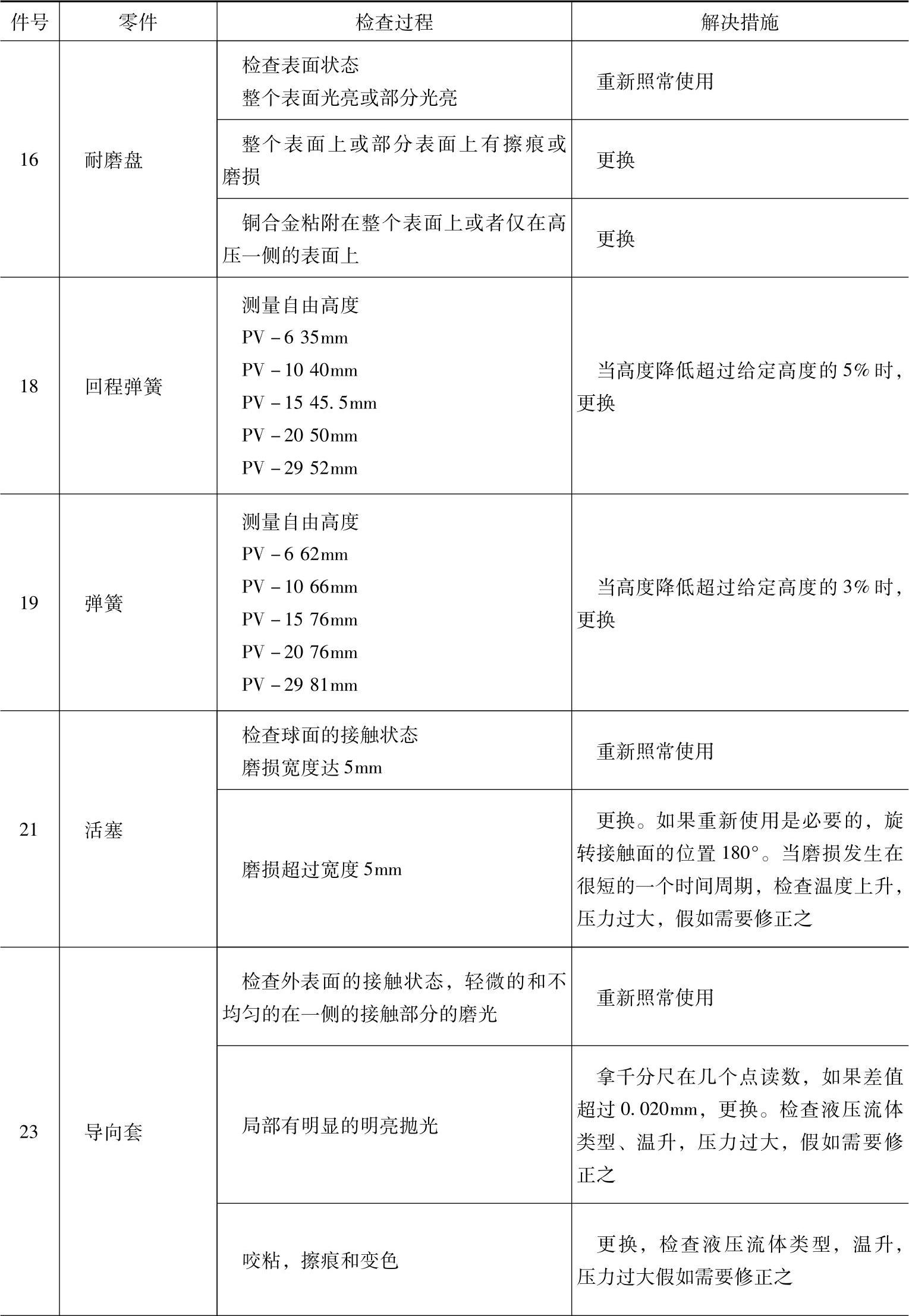
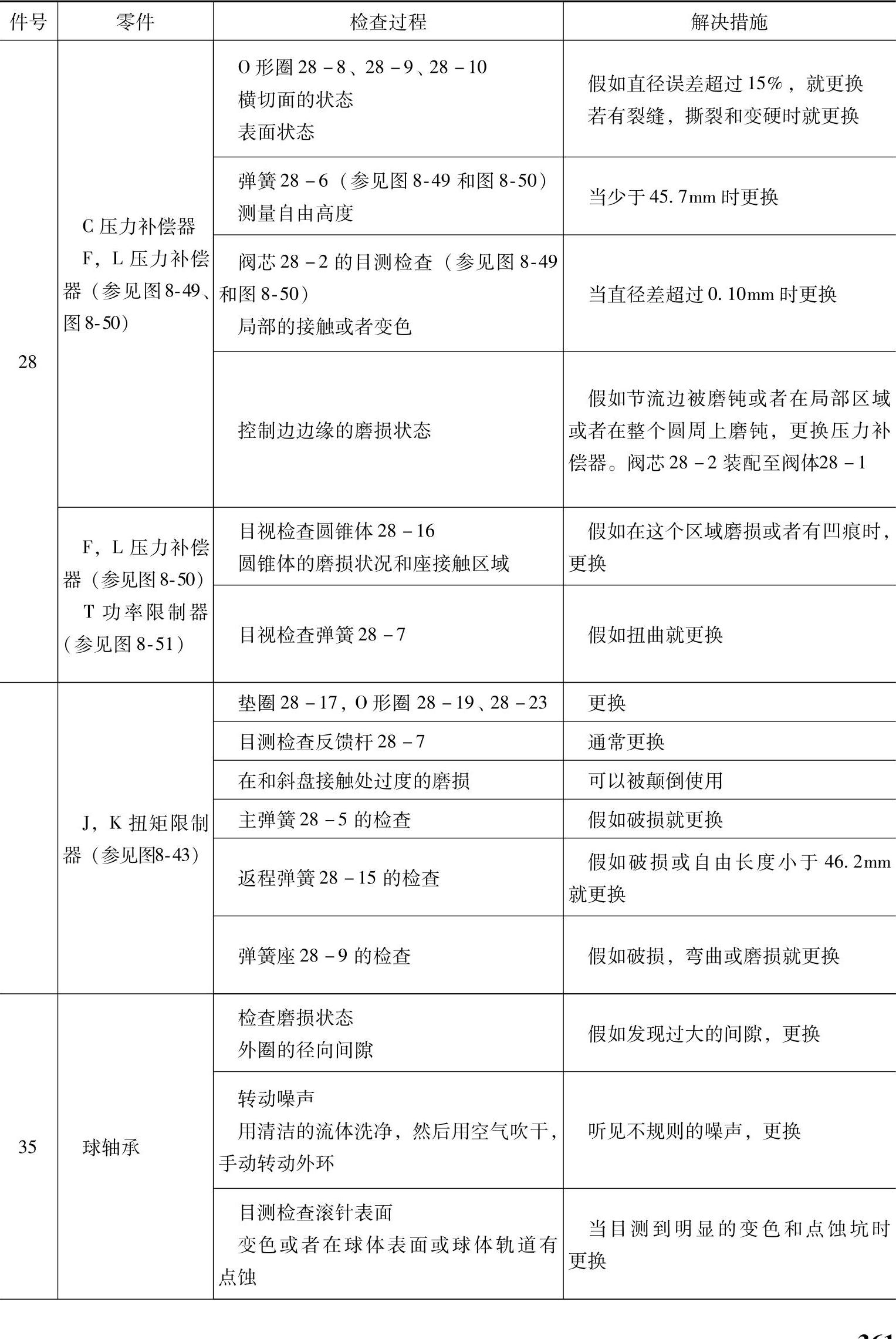
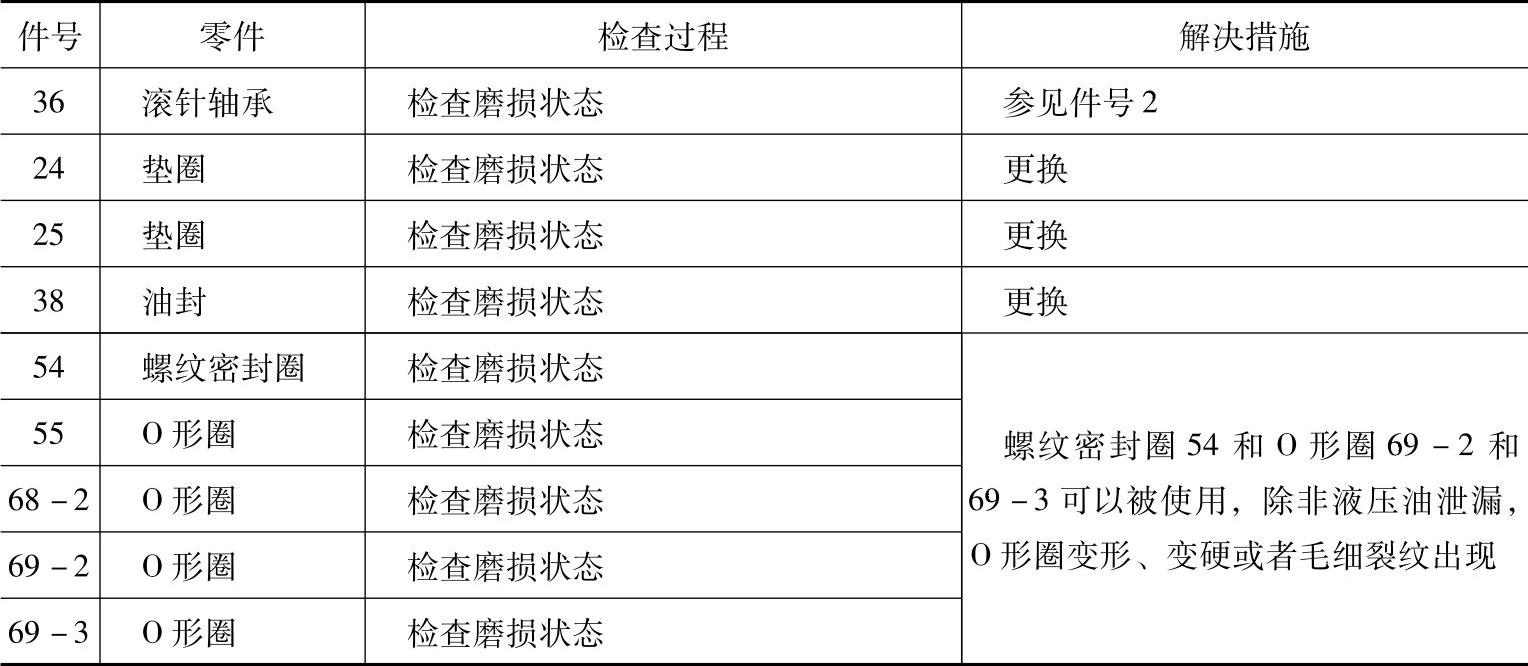
零件检查内容见表8-20。
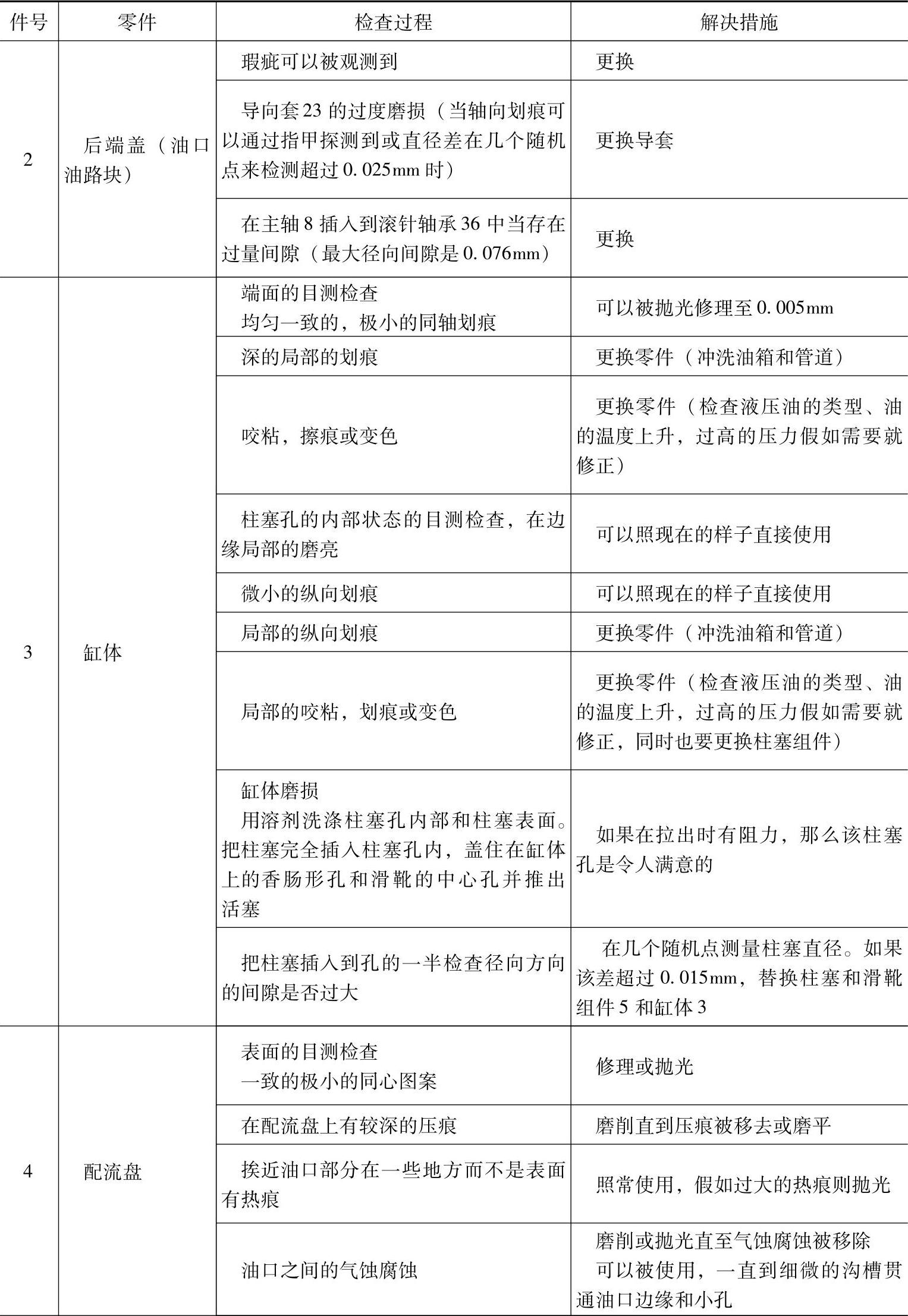
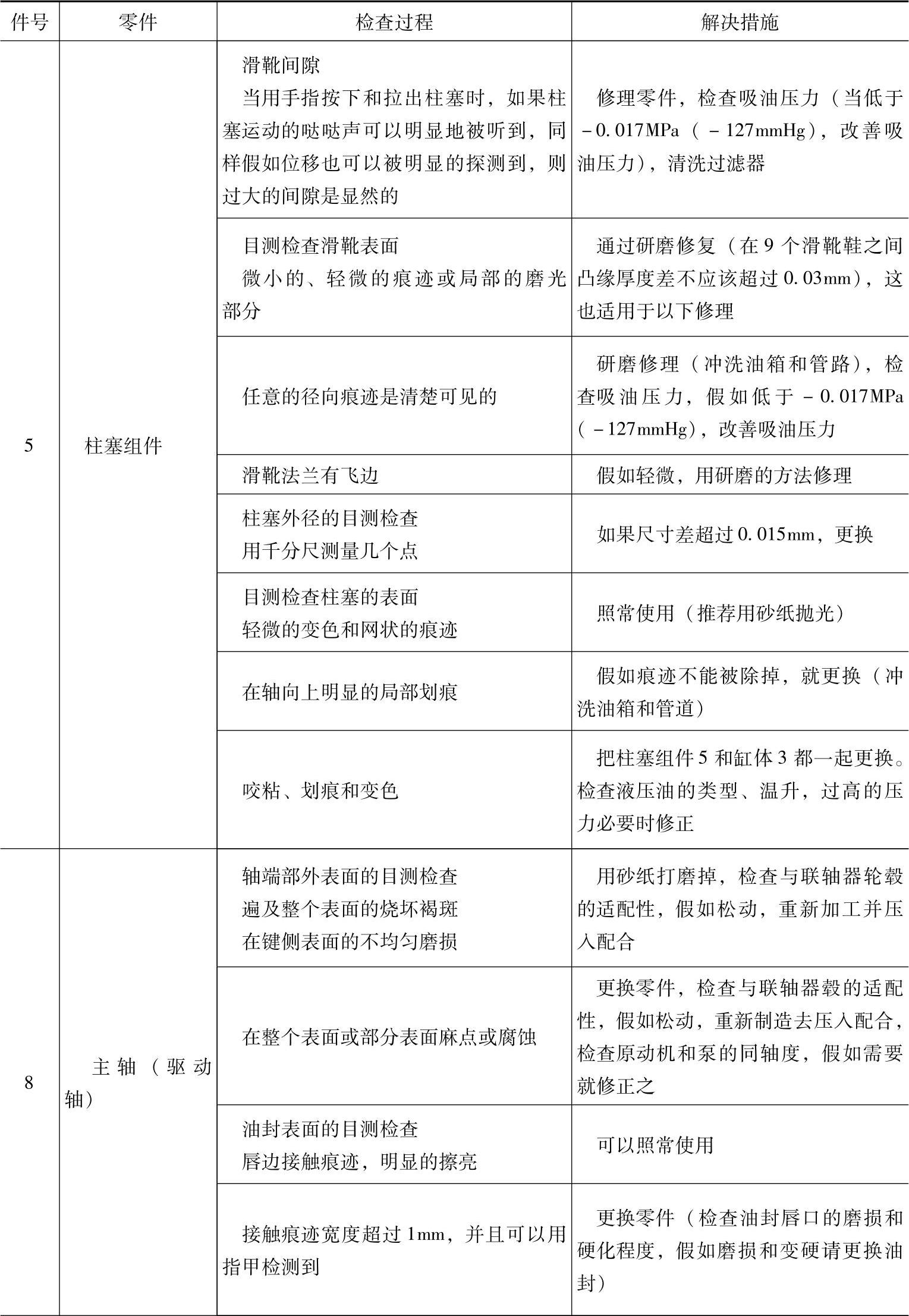
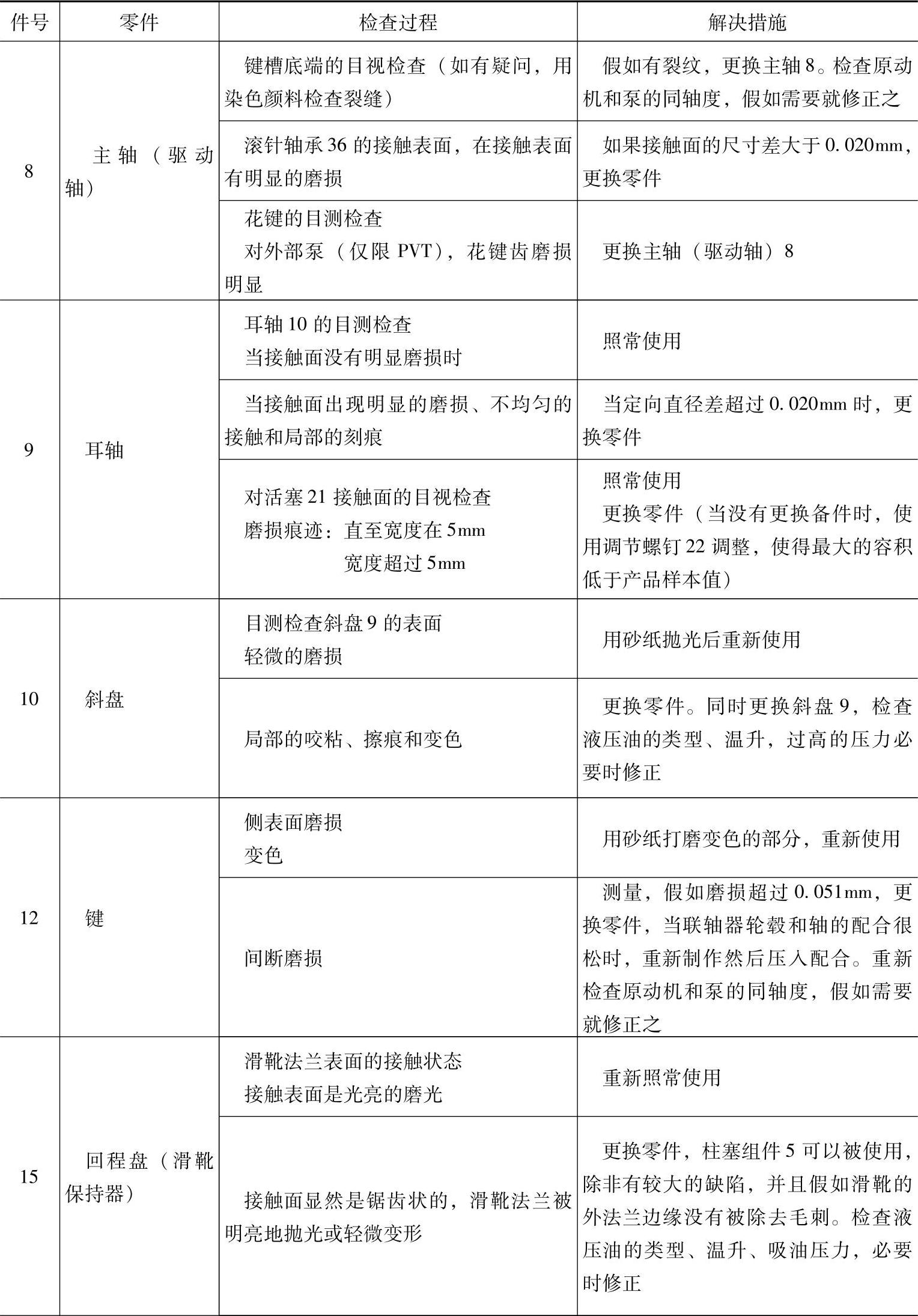
表8-20 零件检查(表中未注明图号的件号均参见图8-41)
(续)
(续)
(续)
(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。