



1.微机控制井式炉滴注式气体渗碳
汽车及拖拉机齿轮,材料为20CrMnTi。应用甲醇、煤油两种渗剂,以甲醇滴量恒定(140滴/min),通过电磁阀按工艺不同阶段碳势设定值,对煤油滴量进行随机控制,可取得满意碳势控制效果。20CrMnTi钢齿轮微机控制气体渗碳工艺曲线如图6-11所示。

图6-11 20CrMnTi钢齿轮微机控制气体渗碳工艺曲线
温度控制精度为±2℃,碳势w(C)控制精度为±0.02%(氧含量差电势为±2mV),时间控制精度为±1s,渗碳周期为6~6.5h,渗碳层深度为0.8~1.5mm(可随需要调节)。齿轮渗碳后表面碳含量w(C)为0.9%左右,渗碳淬火后表面硬度为60~62HRC。
2.可控气氛渗碳工艺
汽车转向器齿轮,材料为20CrNiMo。在可控气氛多用炉生产线上进行渗碳,其可控气氛渗碳炉气成分见表6-25。汽车转向器齿轮可控气氛渗碳工艺曲线如图6-12所示。
表6-25 汽车转向器齿轮可控气氛渗碳炉气成分
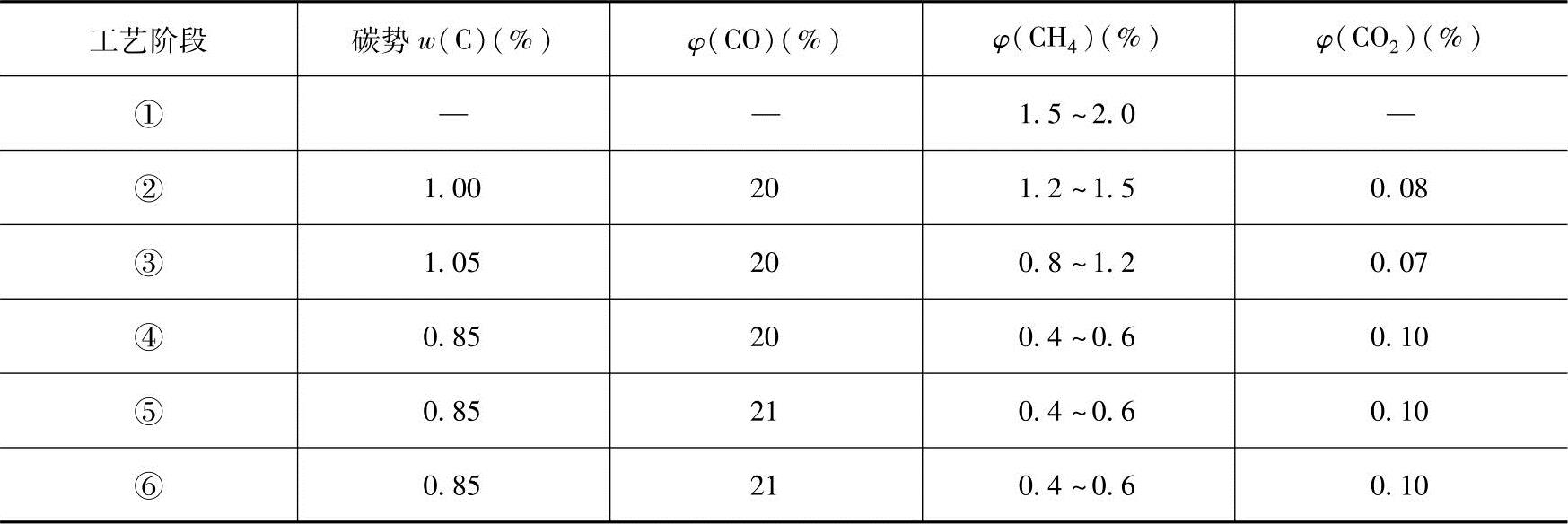
注:工艺阶段①~⑥如图6-12所示。

图6-12 汽车转向器齿轮可控气氛渗碳工艺曲线(https://www.xing528.com)
齿轮渗碳后渗碳层深度为0.70~0.75mm,表面硬度为58~63HRC,心部硬度为35~42HRC,表面为回火马氏体+极少量残留奥氏体+极少量粒状碳化物,心部为低碳马氏体+铁素体。
3.氮基气氛渗碳
20CrMnTi、20CrMo钢阀体及阀座类工件进行氮基气氛可控渗可控气氛渗碳工艺曲线碳,用空分普氮[φ(N2)为99.5%]作为氮源,以甲醇+N2制备N2∶H2∶CO=4∶4∶2(体积比)的氮基气氛。富化气仍采用有机碳氮化合物。渗碳淬火后表面硬度可控制在63~65HRC,碳势w(C)控制精度达到±0.03%,渗碳层深度为1.7~1.8mm。氮基可控气氛渗碳工艺如图6-13所示。

图6-13 氮基可控气氛渗碳工艺曲线
4.井式炉气体渗碳工艺实例(见表6-26)
表6-26 井式炉气体渗碳工艺实例

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。