



1.电铲提升卷筒火焰淬火
提升卷筒(见图3-5)是采煤挖掘设备电铲的重要部件,尺寸大,筒壁厚,采用45钢制造,其工作面承受钢丝绳频繁、剧烈的摩擦和交变应力。采用氧丙烷火焰淬火处理,其工艺参数:丙烷流量为2~2.3m3/h,氧气流量为2.8~3.6m3/h,丙烷压力为0.08MPa,氧气压力为0.8MPa,淬火速度为95~105mm/min,喷嘴与工件的间隙为10~14mm。淬火处理后表面硬度达到50HRC,淬硬层深度≥3.5mm,表层组织为贝氏体,过渡层为贝氏体+珠光体+铁素体组织。采用该工艺处理后,卷筒表面的耐磨性大幅度提高,且应力分布理想,不易产生内裂纹或表层剥落现象。
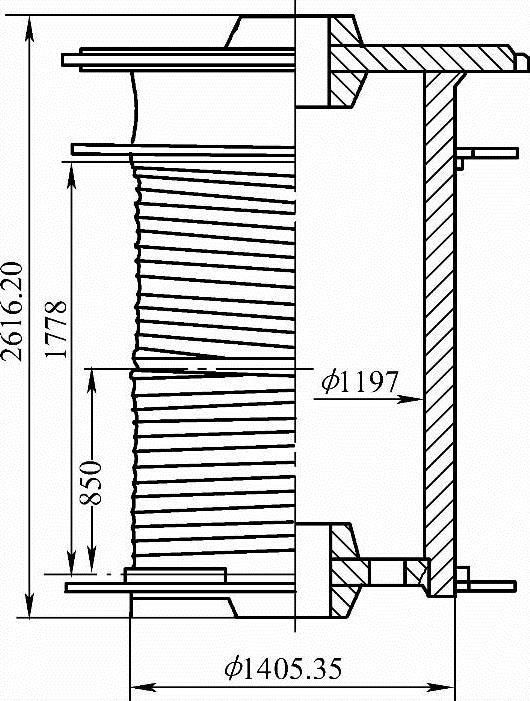
图3-5 提升卷筒
2.发动机挺杆火焰淬火
挺杆是发动机上的关键部件,与凸轮形成高应力接触,摩擦力较大,因而工件表面要求高硬度及高耐磨性,基体具有一定的综合力学性能。挺杆原热处理采用盐浴整体淬火或高频感应淬火,常出现裂纹、变形或表面性能不足。采用火焰淬火工艺对挺杆进行处理,保证了产品质量,降低了生产成本,取得良好效果。
挺杆的外形尺寸见图3-6,其材料为铬钼铜冷激合金铸铁。采用图3-7所示的装置进行火焰淬火,其工艺参数:火焰加热温度为880℃±20℃,挺杆旋转速度为30~60r/min,乙炔压力为0.04~0.06MPa,氧气压力为0.5~0.7MPa,喷嘴距加热表面的距离为50mm,淬火后经190℃×120min回火。采用该工艺处理后,淬硬层深度≥3mm,冷激层深度≥4mm,底面硬度为63~69HRC,杆部硬度为93~104HRB。
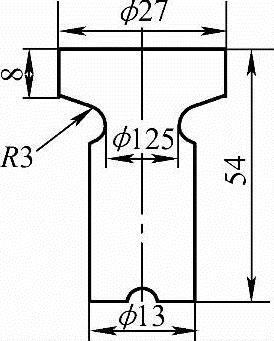
图3-6 挺杆的外形尺寸
 (https://www.xing528.com)
(https://www.xing528.com)
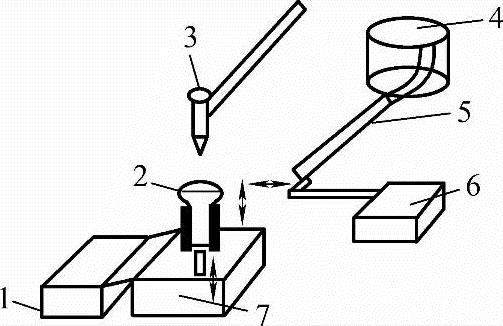
图3-7 挺杆火焰淬火装置
1—油槽 2—挺杆 3—乙炔加热喷枪 4—振动料斗 5—排料槽 6—送料机构 7—旋转打料装置
3.高压管件内表面火焰淬火
高压管件广泛用于石油矿山高压管路的连接,承受高压介质的冲刷和磨损,要求内表面具有高硬度、高耐磨性,同时具有一定的综合力学性能。高压管件采用35CrMo钢制造,火焰淬火装置如图3-8所示。火焰淬火的工艺参数:火焰加热温度为900℃±40℃,乙炔压力为0.04~0.06MPa,氧气压力为0.5~0.7MPa,工件旋转速度为2~4r/min,喷嘴与工件相对移动速度为100~140mm/min,淬火后经220℃×(80~100)min回火。该工件处理后,表层为回火马氏体。硬度为50~55HRC,次表层为回火马氏体+铁素体。管件内表面火焰淬火后的硬度分布如图3-9所示。
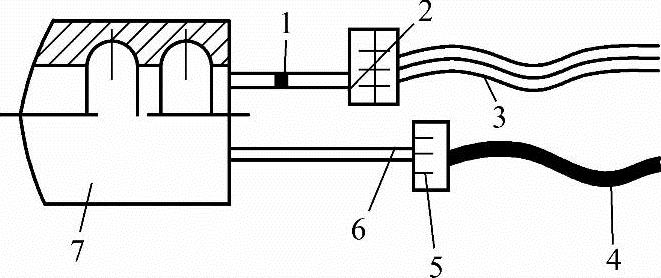
图3-8 管件内表面火焰淬火装置
1—火焰喷嘴 2—乙炔氧气流量计 3—乙炔氧气输送管 4—输水管 5—水流量计 6—冷却喷嘴 7—高压管件
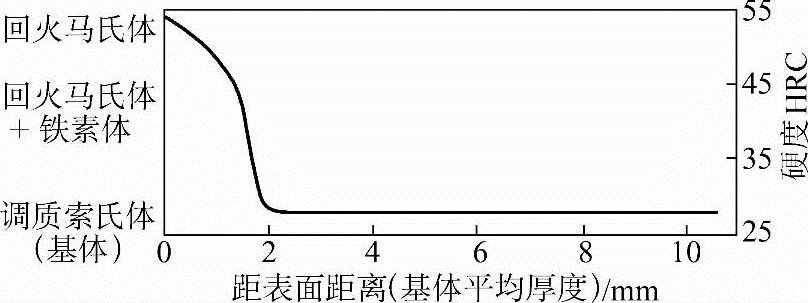
图3-9 管件内表面火焰淬火后的硬度分布
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。