



从前面的介绍可知,尺寸链计算是按照最大极限尺寸、最小极限尺寸和上偏差、下偏差尺寸进行的,但在加工时,工件的实际尺寸绝大多数靠近平均尺寸,即按正态曲线分布。实际操作中,尺寸链中的工艺尺寸如果超出了它的极限尺寸,并且超出的部分在尺寸链的其他环中能够得到补偿,这时,这种工艺尺寸虽然不合格,但设计尺寸却符合图样要求的工件,叫做尺寸链计算中的假废品。
确定工艺尺寸超出其极限尺寸的工件,是废品还是假废品,对提高产品质量、降低产品成本都有着现实的意义。
1.假废品及假废品区
这里说的假废品及假废品区,只限于通过尺寸链计算而得到的工艺尺寸。设计尺寸是不存在假废品的。加工时,设计尺寸不符合图样的要求,但还有使用价值的工件,不属于假废品范畴。
在加工过程中,当工艺尺寸的实际尺寸超出了它的极限尺寸时,为了判断该实际尺寸是废品还是假废品,可通过计算,确定出该工艺尺寸的假废品区。下面举例说明这个问题。
【例1】 图8-27所示套筒工件,因为尺寸 不便于测量,而在工序卡片中给出了工艺尺寸A+δA,加工时只要保证尺寸22000.1mm及A+δA,尺寸
不便于测量,而在工序卡片中给出了工艺尺寸A+δA,加工时只要保证尺寸22000.1mm及A+δA,尺寸 便可以间接得到,下面求工艺尺寸A+δA的假废品区。
便可以间接得到,下面求工艺尺寸A+δA的假废品区。
【解】 按照尺寸链计算公式: 。从尺寸关系可以看出,当尺寸220-0.1mm及
。从尺寸关系可以看出,当尺寸220-0.1mm及 分别为最大极限尺寸及最小极限尺寸时,工艺尺寸A+δA也将出现两个极限尺寸。
分别为最大极限尺寸及最小极限尺寸时,工艺尺寸A+δA也将出现两个极限尺寸。
即:Amin=(21.9+18.05)mm=39.95mm,Amax=(22+18.25)mm=40.25mm。
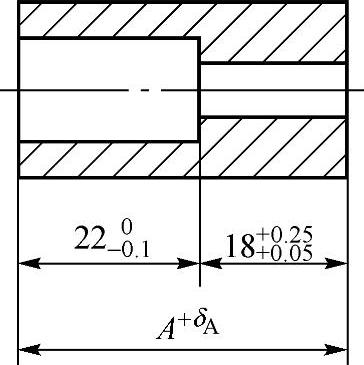
图8-27 套筒工件计算假废品区
可以看出,尺寸39.95mm与40.25mm虽然都超出了工艺尺寸 mm的两个极限尺寸,但是在计算时所引入的两组设计尺寸都符合设计要求。也就是说,工艺尺寸A+δA是实际尺寸,如果超过了它的极限尺寸,但还在Amin与Amax区域之间,尺寸220-0.1mm及
mm的两个极限尺寸,但是在计算时所引入的两组设计尺寸都符合设计要求。也就是说,工艺尺寸A+δA是实际尺寸,如果超过了它的极限尺寸,但还在Amin与Amax区域之间,尺寸220-0.1mm及 有可能是合格的,即Amin~Amax为工艺尺寸A+δA的假废品区(为叙述方便,包括正品件区在内,下同)。
有可能是合格的,即Amin~Amax为工艺尺寸A+δA的假废品区(为叙述方便,包括正品件区在内,下同)。
据此,可以给出如下定义:
尺寸链计算中,工艺尺寸的假废品区以工艺尺寸封闭环计算而得到的,是工艺尺寸的最小极限尺寸与最大极限尺寸之间所包含的区域。
【例2】 图8-28所示为挡板工件,总长(50±0.5)mm,己加工完,假定加工φ5mm孔必须以端面定位,为此,给出工艺尺寸A+δA,按照尺寸链计算公式,A+δA=(30±0.05)mm。根据假废品区定义,工艺尺寸A+δA的假废品区为:
Amin=(49.95-20.1)mm=29.85mm,Amax=(50.05-19.9)mm=30.15mm
【例3】 图8-29所示为一齿轮内孔,经镗孔、插键槽和磨孔等工序达到图样中要求。试计算工艺尺寸A+δA的假废品区。
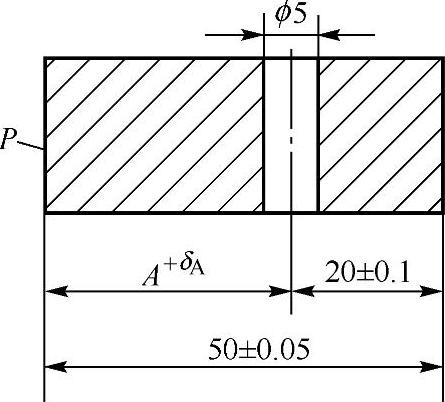
图8-28 挡板工件计算假废品区
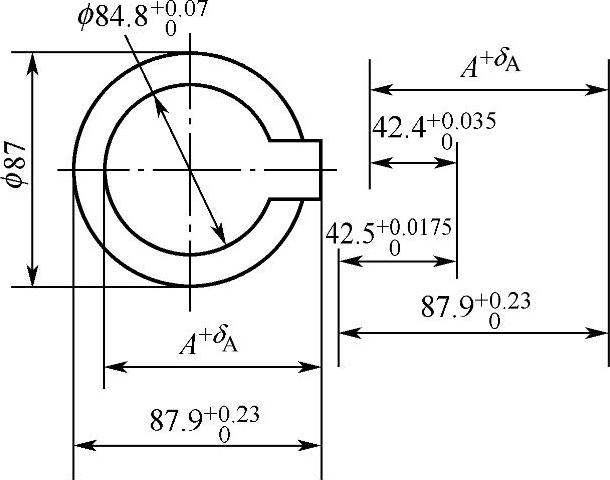
图8-29 齿轮内孔计算假废品区
【解】 按照尺寸链计算公式, ,根据假废品区定义,
,根据假废品区定义,
A+δA的假废品区为:
Amin=(87.9+42.4-42.517)mm=87.7852mm,
Amax=(88.13+42.435-42.5)mm=88.065mm
2.两类工艺尺寸及其假废品(https://www.xing528.com)
上述三例中,前两例中的工艺尺寸为第一类工艺尺寸,第三例中的工艺尺寸为第二类工艺尺寸。
处于假废品区的工艺尺寸,依工艺尺寸类别不同,可能是废品,正品或需补充加工才能变为正品。处于假废品区的第一类工艺尺寸,只存在后两种情况ꎻ处于假废品区的第二类工艺尺寸,上述三种情况可能都有。现举例说明如下:
【例4】 前面例1中,曾计算出工艺尺寸 ,A+δA的假废品区为39.95~40.25mm。假设实测某工件工艺尺寸的实际尺寸为40.2mm,这时,怎样判断该尺寸是正品,还是需经补充加工才能变为正品?如何补充加工?
,A+δA的假废品区为39.95~40.25mm。假设实测某工件工艺尺寸的实际尺寸为40.2mm,这时,怎样判断该尺寸是正品,还是需经补充加工才能变为正品?如何补充加工?
【解】 图8-27中,因为设计尺寸 测量困难,所以当工艺尺寸处于假废品区时,就无法用直接测量设计尺寸的方法进行判断,而改用测量加计算进行判断。
测量困难,所以当工艺尺寸处于假废品区时,就无法用直接测量设计尺寸的方法进行判断,而改用测量加计算进行判断。
假设测得尺寸220-00.1mm的实际尺寸为21.92mm,于是,[40.2(实际尺寸)-21.92]mm=18.28mm(不合格)。
这说明工艺尺寸的实际尺寸(40.2mm)虽然处于假废品区之内,但它的实际尺寸超出其最大极限尺寸的部分,在尺寸链的其他环中得不到完全补偿,成为需经补充加工才能成为正品的假废品。其补充加工可能通过增大尺寸220-0.1mm或减小尺寸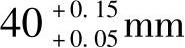 来实现。
来实现。
【例5】 前面例3中,曾计算出工艺尺寸 。A+δA的假废品区为87.7825~88.065mm,假设实测某工件工艺尺寸的实际尺寸为88.055mm,这时,怎样对该假废品作出判断。
。A+δA的假废品区为87.7825~88.065mm,假设实测某工件工艺尺寸的实际尺寸为88.055mm,这时,怎样对该假废品作出判断。
【解】 从图8-29工艺过程可以看出,对工艺尺寸A+δA能够制约的工序为镗孔及磨孔。当A+δA的实际尺寸为88.055mm时,此时的理想情况是:镗孔实际尺寸为最小极限尺寸,磨孔实际尺寸为最大极限尺寸,也就是说,工艺尺寸大于其最大极限尺寸或小于其最小极限尺寸的数值,必须小于或等于尺寸链各环中最大补偿值之和。将上述写成不等式:
88.055-88.013≤0.035+0.0175
0.042<0.0525。不等式成立只是有可能需要补充加工,这是因为当A+δA的实际尺寸超出其极限尺寸时,只有磨孔工序尚待加工,它能够提供的最小补偿值为0.0175mm。假设实测尺寸42.4+0.0250mm的实际尺寸为42.425mm,可发现不等式不成立了。
即:88.055-88.013≮0.017+0.01
这时因为镗孔工序没有提供必须的补偿(孔大)。于是这个工件便没有必要再继续加工了。
凡是尺寸链计算都有假废品问题,以废品对待假废品是浪费,以正品对待假废品是粗制滥造,所以把假废品计算应用于生产实践上,无疑会收到立竿见影的效果。
图8-30所示为某厂柴油机气缸盖喷油器斜孔加工示意图,其尺寸关系为一条四环尺寸链。其中,H=(140.382±0.01)mm(自定的)。
AC=AB×cos30°=(23.382±0.06)mm
按尺寸链计算公式,工艺尺寸A+δA=(93±0.07)mm,根据假废品定义,
A+δA的假废品区为:
Amin=(140.372-23.442-24.14)mm=92.79mm
Amax=(140.392-23.332-23.86)mm=93.21mm
图8-30 假废品计算在实际生产中的应用
可以看出A+δA假废品区为其公差带宽度的三倍,虽然不能因此认为工艺尺寸A+δA的公差扩大了三倍,但毫无疑问,一些被视为废品的工件得到了挽救。
工艺尺寸存在假废品区的现象,决不是说工艺尺寸无关紧要。运用假废品区计算,只是对不希望发生而发生了的现象进行补救,所以加工中出现了假废品时,应立即进行调整,因为假废品不仅预示着废品即将发生,需要补充加工时,也会给连续生产带来麻烦。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。