



1.感应加热设备频率的选择与确定
合适的感应加热设备频率是提高感应热处理生产率、技术经济指标和处理工件质量的关键。所谓频率选择,不是选择某一正确频率的数值,然后根据这个频率数值来确定选用设备的频率。因为这样做是没有意义的,设备制造厂也不可能制造无数不同频率的设备。所谓频率选择,是指选择最合适的频率数量级,或者说频率范围,然后在合适频率范围内确定使用的设备。
如前所述,透入式加热在能量的利用、生产率、技术经济指标、工件质量等方面优于传导式加热,因此首先应选择透入式加热,即有Δ热>x淬。根据式(2-8)可得
f>250000/x2淬 (2-9)
式中,f为电流频率(Hz);x淬为硬化层深度(mm)。
这就确定了选择频率的上限,高于上限时不能实现透入式加热。但是电流频率也不能太低,因为频率太低,Δ热值就越大,此时,在要求x淬较小的情况下,要求设备功率很大,相应输入感应器上的功率也很大,感应器因发热功率损失也很大,即使感应器在通水冷却条件下,仍将发热而影响工作。实践证明,在较小的感应器功率损失时,取Δ热的四分之一小于x淬的频率作为频率的下限,即
x淬>0.25Δ热 (2-10)
将Δ热=500/ f代入式(2-10),可得
f代入式(2-10),可得
f>15625/x2淬 (2-11)
频率范围应为
15625/x2淬>f>250000/x2淬 (2-12)
实际使用中,一般认为x淬≈(0.4~0.6)Δ热时,电流频率为最佳。电流频率最佳值为
f最佳=60000/x2淬 (2-13)
表2-3为不同频率的淬硬层深度。
表2-3 不同频率的淬硬层深度

电流频率的选择,除上述从电流透入深度与感应加热类型考虑以外,还必须注意感应器的电效率。感应器的电效率取决于被加热工件的直径D(mm)。
当D/Δ热大于6且小于或等于10时,电效率η冷=80%;当D/Δ热=3.5时,电效率η冷≈70%。感应器电效率为70%~80%时,工作的电流频率是合适的电流频率。
将Δ热=500/ f分别代入D/Δ热>10和D/Δ热=3.5中,可得
f分别代入D/Δ热>10和D/Δ热=3.5中,可得
3062500/D2>f>25000000/D2 (2-14)
不同直径圆柱工件表面淬火频率的选择见表2-4。此表只考虑了感应器效率和工件直径关系,在选择电流频率时,还必须与工件淬硬层深度结合起来综合考虑。
表2-4 不同直径圆柱工件表面淬火频率的选择

对于齿轮、凸轮、偏心轮之类表面几何形状复杂的工件,表面淬火后要得到沿表面轮廓均匀分布的淬火层是比较困难的。但是,只要选择合适的电流频率,供给足够的单位功率,还是可以得到比较满意的淬硬层形状的。
对齿轮来讲,电流频率过高,会造成齿顶温度过高;而当电流频率过低时,易造成齿根过热。当选择合适频率时,即使在齿根的电能略大于齿部的电能时,齿轮的加热也比较理想。合适的频率为
f=250000/m (2-15)
式中,m为齿轮模数(mm)。
齿轮进行感应淬火时,除选择合适的频率外,要求供给足够大的单位功率,缩短加热时间,以达到满意的淬硬层形状。(https://www.xing528.com)
凸轮的感应淬火类似于齿轮,频率高凸轮尖部易于加热;反之,则凸轮尖部加热温度偏低。推荐的合适频率如下:
f=380000/r (2-16)
式中,r为凸轮尖部半径(mm)。
在实际应用中,频率的确定无须计算。实际生产操作时,只需根据设备系列频率范围、工件的技术要求,查对相应的推荐表即可确定。对已有现存电源设备而增加新工件时,也可以根据新增工件的技术要求,合理使用现有设备。
2.感应加热比功率与电源功率的选择
设备频率确定后,正确选择比功率,进而选择电源的功率,对满足感应热处理工件的技术要求、合理使用设备、提高设备的技术经济指标是十分重要的。一旦设备频率、比功率确定后,工件的加热速度也随之而定。
比功率就是加热工件单位表面上所吸收的电功率。比功率选择的依据是电流频率、被处理工件的尺寸和工件的技术要求。一般情况下,电流频率越低,工件尺寸(直径)越小,要求淬硬层深度越浅,选择比功率就越大;反之,则选择比功率越小。
一般比功率的推荐值如下:
在采用高频电源时,比功率P0=0.2~0.5kW/cm2;
在采用中频电源时,比功率P0=0.5~0.2kW/cm2。
根据工件加热面积,通过推荐的比功率值计算和选择电源的功率。电源的功率可通过下式计算:

式中,P为电源功率(kW);A为工件同时加热的表面积(cm2);P0为比功率(kW/cm2);η1为淬火变压器频率,常取80%;η2为感应器效率,常取80%。
高频发生器功率不能直接从仪表上读出,可用下式计算:
PZ=PRη (2-18)
式中,PZ为高频装置振荡功率(kW);PR为阳极输入功率(kW);η为振荡管效率,取60%~70%。
此外,PR可由下式求出:
PR=nEI (2-19)式中,n为振荡管数量;E为阳极负载电压(kV);I为阳极电流(A)。
计算出PR后,其他比功率计算可按式(2-17)进行计算。
近年来,已可对比功率、加热时间、发电机功率用一些估算图估算,通过已知的淬硬层深度、表面需达到的最高温度从曲线上求得加热时间与比功率。图2-10所示为在10kHz电流频率下,用半环形感应器进行大曲轴感应加热的功率估算图。利用估算图可以粗略估计加热时间、比功率。但是,在实际生产中,还必须根据不同的感应器和技术要求调整参数。
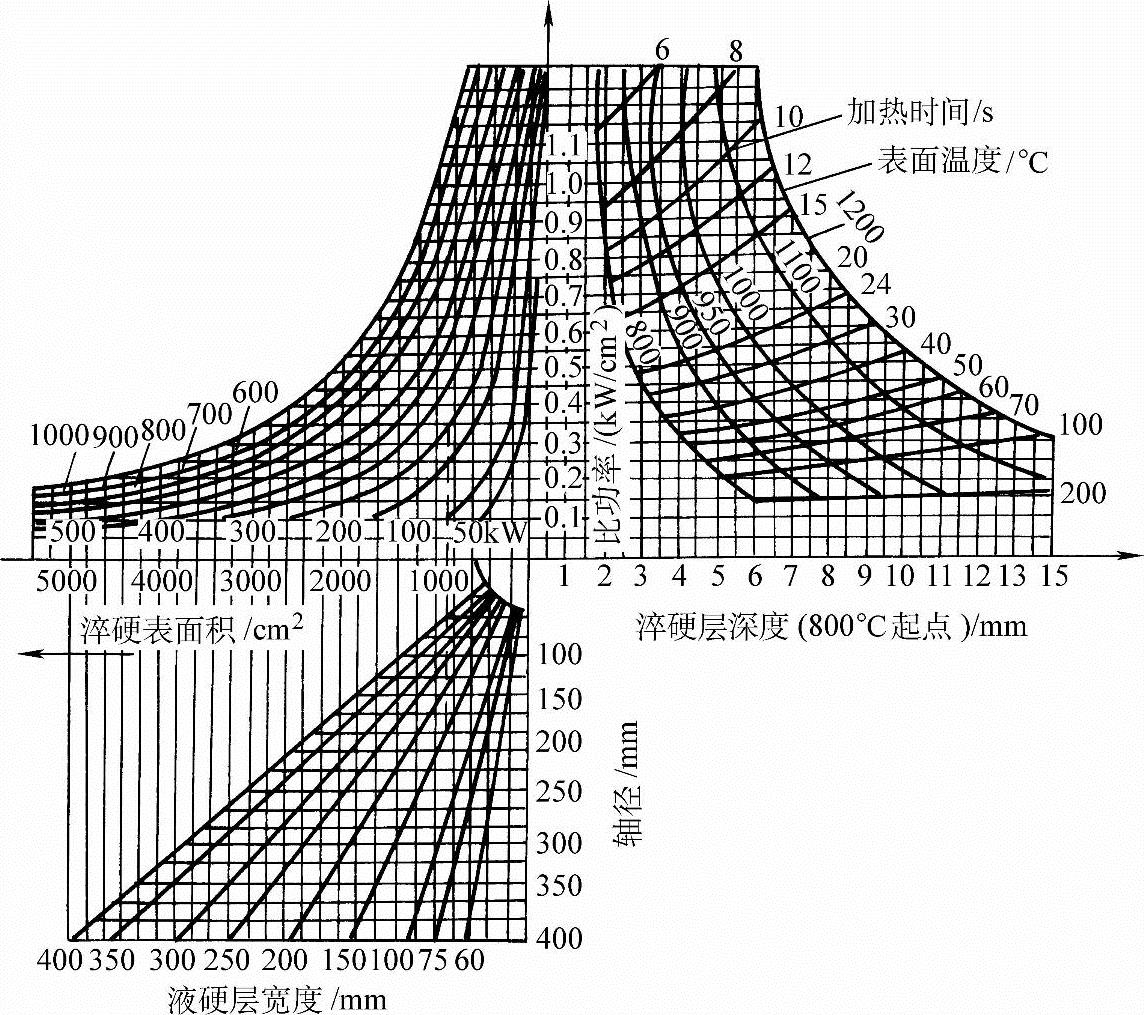
图2-10 用半环形感应器进行大曲轴感应加热的功率估算图
对直径大、淬火区长而使加热面积太大的淬火工件,根据推荐的比功率值计算所得的电源功率很大,可采用连续加热淬火法选用较小功率的电源,或采用现用的电源,用式(2-20)确定同时加热的面积A(cm):

然后,计算出连续加热淬火的感应器有效宽度H(cm):

式中,D为工件直径(cm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。