



1.代替双角铣刀铣尖齿和V形槽
加工槽形角为90°的尖齿时,习惯上都使用90°对称双角铣刀,如果使铣刀相对工件的位置有所改变,用三面刃铣刀同样能加工这种尖齿。在对刀及调整背吃刀量时可按照图7-48所示方法,先使三面刃铣刀的侧面I通过工件中心,然后,偏开一个距离E,由图可知:

铣刀偏离后,接着使工作台升高H,H用式(7-55)计算:

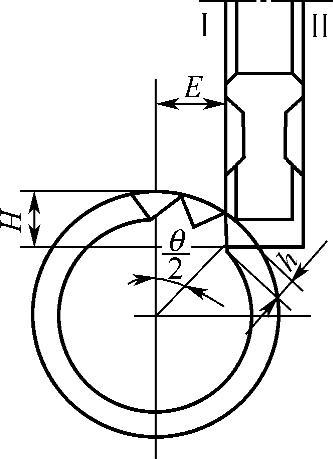
图7-48 三面刃铣刀铣尖齿槽
式中 D——工件直径(mm);
H——尖齿槽深(mm);
θ——槽形角(°)。
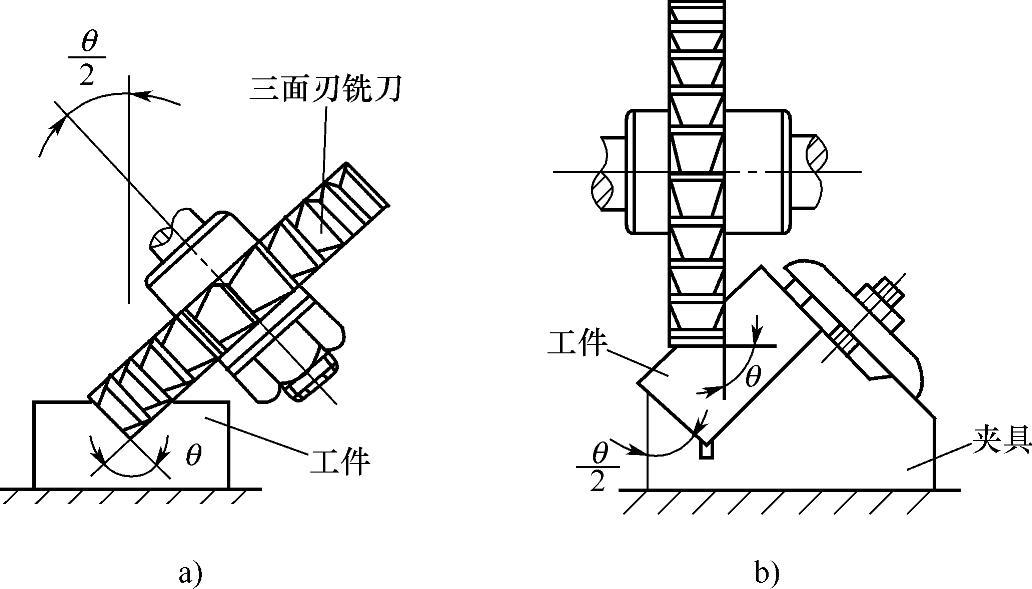
采用上述方法,也可以使用三面刃铣刀切削槽形角为90°的V形槽,其加工情况一般有两种:一种是使铣床立铣头主轴倾斜45°,将V形槽一刀铣成,图7-49a所示是在立式铣床上采用这种方法加工V形槽的示意图;另一种方法是把工件安装在专用夹具上,使工件基准面与铣床工作台台面呈45°交角如图7-49b所示。后一种加工方法一般用于卧式铣床上。由于受三面刃铣刀宽度的限制,加工尺寸较大的V形槽时,一刀只能铣一个斜面,另一斜面则必须将立铣头主轴反方向倾斜45°或将工件调头铣削。
2.代替齿条铣刀铣齿条
 (https://www.xing528.com)
(https://www.xing528.com)
图7-49 三面刃铣刀铣V形槽
a)将立铣床主轴转动45° b)使用专用夹具
在万能铣床或卧式铣床上使用齿条刀架铣齿条时,往往会出现还未铣到齿条的全齿深,辅助刀架却碰撞到工件的现象ꎻ或者出现刚买来的新铣刀可使用,但经几次重磨后,因直径减小而不能使用ꎻ或者没有所需要的齿条铣刀,需自行设计和制造大直径的齿条铣刀。而用普通的三面刃铣刀稍加修磨就是一把齿条铣刀。由渐开线形成特点可知:渐开线形状决定于基圆的大小,基圆越大,渐开线就越平直,而齿条的基圆直径为无限大,其齿形也由渐开线变为直线,由此可知,将三面刃铣刀修磨成齿条铣刀是比较容易和切实可行的。修磨时,一般按下列步骤进行:
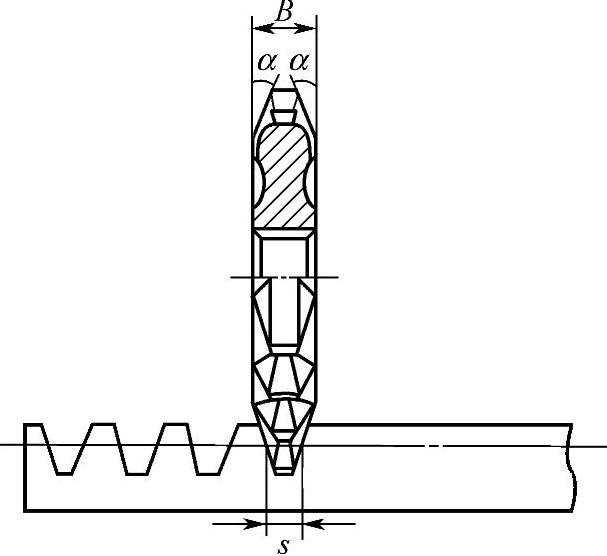
图7-50 修磨三面刃铣刀铣齿条
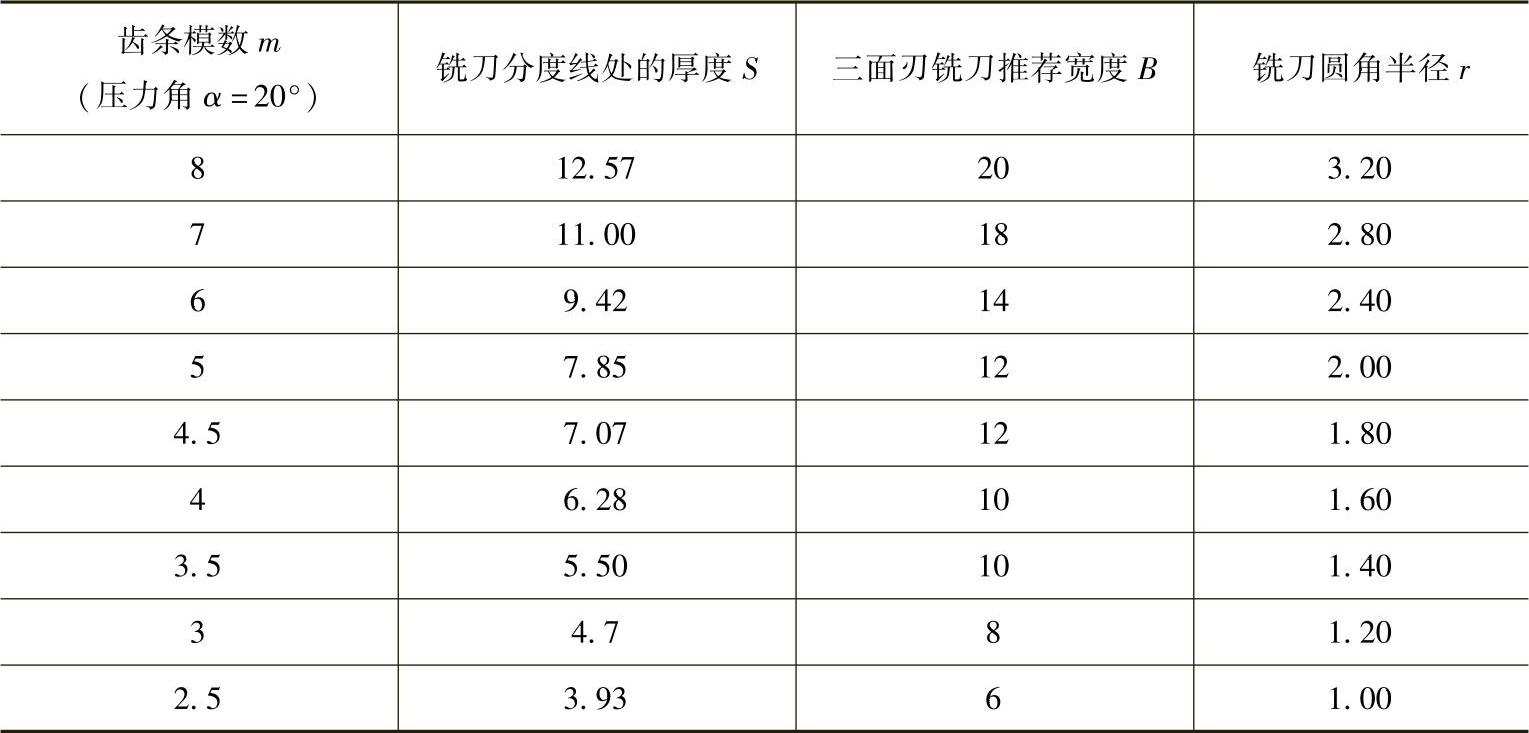
1)根据齿条的模数m及压力角α,选取适当直径及宽度的三面刃铣刀修磨侧刃,在修磨另一侧刃时,可将铣刀翻身磨,以使两侧的α角相等,如图7-50所示。在修磨侧刃的同时,应该严格控制铣刀分度线处的厚度S, ,其值见表7-4。
,其值见表7-4。
2)修磨两侧刃后角α1,一般取α1=6°~8°。
3)修磨铣刀的圆角半径(图7-50及表7-4),但圆角半径不易修磨,一般都以倒角来代替,因为这样加工后并不影响齿条的使用。
必须说明:采用上述方法改制的齿条铣刀是尖齿成形铣刀,其重磨部位和铲齿形铣刀显然不一样,为此,每次重磨后都应检查一下铣刀分度线处的厚度。
表7-4 修磨三面刃铣刀代替齿条铣刀(单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。