



铣床上加工椭圆型腔(椭圆孔腔)与前面介绍的车床上车削椭圆孔原理是一致的。在铣床加工圆孔时,主轴垂直于工作台面时,镗孔刀刀尖的轨迹是一个圆,但当铣床主轴与工作台面倾斜角度α时,这个圆在工作台面上的投影,是刀尖回转直径为长轴的椭圆,如图7-41a所示。因此当铣床主轴倾斜α后,利用工作台升降台投影椭圆的轴线进给,镗刀尖与工作台面相对运动所形成的轨迹即为椭圆柱面,利用这一原理就可以加工出椭圆型腔。
1.铣床上加工椭圆型腔
如图7-41b所示,将镗刀杆安装在铣头主轴锥孔内,并使铣头主轴(镗刀杆)转动一个角度α,α用式(7-49)计算:

式中D2——椭圆型腔短轴长度(mm);
D1——椭圆型腔长轴长度(mm)。
铣头主轴(镗刀杆)转动角度α的误差直接影响着椭圆型腔的几何尺寸精度,因此铣头转动角度要力求准确,铣头转动角度可借助正弦规辅助调整。
加工中,工件可直接安装在工作台上或夹持在机用虎钳等夹具上,先在镗孔位置切削出相应直径的圆孔,然后再镗椭圆型腔。镗削时,镗刀刀尖的回转直径要等于长轴的长度,进给方向应和椭圆型腔的中心线方向平行。

图7-41 铣床上加工椭圆型腔
a)椭圆型腔加工原理 b)加工椭圆型腔
2.半体椭圆型腔的铣削
半体椭圆型腔工件如图7-42所示。铣床上加工半体椭圆的方法与椭圆型腔

图7-42 半体椭圆型腔工件
的方法与上面介绍的方法相似。在立式铣床上铣削时,铣头主轴(铣刀杆)扳转角度β用式(7-50)计算:
β=90-α (7-50)
式中的α仍用式(7-49)进行计算。
所选用铣刀为角度铣刀、三面刃铣刀或套式端面铣刀。图7-43a所示是使用三面刃铣刀时的加工情况,图7-43b所示是使用角度铣刀加工时的情况。所选用铣刀直径与椭圆型腔的长轴尺寸相等。

图7-43 铣床上加工半体椭圆型腔
a)使用三面刃铣刀 b)使用角度铣刀
铣削半体椭圆型腔时,还可使用专用铣刀(图7-44)。铣刀片形状与半体椭圆型腔的曲线曲率一致,并使用螺钉将其固定在铣刀杆上。使用时将铣刀安装在立式铣床主轴锥孔内进行加工。
3.铣削内椭圆弧(https://www.xing528.com)
图7-45a所示为内圆弧工件,图7-45b所示为内椭圆弧工件。立式铣床安装镗刀杆铣削图7-45a所示内圆弧工件的情况如图7-46所示。这时,镗刀杆置于工件外侧的内圆弧处,铣刀杆轴线对正内圆弧中心,刀头刀尖的旋转平面与万能分度头主轴轴线等高,摇转分度头摇柄使工件旋转,将内弧面铣出来。

图7-44 半体椭圆型腔专用铣刀
铣削内椭圆弧与铣内圆弧时相似,但由于两种圆弧半径的曲率不同,所以铣削方法不完全一样。铣削内椭圆弧有两种方法。
1)刀杆中心线垂直于工作台面,使刀尖回转平面与分度头主轴轴线距离为H,刀尖的回转直径为长轴直径D1,如图7-47a所示,刀尖回转平面中心与分度头主轴中心的连线与工作台面构成倾斜角α。
倾斜角α用式(7-51)~式(7-52)计算:

图7-45 内圆弧和内椭圆弧工件
a)内圆弧工件 b)内椭圆弧工件

图7-46 铣削内圆弧工件
1—尾座 2—工件 3—刀杆 4—铣床主轴 5—铣刀 6—心轴 7—卡盘 8—分度头
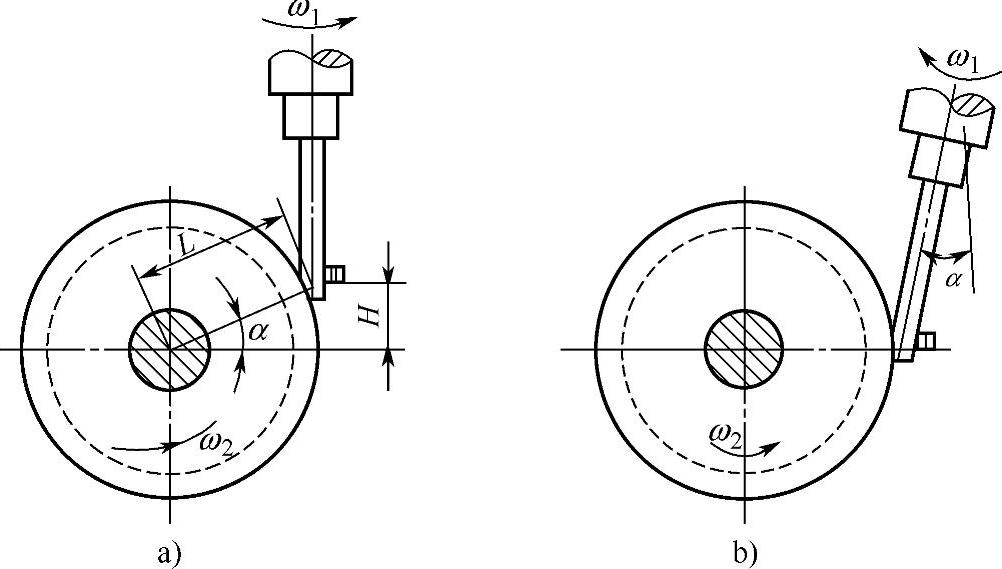
图7-47 内椭圆弧铣削方法
a)第一种方法 b)第二种方法


式中 D1——内椭圆弧长轴直径(mm);
D2——内椭圆弧短轴直径(mm)。
L——内椭圆弧长轴中心与工件回转中心的距离(mm)。
2)把铣床主轴扳动角 ,刀尖的回转直径仍为长轴直径D1,回转圆心与分度头主轴轴线等高,如图7-47b所示,此时,分度头要改纵向摆放为横向摆放,即分度头主轴轴心线和工作台纵向垂直。由于铣床工作台宽度不够,这时可以不使用尾座。
,刀尖的回转直径仍为长轴直径D1,回转圆心与分度头主轴轴线等高,如图7-47b所示,此时,分度头要改纵向摆放为横向摆放,即分度头主轴轴心线和工作台纵向垂直。由于铣床工作台宽度不够,这时可以不使用尾座。
以上两种方法都是利用刀尖运动轨迹在通过工件轴线的剖面上的投影为椭圆这个原理进行铣削的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。