



1.离子渗氮炉基本结构
图9-21所示为深井式离子渗氮炉的结构图,图9-22所示为钟罩式离子渗氮炉的结构图。
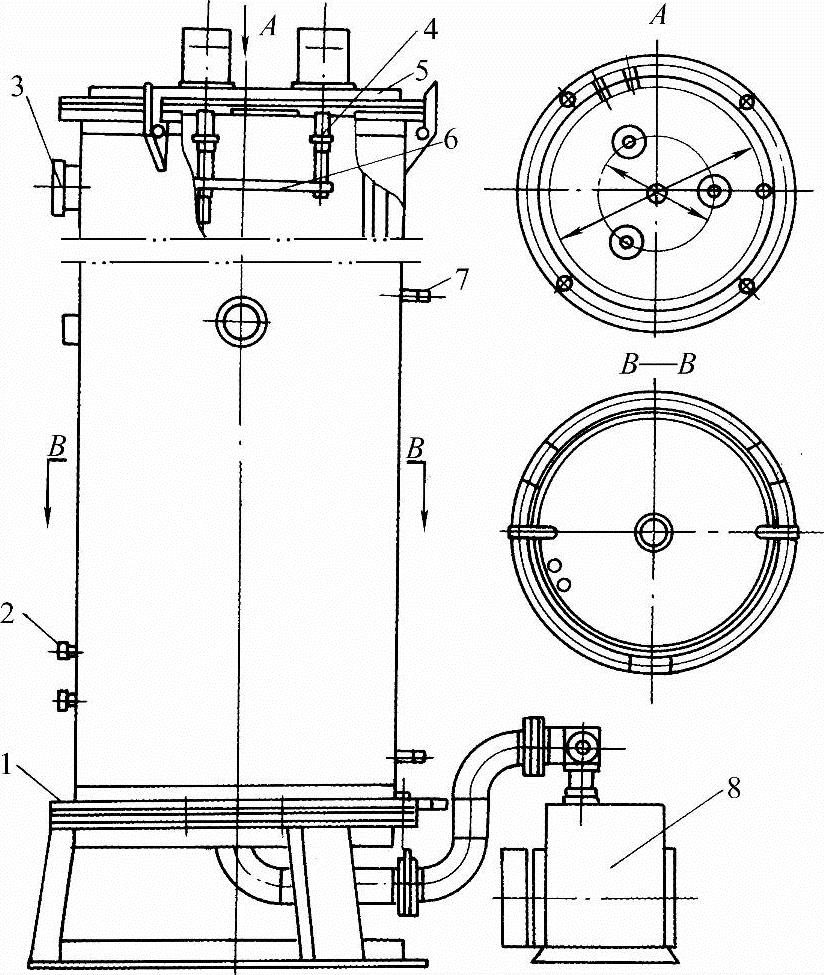
图9-21 深井式离子渗氮炉的结构
1—炉底座 2—进气嘴 3—观察孔 4—吊挂阴极 5—炉盖 6—阴极吊盘 7—冷却水嘴 8—真空泵
2.离子渗氮炉基本操作过程
对待渗工件,应按用途、材质、形状及比表面积分类进行处理。首先应剔除工件表面的毛刺、氧化皮、铁屑等杂物,然后用汽油、工业清洗剂洗去表面的油污并烘干水分。对非渗部位及不通孔、沟槽等处,应采用屏蔽措施;对需渗的长管件内壁以及处理温度偏低的部位,还应考虑增加辅助阳极或辅助阴极。工件一般不要混装,当不得不采用混装方式时,比表面积较小的工件应放在内层,而将比表面积较大的工件放外层,使炉温尽可能均匀。工件装炉完毕,首先抽真空至10Pa以下,然后接通直流电源,通入少量气体起辉溅射,用轻微打弧的方法除去工件表面的脏物。待辉光稳定后逐步增加气体流量,以提高炉压,增大电压和电流,使工件温度稳步升高。工件到温后,再调节电压,维持适当的电流密度。工件在保温阶段,炉压一般控制在130~1060Pa。保温结束后关闭阀门,停止供气和排气,切断加热电源,工件在处理气氛中炉冷至200℃以下,即可出炉。(https://www.xing528.com)
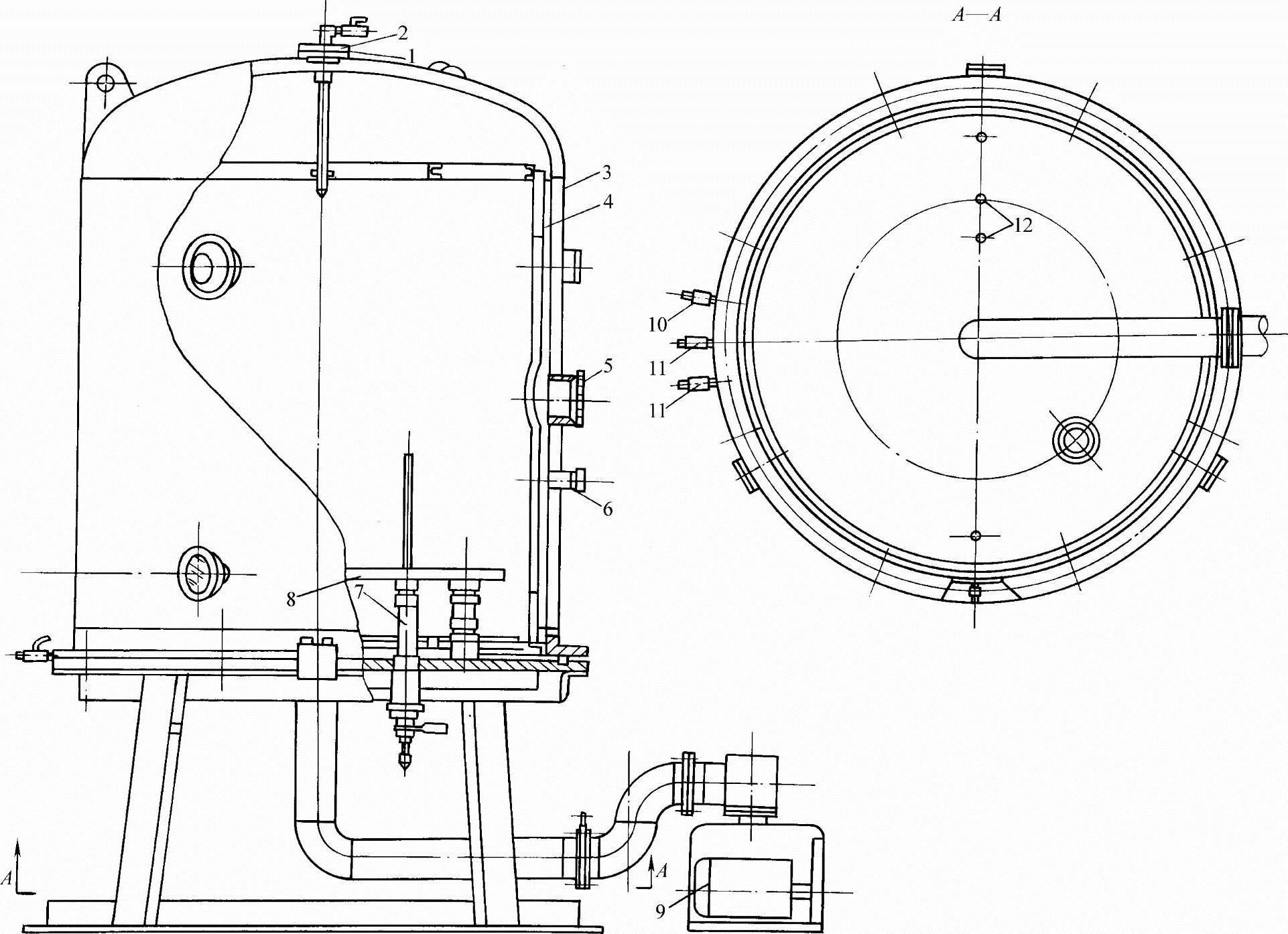
图9-22 钟罩式离子渗氮炉的结构
1一密封圈 2-放气检修孔 3-钟罩 4-隔热屏 5-观察孔 6-放气阀 7-堆放阴极 8-阴极料盘 9-真空泵10 进水管11 排水管12 -真空计座
对脉冲电源,溅射阶段可采用较高的频率清洁工件表面,以避免损伤工件,提高打弧速度,缩短溅射时间。对配有电阻加热的热壁型炉,可先用电阻加热将工件温度升至300~400℃,烧掉工件表面残存的污物,然后再接通离子电源,可大大提高生产率。
由于离子化学热处理应用的是稀薄气体放电现象中的异常辉光放电过程,这一状态很容易转变为弧光放电,使阴极位降降低,电流剧增,以至烧坏工件,损坏电气系统,故应尽量避免弧光放电出现。一旦出现弧光放电,要尽快灭弧,操作时应特别注意。同时,离子化学热处理设备也必须具有可靠的灭弧系统。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。