



【摘要】:齿条铣削过程中,齿厚是严格控制的指标之一。图9-25 弦齿厚偏差大模数齿条齿槽的深度往往需要两次或多次切削才能完成,这时可使用图9-27所示的半角齿形样板,以及时进行铣削过程中的控制和测量。
齿条铣削过程中,齿厚是严格控制的指标之一。检测齿条齿厚用以下方法。
1.使用齿距样板进行检测
这种方法适于批量加工齿条中使用。图9-26中,图a为单齿样板,图b为双齿样板,图c为使用多齿样板测量齿条时的情况。

图9-25 弦齿厚偏差
大模数齿条齿槽的深度往往需要两次或多次切削才能完成,这时可使用图9-27所示的半角齿形样板,以及时进行铣削过程中的控制和测量。
2.使用齿厚卡尺进行检测
齿条齿厚的一般测量方法是使用齿厚游标卡尺。测量时,先在垂直尺上按照齿条模数m定好齿条齿顶高ha(ha=m),然后,利用水平尺测量出齿厚s或齿距p(图9-28),它用下式计算:
p=T-s (9-25)
s=T-p (9-26)
3.辅以标准量柱进行检测
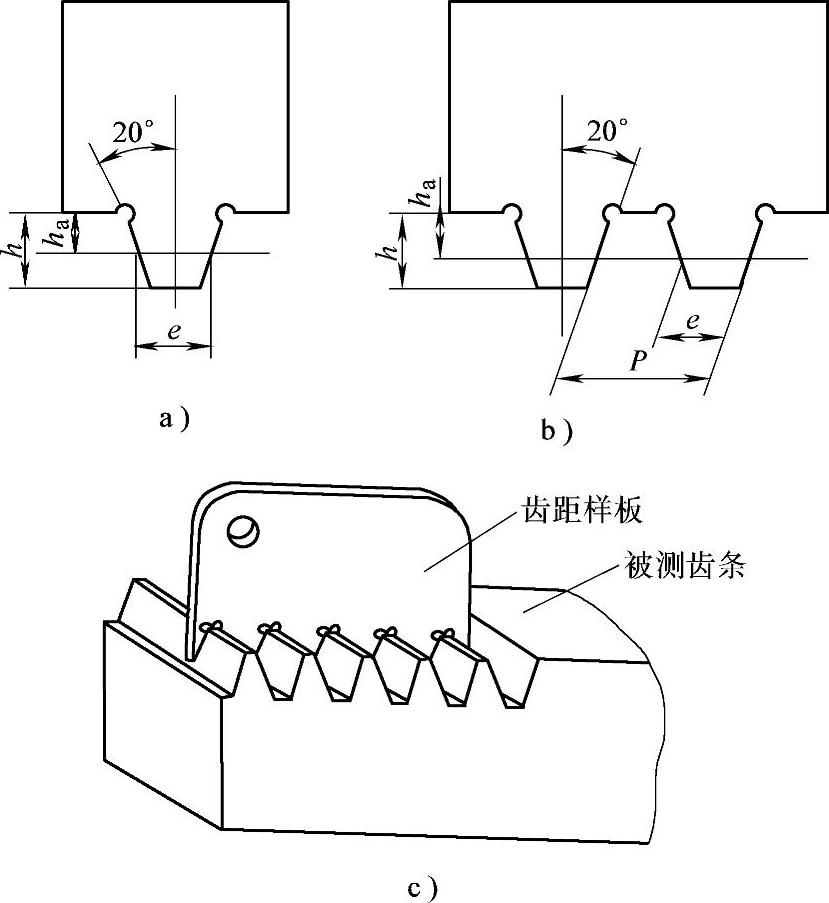
图9-26 齿条样板和检测情况
a)单齿样板 b)双齿样板 c)使用多齿样板测量齿条

图9-27 半角齿形样板

图9-28 齿厚游标卡尺检测齿条
齿条齿厚的精确测量是辅以标准量柱,采用间接测量的方法,图9-29所示为测量情况。
图9-30中,A=L+b,从图9-31可知:(https://www.xing528.com)

在直角三角形OEQ中:


图9-29 辅以标准量柱测量齿条齿厚
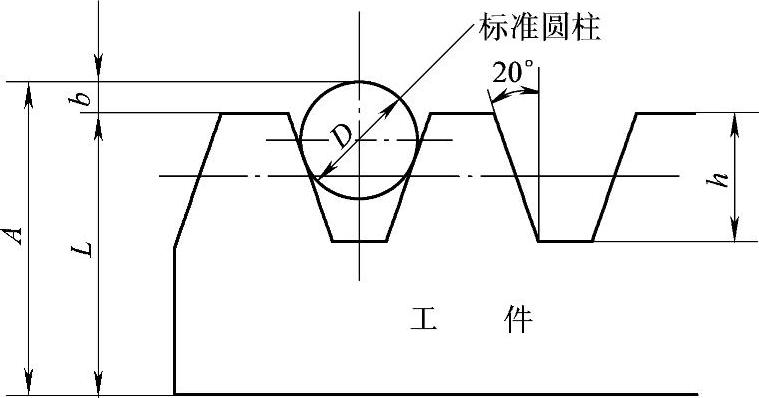
图9-30 齿条齿厚测量计算
在直角三角形EFQ中:

将b1、b2、b3代入式(9-27),得:
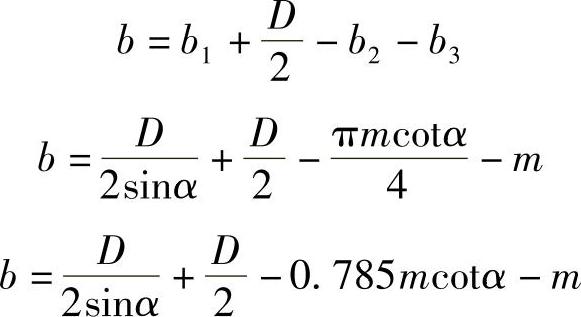
式中 D——标准量柱直径(mm);
α——齿条齿形角(°)。从图9-31可知:


图9-31 测量齿条齿厚计算图
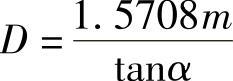
当α=20°时:D=1.671614m (9-28)
测量中,将标准量柱(棒)放入齿条齿槽中,量出距离A′,然后算出理论值A,测量值A′和理论计算值A之差即为齿厚偏差,如果齿形角α是正确的,那就是齿厚的误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。