



如三爪自定心卡盘内的螺纹就是平面螺纹。这类螺纹看似复杂,但它的车削原理和普通螺纹是一致的,即工件旋转一圈,车刀相应地移动一个螺距的距离。
1.车平面螺纹装置
将锥齿轮1左端的锥柄插入车床主轴锥孔内(图7-25),锥齿轮1和锥齿轮2相啮合。在支架内装有螺杆和光杆,螺杆旋在刀座的螺孔内,光杆插入刀座的光孔内。光杆为刀座起着导向和稳定作用。将车床原来的刀架卸下,整个装置固定在小滑板上。车床主轴旋转,通过锥齿轮1和锥齿轮2带动螺杆转动,这时,刀座带动车刀向工件的中心移动,车出平面上螺旋槽。当车床主轴旋转而不需要螺杆转动时,移动床鞍使锥齿轮1和锥齿轮2分离,螺杆停止转动。
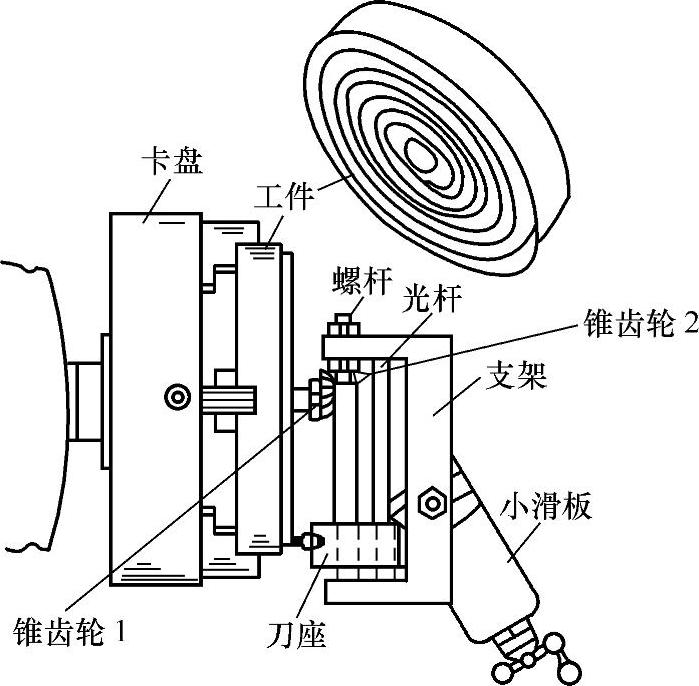
图7-25 专用装置车平面螺纹
制作该装置时,为了保证主轴旋转1圈使车刀移动一个螺距的距离,可采用改变锥齿轮1和锥齿轮2传动比或改变螺杆螺距的办法。
所操作车床的中滑板如果能够自动进刀时,可利用这个功能,使主轴旋转一圈中滑板自动进刀一个螺距的距离,将平面螺纹车削出来。改变中滑板自动进刀速度,除了变换进给箱处的手柄外,还应结合变动交换齿轮齿数的方法。
2.车平面螺纹使用的车刀
车削平面螺纹时,车刀相对工件的运动轨迹是一条阿基米德螺旋线,所以车刀越向里走,直径越小。由于切削直径的改变,平面螺纹车刀的工作后角也在不断地变化着。这时,车刀顺走刀方向侧刃处的后面极容易和平面螺纹牙型的侧面相碰(即在图7-26中平面螺纹的最小半径处)。为了防止这种不良情况出现,车刀刀头就要像图中那样,顺应牙型轨迹进行刃磨。(https://www.xing528.com)
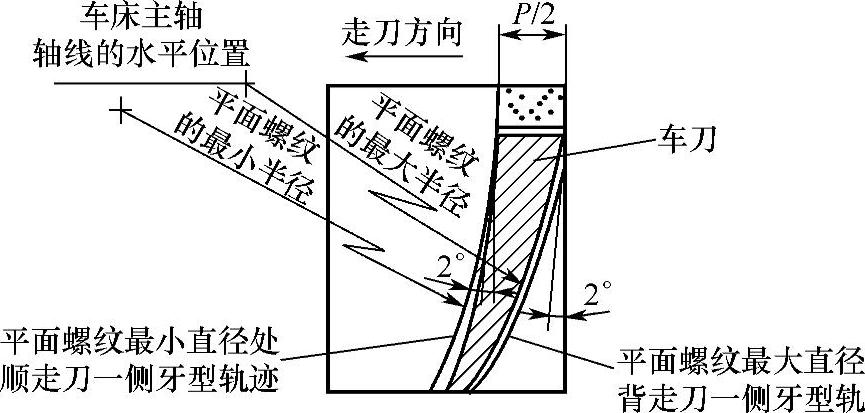
图7-26 车平面螺纹中车刀刀头横向断面形状
车削平面螺纹,最里端处的螺纹升角(λmax)最大,最外端处的螺纹升角(λmin)最小。平面螺纹车刀刃磨后角一般取:顺走刀方向的刃磨后角为(2°~4°)-λmax;背走刀方向的刃磨后角为(2°~4°)+λmin。λmax和λmin用式(7-29)和式(7-30)计算:

式中 Px——平面螺纹导程(mm);
d小——平面螺纹的最小直径(mm);
d大——平面螺纹的最大直径(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。