



【摘要】:三销轴和球头销等是某型汽车上的轴类零件。为了提高这些零件轴表面的耐磨性,要求轴表面进行中频感应淬火。采用中频感应淬火处理后,工件在试验中轴的圆角处出现弯曲疲劳裂纹。经弯曲疲劳试验,球头销易在颈部断裂,寿命和断裂部位与渗碳的球头销相近。当中频感应淬火硬化区超过颈部时,在同样试验条件下,弯曲疲劳寿命比只球头部位淬火时高出两倍多,断裂部位发生在中频感应淬火过渡区。
三销轴和球头销等是某型汽车上的轴类零件。为了提高这些零件轴表面的耐磨性,要求轴表面进行中频感应淬火。
1.三销轴
三销轴如图2-37所示。材料为40MnB,调质硬度为255~285HBW,轴表面要求中频感应淬火,表面硬度为58~63HRC,轴的圆角不要求淬火。采用中频感应淬火处理后,工件在试验中轴的圆角处出现弯曲疲劳裂纹。为了解决中频感应淬火后轴的圆角出现疲劳裂纹问题,将零件轴表面和圆角同时进行了中频感应淬火,达到了满意的效果。经过测试,中频感应淬火后圆角处的残余压应力为190MPa,零件的弯曲疲劳寿命提高了13倍以上。
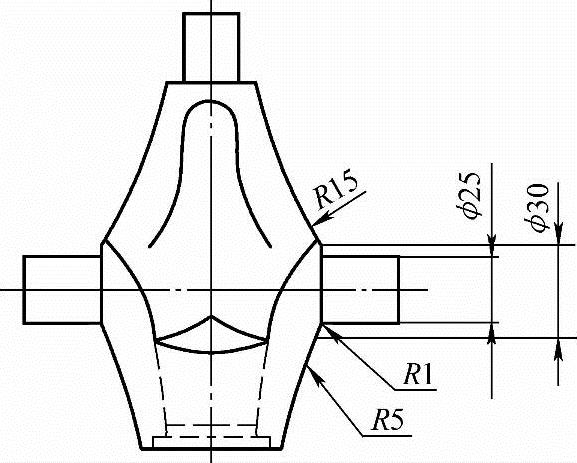
图2-37 三销轴(https://www.xing528.com)
2.球头销
球头销如图2-38所示。球头销原来要求选用18CrMnTi渗碳钢制造,原工艺首先在零件杆部镀铜(防渗),然后渗碳并渗后预冷淬火,高温回火,保证零件杆部是调质状态,满足力学性能要求,最后对球头部位淬火及低温回火,使球头部位的硬度为58~63HRC,满足耐磨要求。这种方法热处理工艺复杂,成本高。现采用45钢制造,实施中频感应淬火工艺。球头销锻后进行调质处理,然后机加工,球头部位进行中频感应淬火(见图2-38a),淬火硬度为58~63HRC。经弯曲疲劳试验,球头销易在颈部断裂,寿命和断裂部位与渗碳的球头销相近。当中频感应淬火硬化区超过颈部时(见图2-38b),在同样试验条件下,弯曲疲劳寿命比只球头部位淬火时高出两倍多,断裂部位发生在中频感应淬火过渡区。再将中频感应淬火硬化区延长至整个杆部(见图2-38c),整体强度大为提高,虽然断裂仍发生在颈部,但弯曲疲劳寿命提高了20多倍。

图2-38 球头销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。