



如果一个板完全由其随后的板和模板(一般在模具固定不动的一侧)来支承,则所有板受压而板的弯曲可忽略。值得注意的是模具的夹紧产生的压缩力将使整个板内受到一致的压缩应力。压缩应力σ定义为力F除以受压面积Acompression,即

产生的应变ε是应力与弹性模量E的比,即

变形量等于应变乘以产生应变的长度,即
δcompression=εL (12.7)
压力所产生的变形通常不会造成影响,因为:①它非常小;②它均匀地存在于模板中。因此,它并不会在制品中产生飞边或很大的尺寸改变。下面的例子将说明在较深的型腔中如果对制品厚度的公差要求较严,模具设计者应增加型腔的厚度来抵消板受压变形所产生的影响。
例:计算当夹紧力为200t时Bezel模具堆叠高度上的变形量。
为了精确计算模具的变形,每个板和导轨上的压缩应力和应变都要计算。沿高度方向的每一部分变形都要计算并相加来计算模具的总变形。然而,通过假定模具为一个均匀受到压力的整块可以快速地近似估算出结果。图12.7提供了模具的外形尺寸,一些其他的临界尺寸将在后面讨论。
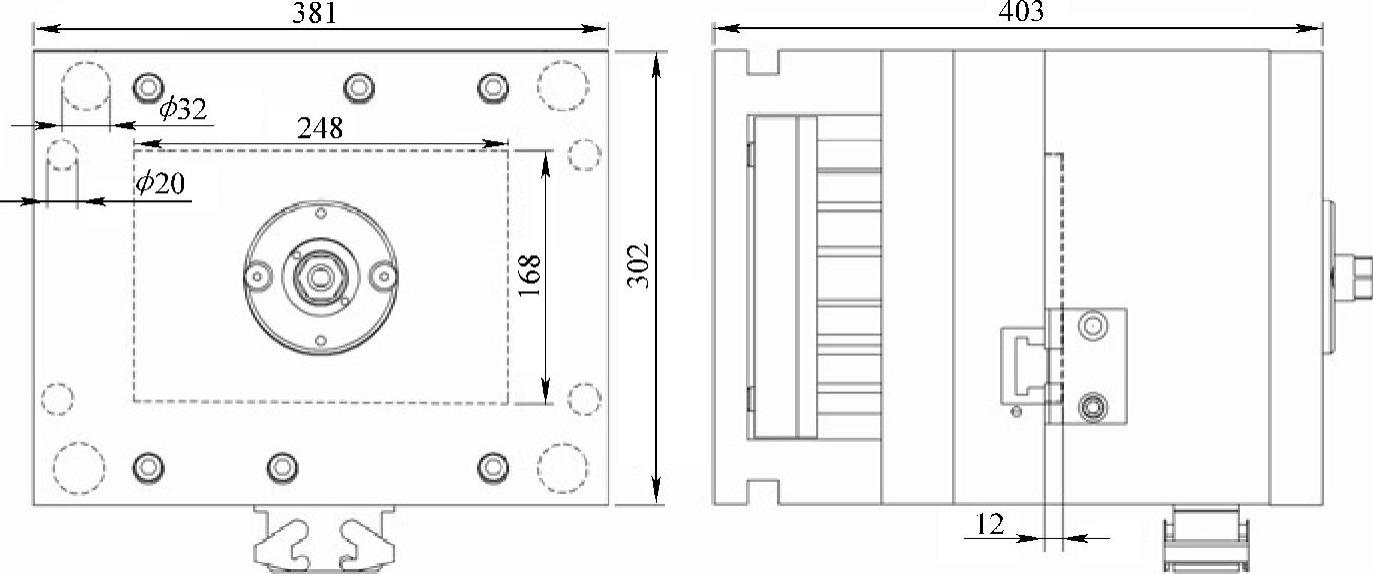
图12.7 压缩应力分析用的Bezel模具尺寸
模具内的压缩应力约为

这一应力相对的应变为

在夹紧力作用下整个模具的变形量为(https://www.xing528.com)
δmold=εL=8.3×10-5×403mm=0.03mm
在实际成型过程中,模具总的变形量可能是这一数字的两倍,因为推出支架侧的导轨处于高应力状态。然而,上面的分析在正确的数量级下给出了快速估算方法。
例:当作用在前模板上的夹紧力为200t时,计算型腔高度方向的变形量。
型腔高度方向的变形由型腔周围板的压缩引起。为了提供一个精确的分析,型腔周围板的压缩应力的计算基于支承区域,如图12.8所示。这一区域不包括型腔、导柱、导套,因为这些部分没有从模具的固定侧传递任何力到移动侧。因此,后模板所受到的压缩应力比前面估算的17MPa要大。
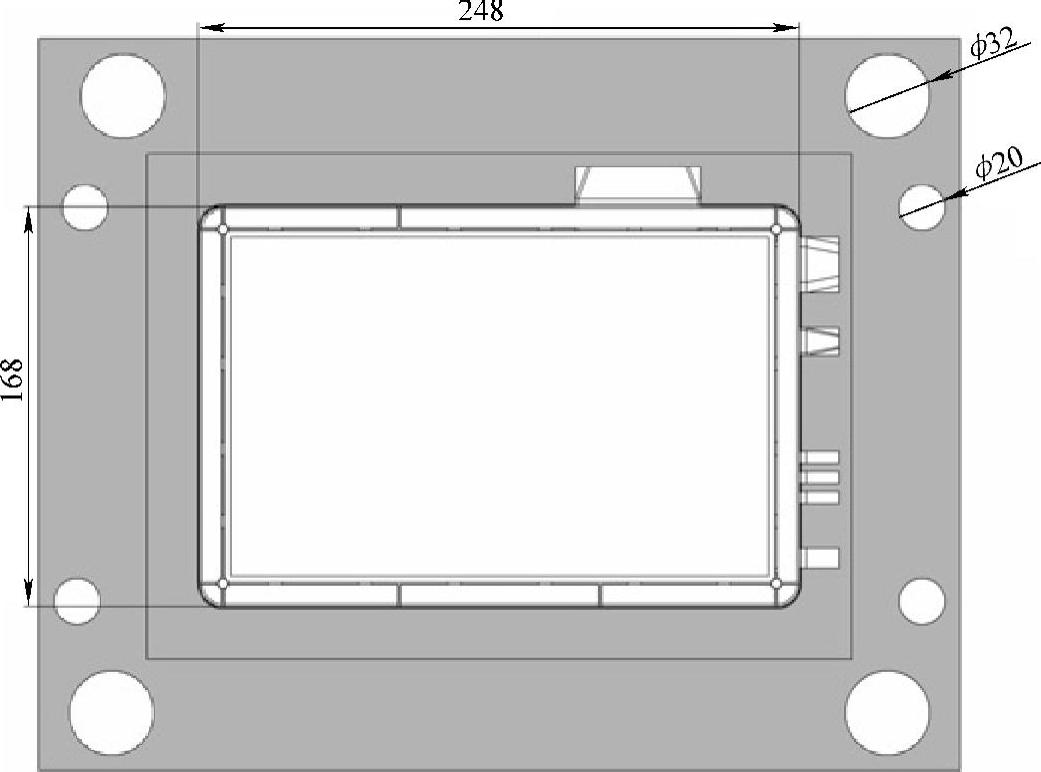
图12.8 型腔周围的支承区域
型腔固定板的受力面积约为

对于给定的200t夹紧力,这一作用面积使型腔周围板所受到的压缩应力为

对应的应变为

设定高度为12mm,则型腔沿高度方向的变形量为
δmold=εL=1.4×10-4×12mm=0.002mm
由于模具夹紧力引起的型腔高度方向形变很小。另外,在成型过程中,熔体压力作用在型腔内表面,它将抵消模具夹紧力。因此,在成型过程中,型腔高度方向的变形不需要进一步考虑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。