



气体渗氮主要用于要求具有高疲劳强度、高耐磨性的工件,例如重型机床主轴、镗杆、航空发动机曲轴等工件。气体渗氮还可用于套环、丝杠、蜗杆等工件的表面强化。
1.镗杆(38CrMoAlA)
镗杆渗氮层深度为0.45~0.65mm,硬度>950HV5,脆性为1~2级,生产周期为65~80h。其气体渗氮工艺曲线如图7-18所示。如采用等温渗氮则须在(535±10)℃或(540±5)℃保温80~110h。
2.军品曲轴(30Cr3WA)
军品曲轴渗氮层深度为0.4~0.55mm,硬度>1000HV5,脆性>2级,生产周期为70~90h。其气体渗氮工艺曲线如图7-19所示。
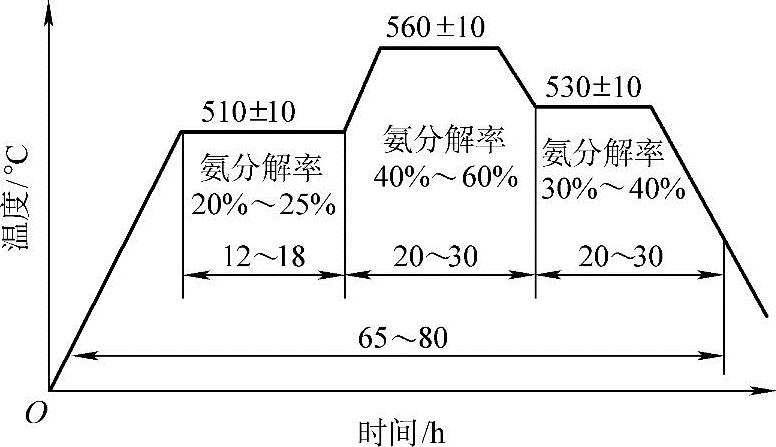
图7-18 镗杆气体渗氮工艺曲线
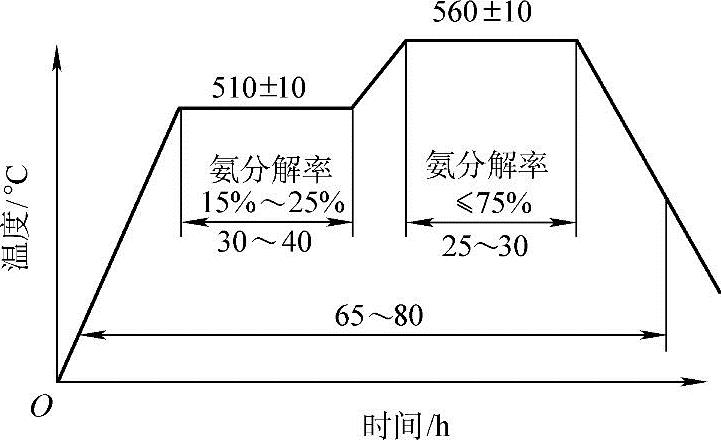
图7-19 曲轴气体渗氮工艺曲线
3.磨床主轴(38CrMoAlA)
磨床主轴渗氮层深度>0.5mm,脆性为1~2级,硬度>900HV5。其气体渗氮工艺曲线见图7-20。
4.活塞环(6Cr13Mo,非标准马氏体不锈钢牌号)
活塞环渗氮层深度>0.12mm,脆性为1~2级,硬度>900HV0.1。其处理温度为560℃,处理时间为20h,氨分解率控制在30%~50%。缓慢升温及缓慢降温是解决活塞环变形问题的关键点。这是目前汽车、摩托车活塞环表面强化工艺中广为采用的一种方法。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-20 磨床主轴体渗氮工艺曲线
5.35钢阀杆的抗蚀渗氮
35钢阀杆经调质(840~860℃保温1.5h,油淬;580℃回火保温1h)处理后,进行抗蚀渗氮表面处理,阀杆经渗氮后,表面形成深度为0.015~0.060mm的致密耐蚀渗氮层。35钢阀杆抗蚀渗氮工艺曲线见图7-21。
该工件经抗蚀渗氮处理后,连续喷盐雾10h,连续喷水蒸气12h,露天存放一年均无腐蚀情况发生。
6.4Cr5MoSiV1热挤压模
4Cr5MoSiV1热挤压模真空脉冲渗氮工艺曲线如图7-22所示。采用先抽真空,后通氮气或氨气进行加热升温。到温后先抽真空,再通入氨气使炉压达到一定的数值(10~20kPa),按工艺要求控制氨流量为0.10~0.20m3/h,并与真空泵协调工作,以保证炉压在一时间内相对稳定。在保温时间4h内,要求每小时至少进行1~2次抽真空和通NH3的循环交替,以提供充足的活性氮原子,同时增大渗氮气氛的流动性,使工件表面渗层均匀一致。真空渗氮处理后可获得硬度为1000~1100HV、深度为0.1~0.20mm的渗氮层。
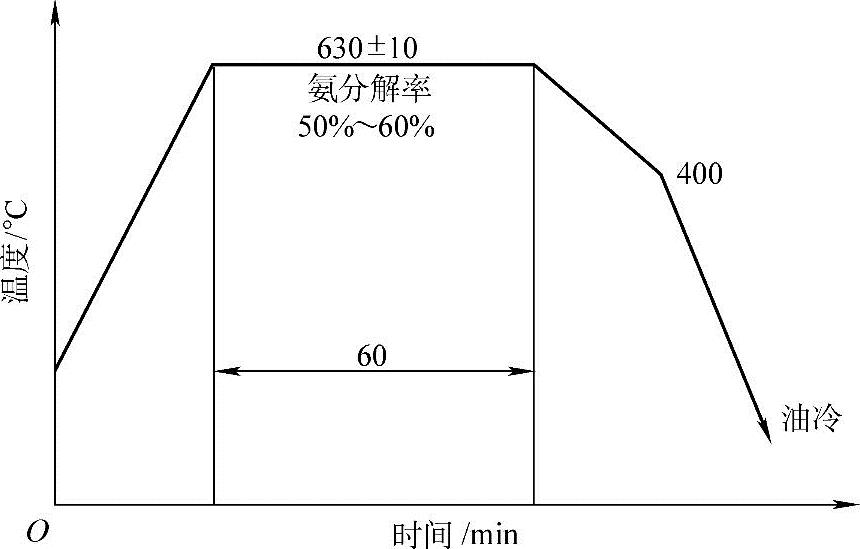
图7-21 35钢阀杆抗蚀渗氮工艺曲线
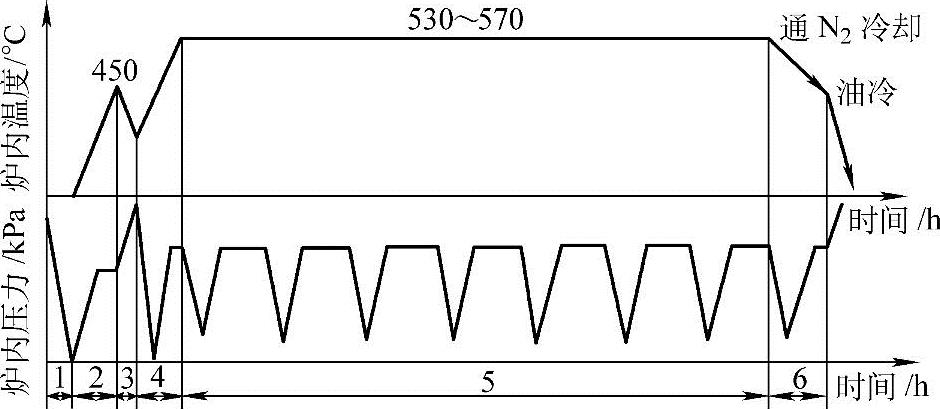
图7-22 4Cr5MoV1Si热挤压模真空脉冲渗氮工艺曲线
1—抽真空 2—加热 3—装炉 4—抽真空后通氮气和氨气 5—保温渗氮 6—通氮气冷却
7.18Cr2Ni4WA钢摆架
18Cr2Ni4WA钢摆架广泛用于伺服机构中许多关键的结构件。渗氮工艺为530℃保温18h,氨分解率控制在20%~40%。渗氮层深度为0.53mm,表面硬度为47.5HRC。然后进行高频感应淬火(频率为300kHz,功率为15kW),在850~920℃加热2.3~2.7s后水淬。渗氮面进行高频感应淬火后,进行低温回火(150℃保温3h)。经检测,摆架表面硬度达到58HRC,摆架硬化层深度明显增加,磨去机加工留量0.1mm,达到图样尺寸要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。