



1.激光表面熔凝的特点
激光表面熔凝(又称激光上釉)是利用高能激光束在金属表面连续扫描,使表面薄层快速熔化,并在很高的温度梯度作用下,以105~107℃/s的速度快速冷却、凝固,从而使材料表面产生特殊的微观组织结构。激光熔凝具有以下特点:①较之于激光淬火,激光表面熔凝所需激光能量更高,冷速更快;②熔凝层组织非常细小,提高了材料的综合力学性能;③熔凝层中马氏体转变产生的压应力更大,提高了工件的疲劳强度、耐磨性等性能;④表面原有的裂纹和缺陷可以通过熔化过程焊合,表层成分偏析减少,形成高度过饱和固溶体等亚稳相乃至非晶态组织;⑤熔凝层下为相变强化层,使强化层的总深度提高。
2.激光表面熔凝工艺
激光表面熔凝的主要工艺参数仍然是激光功率、光斑大小、扫描速度等,它们不仅决定熔凝层的深度,而且还影响加热、冷却和凝固速度。激光功率和硬化层深度的关系如图5-27所示,熔化层深度、功率密度与冷却速度之间的关系如图5-28所示。由这些图可知,在一定功率密度下,作用时间对熔化层深度影响非常明显,且存在一个最大的熔化层深度,作用时间进一步增加,表面开始汽化。功率密度越高,熔化层深度越浅,冷却速度越大,温度梯度也越大。因此,要得到所需的熔化层深度,必须控制好激光功率密度。
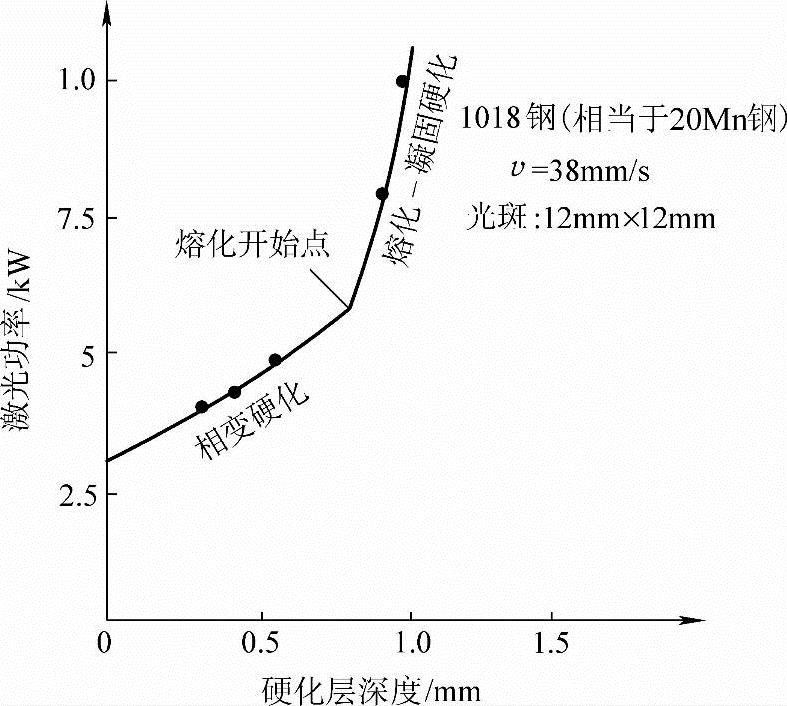
图5-27 激光功率和硬化层深度关系
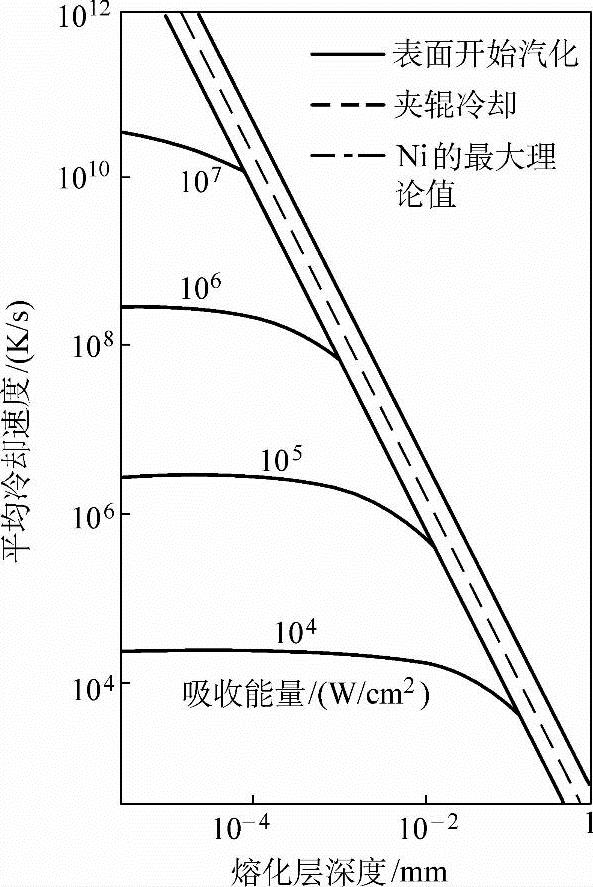
图5-28 熔化层深度、功率密度与冷却速度之间的关系
材料表面对激光的光谱反射因数随温度的升高而下降,特别是表层出现熔化时,激光光谱吸收因数将大幅度提高。因此,激光熔凝处理时,表面一般不需预涂覆吸光涂层。对于表面粗糙度值很小的工件,可先将需熔凝的部位打毛,当必须通过预涂覆吸光涂层增加激光光谱吸收因数时,一定要考虑吸光材料进入熔融金属对成分的影响。
如果激光束的功率密度更高,在材料表面作用的时间更短,可在材料表面形成一层性能优异的非晶态组织,这一过程称为激光非晶化。激光非晶化所需的激光束功率密度将达到107W/cm2,辐照时间为1μs,对不同的材料有相应的临界冷却速度要求(见表5-14)。
表5-14 几种材料形成非晶的临界冷却速度

3.激光表面熔凝层的组织与性能
激光表面熔凝硬化层的构成如图5-29所示。最表层为熔化后的凝固区,下面分别是相变硬化区、热影响区和基体。后面几部分的组织变化规律与激光淬火完全相同,而不同材料熔凝区的组织和性能变化相差很大。
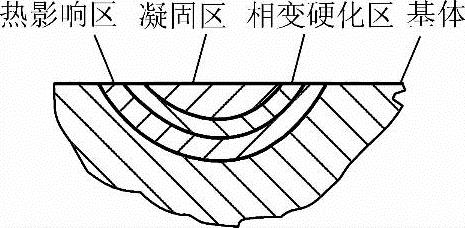
图5-29 激光表面熔凝硬化层的构成
(1)激光表面熔凝层组织 柱状—树枝状结构是大多数熔凝层的组织特征(见图5-30)。树枝状的主干垂直于分界面优先生长,在横截面上呈现出一些等轴晶的形貌,这些晶粒由单个的小块区域构成。熔化区的组织为细马氏体和残留奥氏体,马氏体形态由原始组织和碳含量决定。w(C)低于0.3%的低碳钢中,形成板条马氏体,硬度为500~600HV;钢中碳含量提高,马氏体硬度提高,呈河流状分布,并有突出的片间晶界,硬度为700~850HV;当钢中碳含量超过共析成分,熔化区由细针马氏体和较多的残留奥氏体组成,硬度可达1000HV以上。
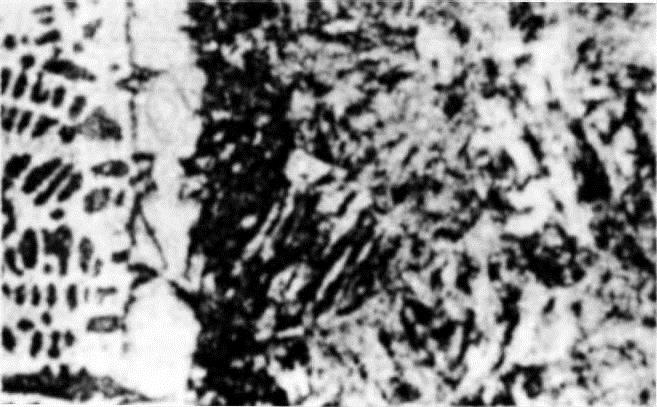
图5-30 35CrMo钢激光表面熔凝层金相组织 800×
铸铁是激光表面熔凝技术应用较多的材料之一。灰铸铁熔凝区组织仍呈枝晶铸态结构,由树枝状晶和枝间层片状奥氏体构成,莱氏体周围是白色的残留奥氏体,枝晶内有位错及孪晶亚结构的马氏体。对不同类型的球墨铸铁,熔凝层组织均为均匀、细小的莱氏体和针状马氏体及残留奥氏体。在加硼铸铁中,铸态时效后的原始组织为在珠光体基体上分布着片状石墨和共晶碳硼化合物,在激光熔凝处理后,离异共晶碳硼化合物熔化,并以微细的共晶形式重新结晶,存在细小的枝晶和未溶的石墨。
激光表面熔凝技术还应用于许多铸造合金,如含粗颗粒初生硅(约60μm)的铸造铝硅合金,基体为Al-Si共晶,在适当的激光表面熔凝处理后,得到均匀分布在基体上的细硅粒(1~4μm),材料硬度更高。
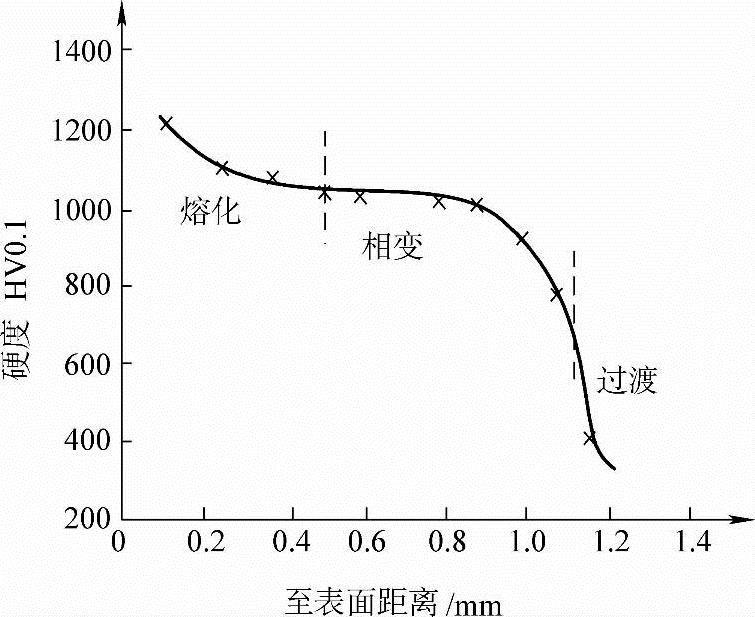
(2)激光表面熔凝层性能 图5-31~图5-33所示为几种钢的激光表面熔凝处理硬度分布,硬化层硬度不仅与材料成分有关系,而且与熔化区深度有直接关系。图5-34~图5-36所示为几种铸铁材料激光表面熔凝层硬度分布。
激光表面熔凝处理能使材料表面的碳化物熔解,组织细化,硬度提高,进而显著提高材料的耐磨性。表5-15为HT300试样在不同工艺条件下的磨损试验结果对比。图5-37、图5-38所示为几种材料激光表面熔凝处理的耐磨性。
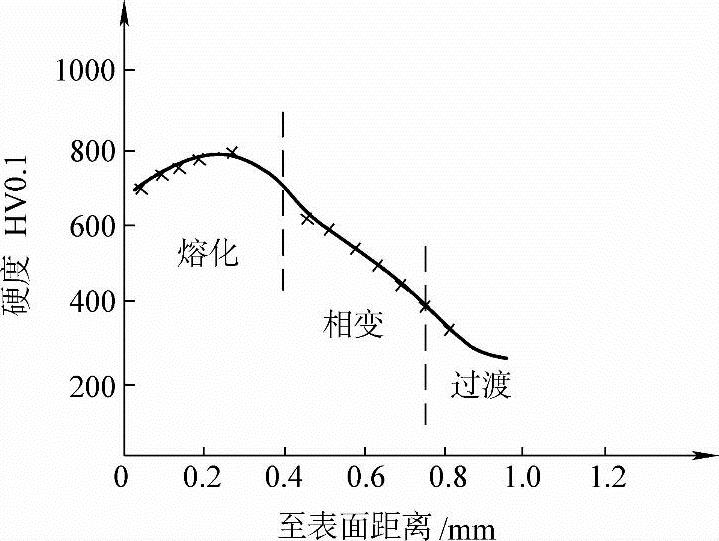
图5-31 45钢激光熔凝处理硬度分布
 (https://www.xing528.com)
(https://www.xing528.com)
图5-32 T10钢激光熔凝处理硬度分布
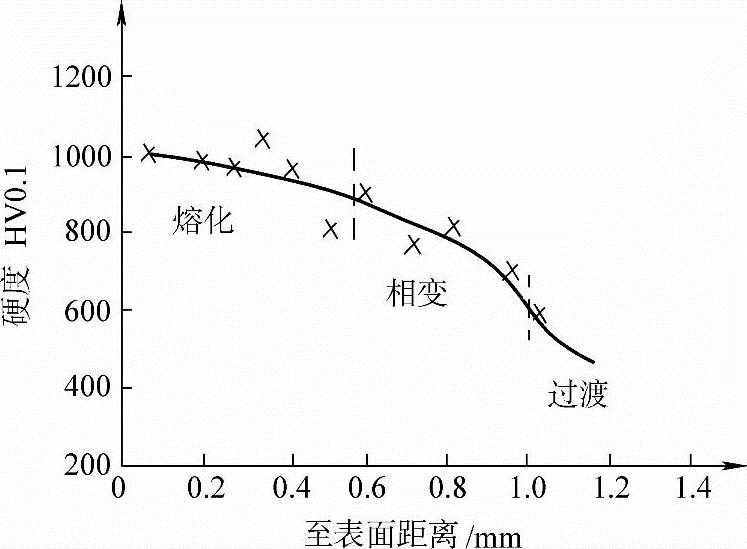
图5-33 40Cr钢激光熔凝处理硬度分布
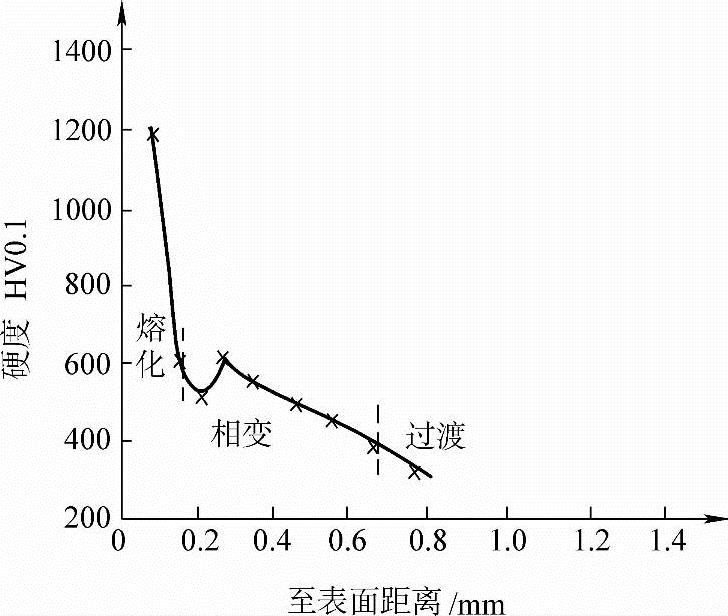
图5-34 加硼铸铁激光熔凝处理硬度分布
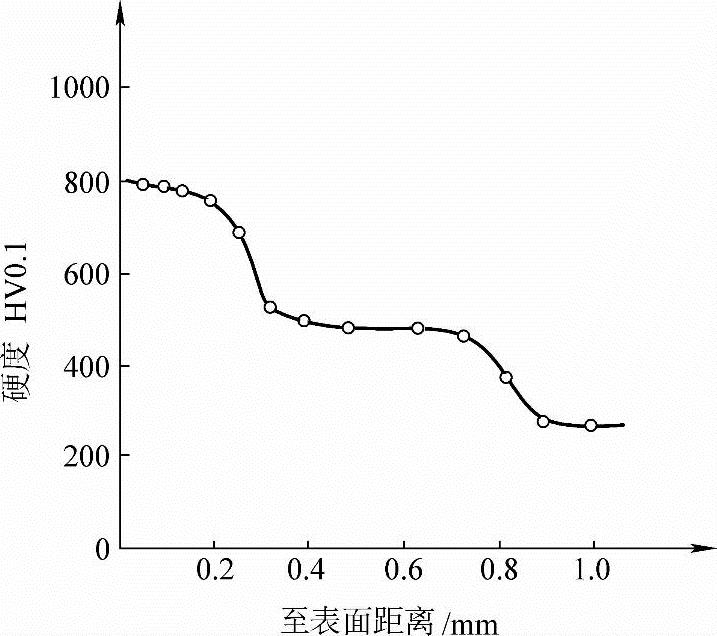
图5-35 珠光体球墨铸铁激光熔凝处理硬度分布
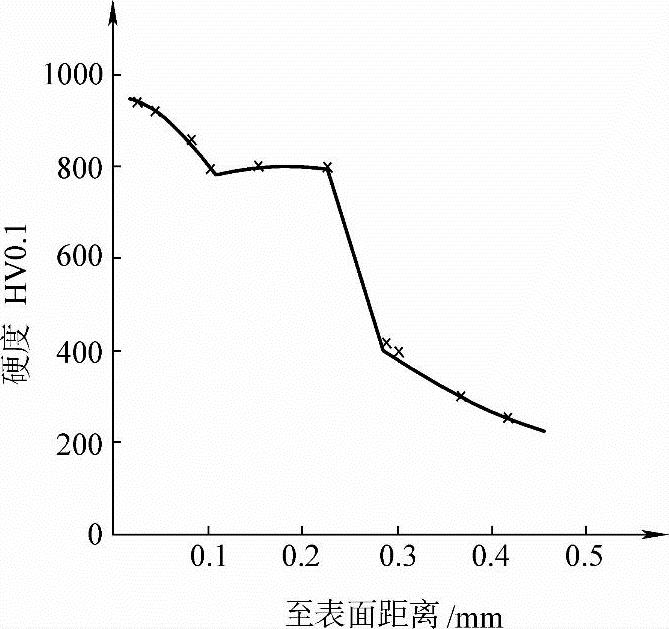
图5-36 铁素体球墨铸铁激光表面熔凝处理硬度分布
表5-15 HT300试样在不同工艺条件下的磨损试验结果对比
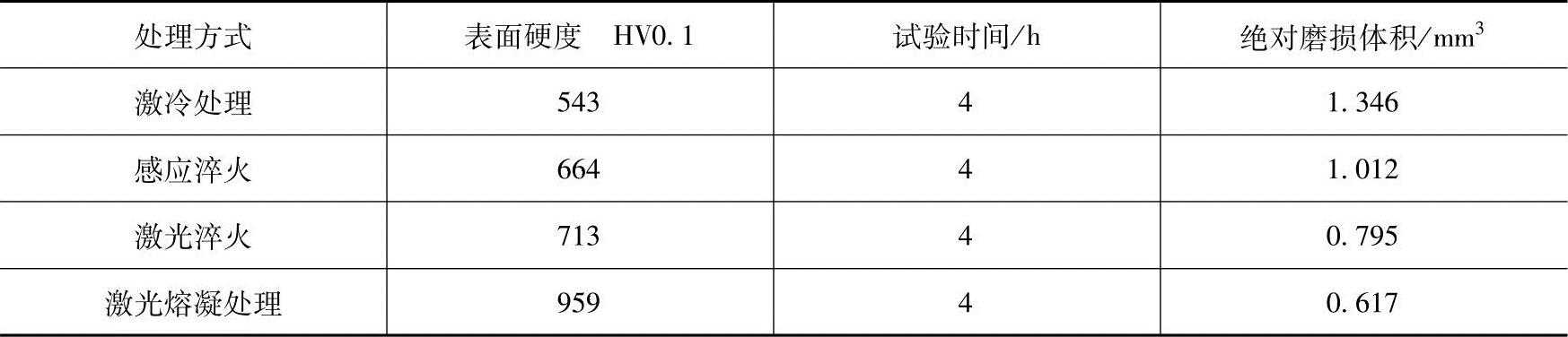
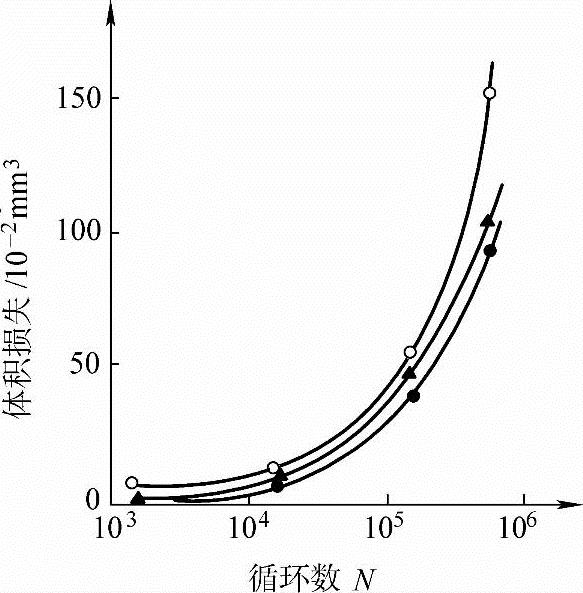
图5-37 Al-Li合金激光表面熔凝处理的耐磨性
○—激光熔凝 ▲—原始热轧态
●—激光熔凝+时效(530℃水淬+190℃×16h)

图5-38 激光表面熔凝处理与原始材料耐磨性对比
●—硅铸铁(SS) ▲—含镍白口铸铁(SS) □—硅铸铁(LS)
×—含镍白口铸铁(LS) ○—V—Cr合金化  —Ni—Cr合金化
—Ni—Cr合金化
注:SS表示原始材料,LS表示激光熔凝。
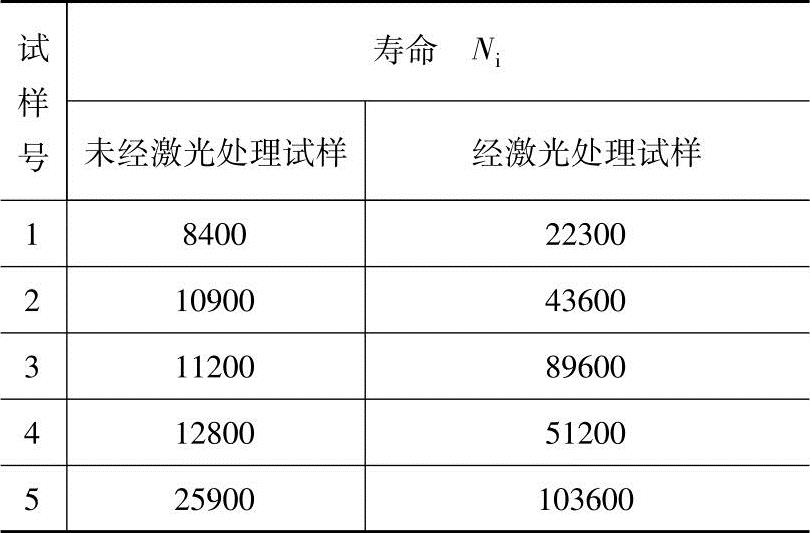
激光表面熔凝处理后晶粒细化,硬度提高,且提高了裂纹形成阻力,减少了裂纹扩展通道,提高了疲劳寿命(见表5-16);同时激光硬化处理后改善组织,临界钝化电流密度降低,钝化膜易于生成,减少了电化学腐蚀倾向,又可提高材料的腐蚀疲劳性能(见表5-17)。
表5-16 40Cr旋转弯曲疲劳寿命对比
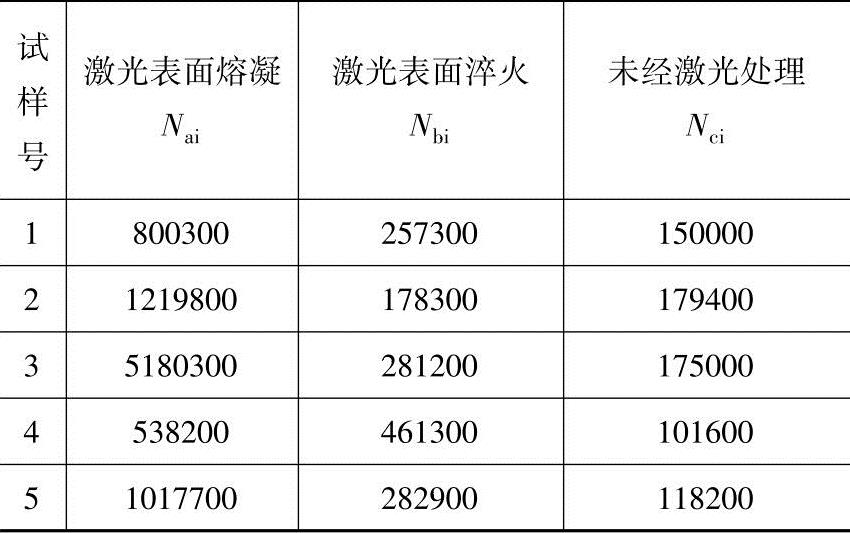
表5-17 40Cr旋转弯曲腐蚀疲劳寿命对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。