



具有较大径向间隙的模具组件的定位不能依靠内六角圆柱头螺钉。如前面讨论的,过盈配合用于将一个组件定位于另一个组件里。对于平行的板或组件,应用定位销进行定位,如图12.34所示。这一设计中,在具有共面的两个板上加工同中心线的两个孔。通过定位销与两个孔的配合沿定位销轴向定位两组件。
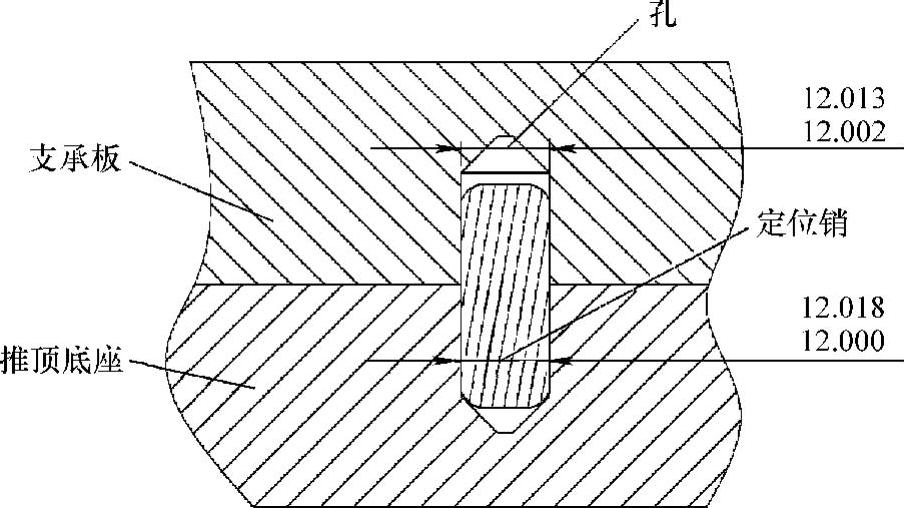
图12.34 典型的定位销设计
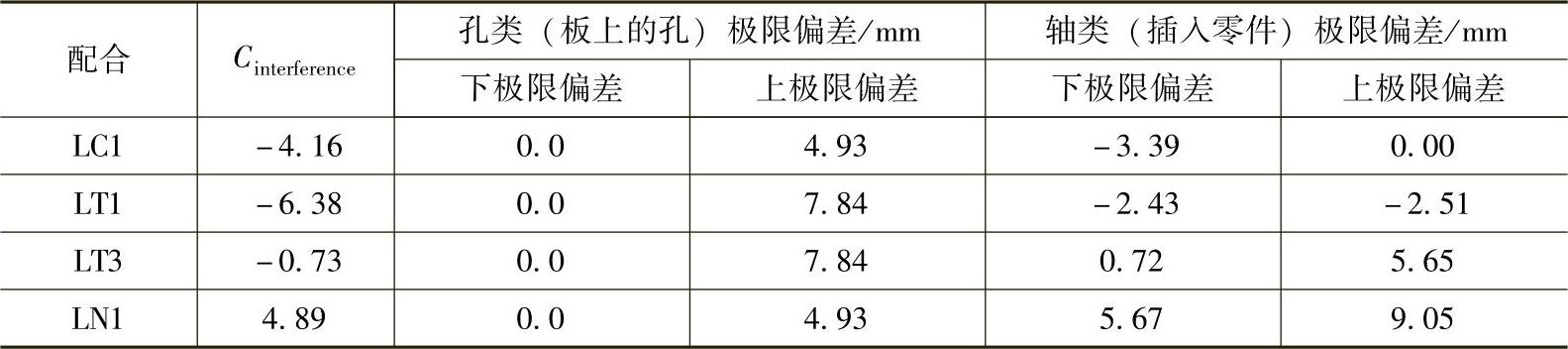
制造的位置、直径、圆度存在差异的孔限制了相对定位的精确性。式(12.28)可以通过根据国际标准使定位销和孔的极限系数C不同来应用不同类型的配合。表12.2列出了定位间隙配合(LC1)、定位过渡配合(LTI和LT3)和较宽松的定位过盈配合(LN1)的系数C。定位间隙配合一般用于静止部件且能较容易地拆卸和再安装。这种配合的公差等级和螺纹配合一样,所以其不适宜于注射模具,因为其大的间隙会加速固体表面的磨损。定位过渡配合能提供较紧的定位配合,但它可能的过盈使得定位销和孔的安装变得困难。
表12.2 定位间隙配合、定位过渡配合和定位过盈配合的系数
型芯表观直径为

以C等于0.72计算定位销直径的下极限偏差为

以C等于5.65计算定位销直径的上极限偏差为(https://www.xing528.com)

固定板上相配合的孔的下极限偏差是0。上极限偏差以C等于7.84来计算,即

计算得定位销的最小和最大尺寸分别是12.002mm和12.013mm。板上孔的最小和最大尺寸分别为12.000mm和12.018mm。这一设计如图12.34所示。
两组件的平均间隙是0.0015mm(或1.5μm,等于孔的平均直径12.009mm减去定位销的平均直径12.0075mm)。考虑到存在制造差异,当孔和定位销的尺寸为其计算的极限值时,核对定位销的插拔力大小很重要。存在最大过盈时孔的直径为12.000mm,定位销的直径为12.013mm。最大过盈λinterference为0.013mm。钢制组件的最终应力为

假定插拔的长度为12mm,摩擦因数为1.0,应用式(12.31)计算的插拔力为
Finsertion=1.0×111×12×12πN=50kN
如果手动安装和拆卸模板,定位销的这一插拔力明显过大。模具的安装需要通过磨合来减小销的直径以避免过大的插拔力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。