



由多种材料组成的制品也常用多工位注射成型。图13.14所示为加拿大国旗的多工位注射成型模具设计[59]。在这一设计中,第一模具由迁移板47、型腔板48、流道板49组成。型腔板48与侧嵌板52、中间枫叶状部分53、连接所有部分的桥接段54一起构成型腔51。成型过程中,第一种高聚物熔体从流道58,经过主浇口56和浇口57注射到型腔51中。一旦第一种高聚物固化,模具打开,迁移板从第一模具移开。这种模具设计中,固化的流道68和制品61与迁移板一起移动。
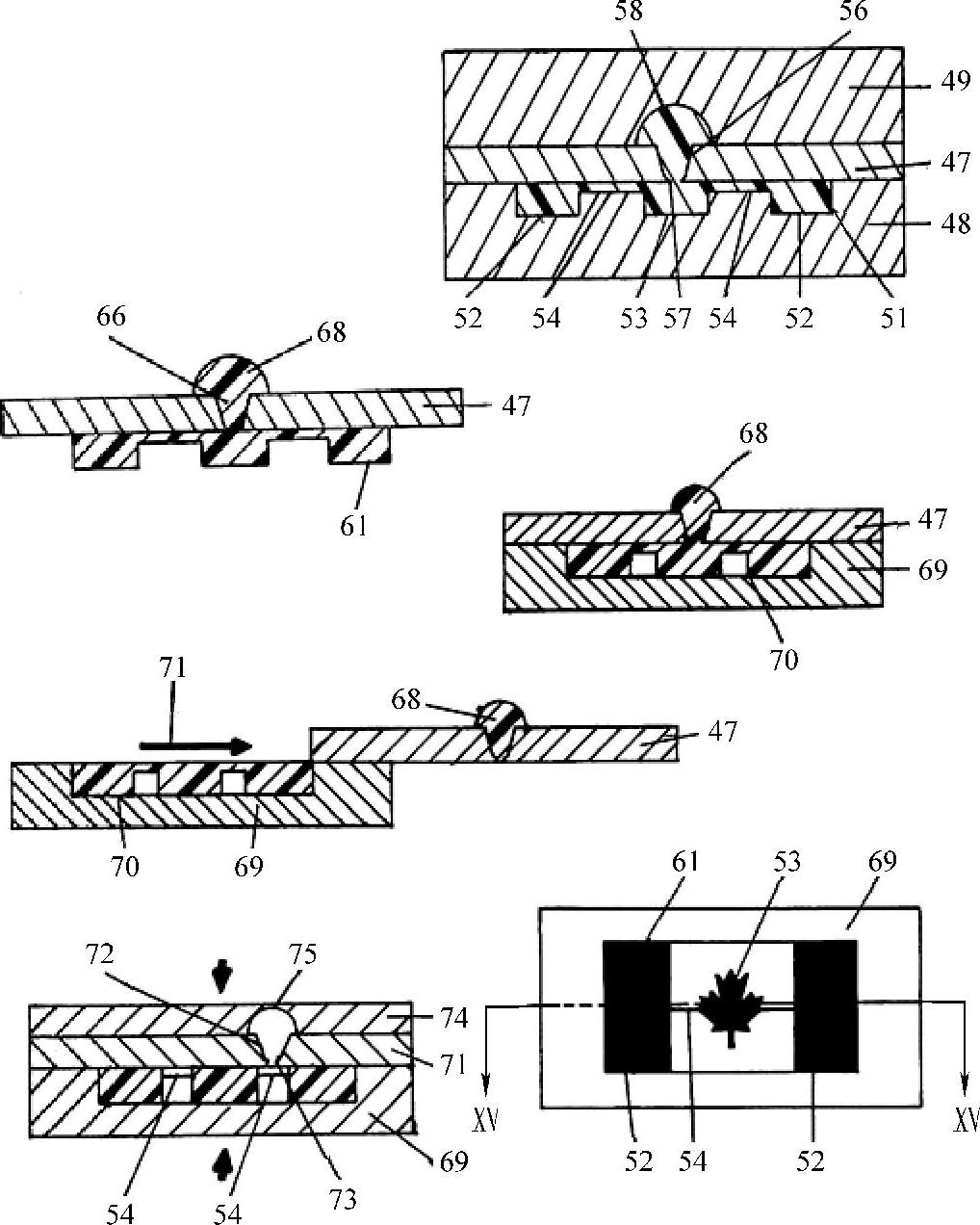
图13.14 多工位注射成型模具设计
带有固化的流道68和制品61的迁移板47移动到第二个模具。在这种设计中,迁移板将固化的制品61插入到第二个型腔板69上的型腔70中。迁移板侧移将浇注系统与固化的流道68分开。板71和75与型腔板69布置在一起组成第二个模具。注射第二种物料覆盖在第一种物料上,两种物料粘合形成一个制品。
与退型芯注射成型模具设计相比,多工位注射成型为制品的设计提供了更大的灵活性。特别是,多工位注射模具可成型复杂的制品,成型后还可以将制品插入到其他任意复杂的型腔中,以在先前成型的制品的边、上面或周围注射另外的高聚物。因此,为支持多工位注射成型已发展了一些不同的模具和机器设计。类似于图13.9和图13.10所示的设计,这些设计包括旋转模具来移动制品。(https://www.xing528.com)
最近,已设计出专用双注射成型机,如图13.15所示[60]。在这种设计中,注射单元为两套位于两个相对的模板上的型腔提供物料。因为两模板位置彼此相对,可用一个合模装置为两个型腔提供锁模力,这类似于13.6.2节将讨论的叠层模具。已设计出一些不同的传动装置用于牵引型芯,包括图13.15所示的锥齿轮传动、齿轮齿条传动[61]等。
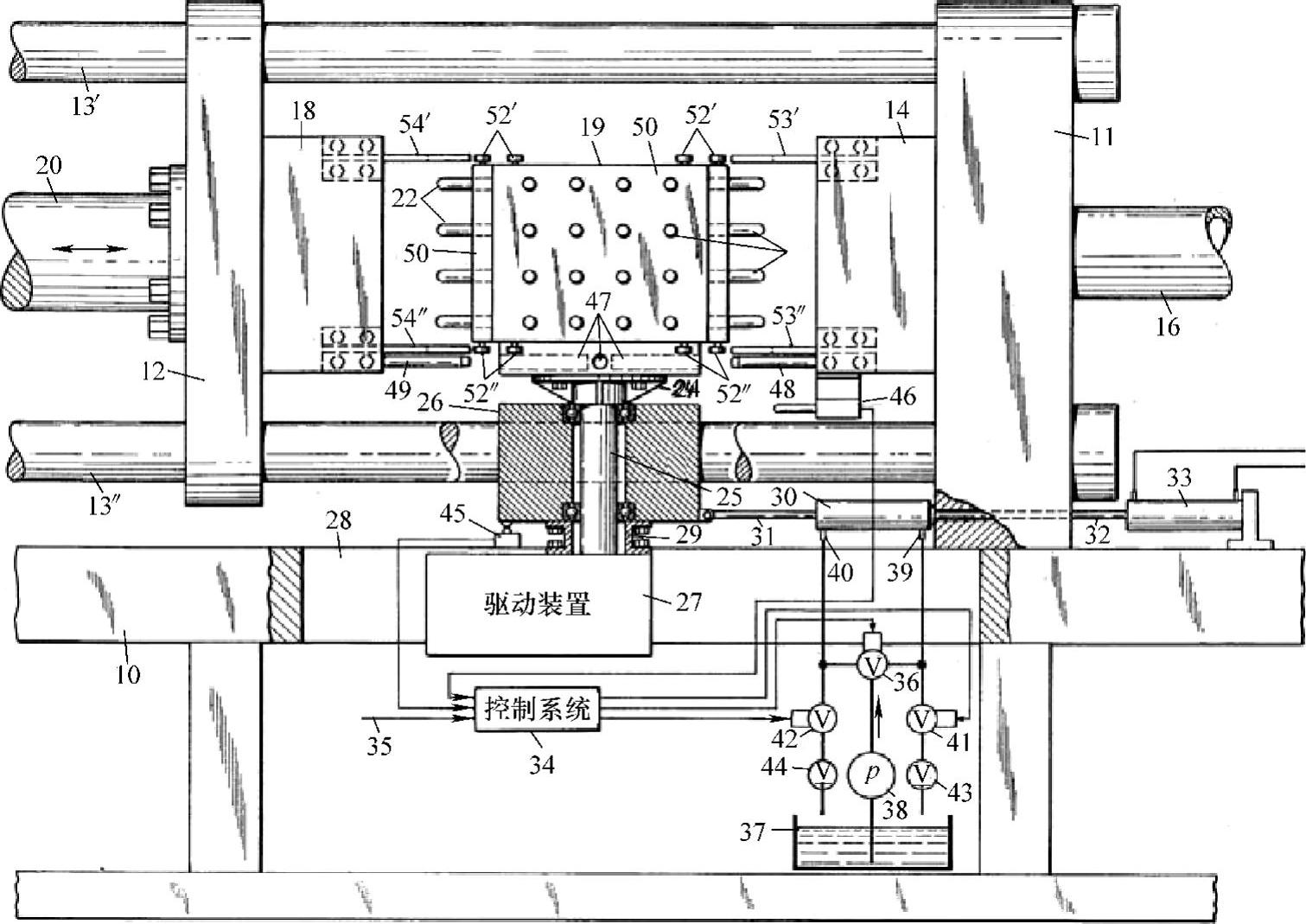
图13.15 双注射成型机和模具设计
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。