



激光是一种高亮度、高方向性、高单色性和高相干性的新型光源,自20世纪60年代初问世后很快得到实际应用。随着激光器的不断完善和发射功率的提高,激光加工技术应用面越来越广。激光加工具有一系列优点:可实现无接触式加工;能量密度高,可加工的材料范围广;热影响区小,工件变形少;指向性好,便于导向、聚焦;生产率高,易于实现自动化。因此,激光加工技术在材料表面改性方面受到高度重视,并已在不少产品上取代传统的表面技术,成为表面工程中发展最快的技术领域之一。
进行激光表面热处理,必须具备一定的条件,除工艺及工艺材料等因素外,激光表面加热设备是最重要的组成部分。激光加热设备主要包括以下几个部分:
1.激光发生器
激光是波长大于X射线而小于无线电波的电磁波,是原子从高能级向低能级跃迁时辐射出来的能量束。相对于普通光源发射过程的自发辐射,激光工作物质中发射出的激光则是受激辐射,即处于高能级上的原子(激发态)在某一频率的光子激发下,从高能级迁移到低能级(最低的能级称为基态)发射出相同频率的光子,利用某种激励方式(光激励或电激励),使这种受激辐射占据主导地位,便实现了激光的发射。
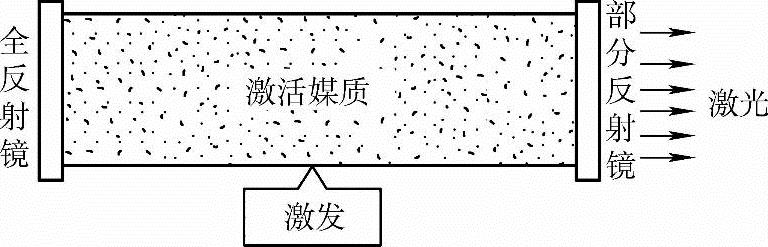
图5-1 光学谐振腔
为了获得稳定的激光束,还需要利用光学谐振腔对激光进行振荡。最简单的光学谐振腔由放置在工作物质两侧的平面反射镜组成,如图5-1所示。左边为光谱反射因数为100%的全反射镜,右边为光谱反射因数为50%~90%的部分反射镜(又称为耦合输出窗口),两个反射镜须严格平行,激光工作物质位于两个反射镜之间。当工作物质受到外界激发产生辐射时,其传播方向与腔体轴向相同的光子将引起其他激发态的工作物质产生连锁性的受激辐射,到达耦合输出窗口时,除部分光子放出谐振腔外,其他大部分光子仍反射回来,形成光振荡,而连续从谐振腔发射出的光子则形成激光束。耦合输出窗口质量的好坏直接影响到激光器的光电转换效率、激光输出功率、激光输出模式、光束发散角和激光加工工艺。

图5-2 横向流动CO2激光器
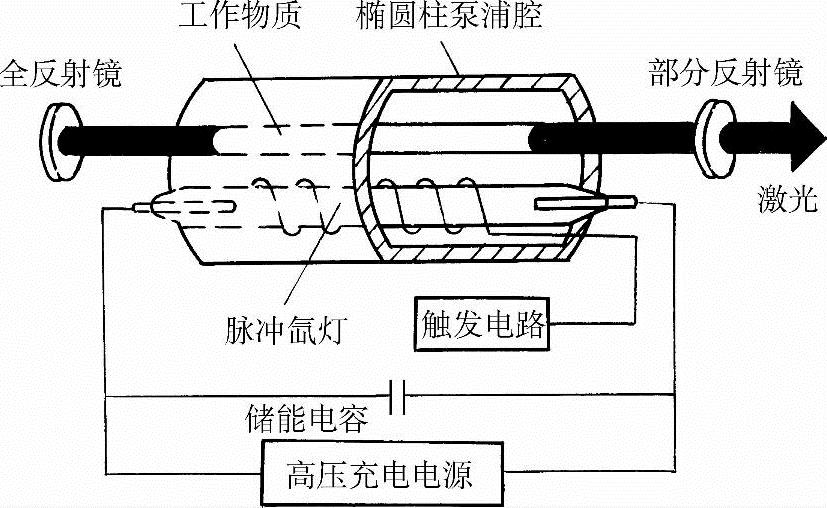
图5-3 YAG激光器
基于上述激光产生的原理,目前已制造出多种类型的激光器,用于激光加工的激光器主要有快速轴流CO2激光器、横向流动CO2激光器、掺钕钇铝石榴石(YAG)激光器、准分子激光器、高功率CO激光器等。在表面改性中使用较多的是横向流动CO2激光器和YAG激光器。
(1)横向流动CO2激光器(见图5-2) 横流CO2激光器的工作气体沿着与光轴垂直的方向快速流过放电区,以维持腔内较低的气体温度,保证激光器高功率输出。该类激光器允许注入的电功率密度高,单位有效长度(1m)的谐振腔输出激光功率可达10kW,目前商用器件的最大输出功率已达25kW。但横流CO2激光器的光束质量较差,大多数为多模输出。这类激光器是材料表面改性处理广泛采用的器件。
(2)掺钕钇铝石榴石(YAG)激光器(见图5-3) YAG激光器是一种应用较多的固体激光器。与CO2激光器相比,YAG激光器输出的激光波长较短(1.06μm),与金属的耦合功率高;YAG激光器能与光纤耦合,借助时间分割和功率分割多路系统可方便地将一束光传递给多个工位或远距离工位,便于实现柔性加工;能以脉冲和连续两种方式工作,易于获得短脉冲及超短脉冲,加工范围更大;YAG激光器结构紧凑,重量轻,操作简便,易于维护。但是,YAG激光器光电转换效率较低(1%~3%),成本较高,输出平均功率较小,光束质量不太理想,使得这类激光器的应用领域受到一定限制。目前,先进的YAG激光器最大峰值功率已达几十千瓦,平均脉冲功率可达数千瓦,单棒连续输出功率为600W,单模最大功率达340W,若将数个YAG棒串联可获得2kW级的连续激光输出。
(3)光纤激光器 光纤激光器是指用掺稀土元素玻璃光纤作为增益介质的激光器,光纤激光器可在光纤放大器的基础上开发而来。在泵浦光的作用下光纤内极易形成高功率密度,造成激光工作物质的激光能级“粒子数反转”,适当加入正反馈回路(构成谐振腔)便可形成激光振荡输出。光纤激光器应用领域非常广泛,包括激光光纤通信、激光空间远距离通信、工业造船、汽车制造、激光雕刻、激光打标、激光切割、印刷制辊、钻孔/切割/焊接(铜焊、淬水、包层及深度焊接)、军事国防安全、医疗器械仪器设备、大型基础建设等。
光纤激光器作为第三代激光技术的代表,具有以下优势:
1)玻璃光纤低制造成本,技术成熟,以及其光纤的可挠性所带来的小型化、集约化优势。
2)玻璃光纤对入射泵浦光不需要像晶体那样要求严格的相位匹配,这是因为玻璃基质Stark分裂引起的非均匀展宽而造成吸收带较宽。
3)光纤材料具有极低的体积面积比,散热快、损耗低,激光阈值低。
4)输出的激光波长多,这是因为稀土离子能级非常丰富及其稀土离子种类多。
5)可调谐性好,得益于稀土离子能级宽和玻璃光纤的荧光谱较宽。
6)由于光纤激光器的谐振腔内无光学镜片,具有免调节、免维护、高稳定性的优点,这是传统激光器无法比拟的。
7)光纤导出,使得激光器能轻易胜任各种多维任意空间加工应用,使机械系统的设计变得非常简单。
8)能胜任恶劣的工作环境,对灰尘、振荡、冲击、湿度、温度具有很高的容忍度。
9)不需热电制冷和水冷,只需简单的风冷。
10)具有高的电光效率。其综合电光效率高达20%以上,可大幅度节约工作时的耗电,节约运行成本。
双包层光纤的出现是光纤领域的一大突破,它使得高功率的光纤激光器和高功率的光放大器的制作成为现实。自1988年E.Snitzer首次描述包层泵浦光纤激光器以来,包层泵浦技术已被广泛地应用到光纤激光器和光纤放大器等领域,成为制作高功率光纤激光器首选途径。
图5-4所示为包层泵浦技术。将泵浦光耦合到内包层(内包层一般采用异形结构,有椭圆形、正方形、梅花形、D形及其六边形等),光在内包层和个包层(一般设计为圆形)之间来回反射,多次穿过单模纤芯被其吸收。这种结构的光纤不要求泵浦光是单模激光,而且可对光纤的全长度泵浦。因此,可选用大功率的多模激光二极管阵列作泵源,将约70%以上的泵浦能量间接地耦合到纤芯内,大大提高了泵浦效率。(https://www.xing528.com)
包层泵浦技术特性决定了该类激光器有以下几方面的突出性能:

图5-4 包层泵浦技术
(1)高功率 一个多模泵浦二极管模块组可辐射出100W的光功率,多相多模泵浦二极管并行设置,即可允许设计出很高功率输出的光纤激光器。目前商用化光纤激光器的功率是6kW。
(2)无需热电冷却器 这种大功率的宽面多模二极管可在很高的温度下工作,只需简单的风冷,成本低。
(3)很宽的泵浦波长范围 高功率的光纤激光器内的活性包层光纤掺杂了饵/镱稀土元素,有一个宽且平坦的光波吸收区(930~970nm)。因此,泵浦二极管不需任何类型的波长稳定装置。
(4)利用率高 泵浦光多次横穿过单模光纤纤芯。因此,其利用率高。
几种激光器的主要性能指标见表5-2。
表5-2 加工用激光器的主要性能指标

2.激光器导光系统
激光器导光系统由激光束从激光器窗口输出并被传输到工件之间所必须配套的一系列元器件组成,如图5-5所示。在这个过程中,激光束将根据工件的形状、尺寸及加工要求而被测量(并反馈控制)、传输、放大、整形、聚焦、瞄准,最终实现激光加工。导光系统包括光束质量监控设备、光闸系统、扩束望远镜系统(实现高质量的远距离传输)、分光系统、可见光同轴瞄准系统、光传输转向系统和聚焦或整形系统。其主要部件有:
(1)转向反射镜 为使激光器所输出的激光束到达指定的部位,在光路中须安装一个或多个平面反射镜,以改变光束传输方向。这种平面反射镜一般采用铜材(59黄铜、62黄铜和无氧铜,有时也采用铝、钼、硅等材料)经高速车削或研磨制得,表面镀金以提高光谱反射因数。该镜须强制水冷。
(2)聚焦镜 激光器输出的光束直径较大(达几十毫米),无法直接用于材料加工,须经聚焦镜聚焦为数毫米的光斑,使功率密度提高到104~109W/cm2,才能达到理想的加工效果。激光束的聚焦有透射聚焦和反射聚焦两种方式。

图5-5 激光导光系统
1—激光束 2—光闸 3、6—折光镜 4—氦氖光 5—光束通道 7—光束处理装置 8—聚焦透镜 9—被加工工件
透射聚焦镜的材料一般用ZnSe和GaAs晶体,形状为平凸透镜和弯月透镜,两面镀增透膜。GaAs的透射波段为0.8~18μm,只能透过5.4μm和10.6μm的激光;ZnSe的透射波段为0.48~20μm,除可透过上述激光外,还可透过常用作瞄准系统的He-Ne激光(红光),更便于材料加工,但ZnSe材料的价格较高。透射聚焦效果较好,不过晶体材料所承受的功率有限,高功率下大多数采用反射聚焦方式。
反射聚焦镜所用材料和加工方法与反射镜相同,一般加工成抛物面或球面,聚焦后的光斑尺寸比透射聚焦大,但用于材料表面改性处理还是可以的。
(3)光束整形 根据材质和服役条件的要求,常常希望在工件表面获得不同性能和规格的表面改性层。为此,近年来开发了多种调整光束形状和能量分布的系统,以配合不同工艺条件的需要,主要有振动光学系统、转镜光学系统、集成光学系统等。
(4)激光功率监控仪 激光功率是描述激光器特性和控制加工质量的最基本参数,一般使用功率计测量。其测量的原理是采用光电转换法,利用吸收体吸收激光能量后温度升高,间接测量激光功率。
3.激光加工机及控制系统
激光加工机分为通用加工机和专用加工机。通用加工机又有龙门式、铣床式和机器人几种类型。机器人激光加工机柔性好,适于大型三维零件的加工,但这类加工机导光系统复杂,常用于光纤传输的YAG激光加工系统。根据加工工件的要求,加工机须有足够的承载能力、运动与定位精度,以及多方位运动的自由度。
激光加工机的控制系统主要包括工作台数控系统、功率检测系统、观察处理过程的电视接收系统、激光功率控制、气压测量及补偿控制、冷却系统控制、光闸控制安全机构及其他功能控制,其目的是保证激光加工过程能可靠、稳定地进行。
4.辅助装置
辅助装置包括防止激光反射的遮光装置,保护操作人员的屏蔽装置,保护镜片或防止工件氧化的吹气、排气装置,送粉器及水冷系统等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。