



如第6章所述,最流行的浇注系统采用的是冷流道和热流道。两种浇注系统都有缺点。对于冷流道,浇注系统的构造所引起的原料的浪费比较严重,而且还可能延长成型周期。对于热流道,因需要温度控制系统,所以模具的成本和复杂性都会增加,还可能有温度和物料颜色的改变。
对于可供选择的冷流道和热流道设计,绝热流道的设计试图解决它们所存在的缺陷问题。图13.16所示为一种绝热流道设计[62]。其设计布局与一个三板式模具相似,由流道板15、型腔板16和型芯板17组成。流道的布置也相似,熔体从浇口19通过模板到主流道和分流道18,再经过分型面到第二系列的浇口22和23,从而将熔体注射到型腔。然而,绝热流道模具与传统的三板式模具相比,浇注系统的各段直径都较大。流道板15与型腔板16相对固定,在成型过程中一直不能打开。
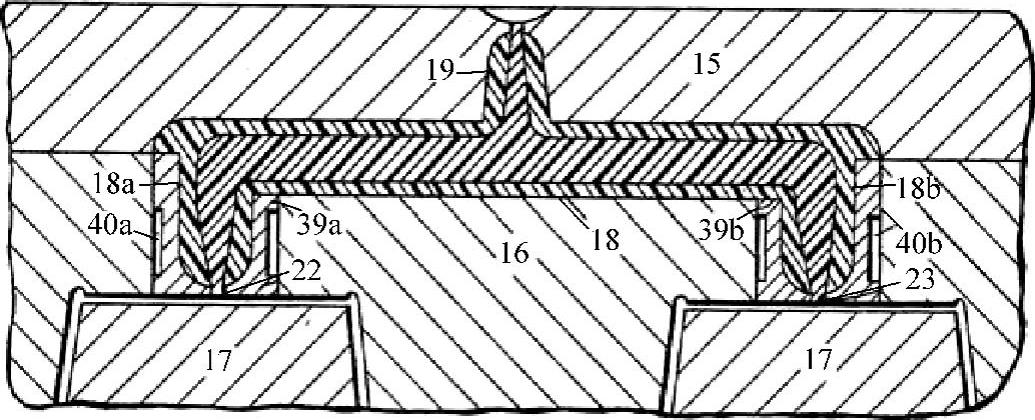
图13.16 绝热流道设计
在成型过程中,熔体从喷嘴注射出并填满浇注系统。外层18a和18b在流道内表面立即固化。然而,如果出现下面两种情况,沿流道外层的固化可能不完全:(https://www.xing528.com)
·物料的热传导性差。
·每次成型,从注射机输送的热的高聚物都要经过浇注系统。
结果是,在成型过程中,熔融核心的直径保持几乎一致。在这种成型方式中,尽管没有任何的加热器、热电偶和其他温度控制装置,绝热流道仍可以作为热流道。物料变色的问题可以通过从型腔板16上分离流道板15来移去完全固化的浇注系统来解决。
图13.16[62]所示的模具是特别为成型半结晶高聚物,如聚乙烯和聚苯乙烯设计的。根据试验确定流道直径约为25mm,成型周期接近60s,外层厚度约为6mm。当然,流道直径的最佳值取决于物料特性、熔体和模具的温度、熔体流速和成型周期。尽管增加了设计的复杂性,内置加热器和保温层(图13.16中围绕浇口套39a和39b的空隙40a和40b)可以大大提高工艺强度。可能是因为一些工艺条件没有确定,随着热流道的应用,绝热流道系统的使用越来越少。即便如此,绝热流道的性能更好,成本更低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。