



为验证所描述的收缩分析,使用商业化注射成型模拟软件(Moldflow MPI 5.1)对笔记本电脑框架进行了数值模拟。为了进行模拟,使用了pvT材料模型和基于收缩试验进行收缩观察的专门的收缩模型。因为所需的收缩试验对于Cycolac MG47是不合理的,所以数值模拟以Cycolac 570代替。
模拟预测的收缩率如图10.8所示,假设取推荐范围内的中间熔体温度、中间冷却温度、66MPa常数保压和20s冷却时间。结果表明沿型腔的收缩变化很大。薄壁区域在高压下冷却,收缩率很低(0.3%等级)。零件大部分区域收缩率适中(0.6%左右),比之前人工分析所估计的收缩大0.31%。
在接近填充结束时收缩率估计在1%以上。填充结束时的高收缩率是由于接近浇口的材料冻结并阻止了后边流动聚合物熔体的进入导致的。结果表明了模具设计者和最终使用者的一个明显的困惑:应该使用什么收缩值?如果使用0.6%的收缩,那么零件的宽度可能超出规格范围,由于沿顶端和低端都有过量的不清楚的收缩。
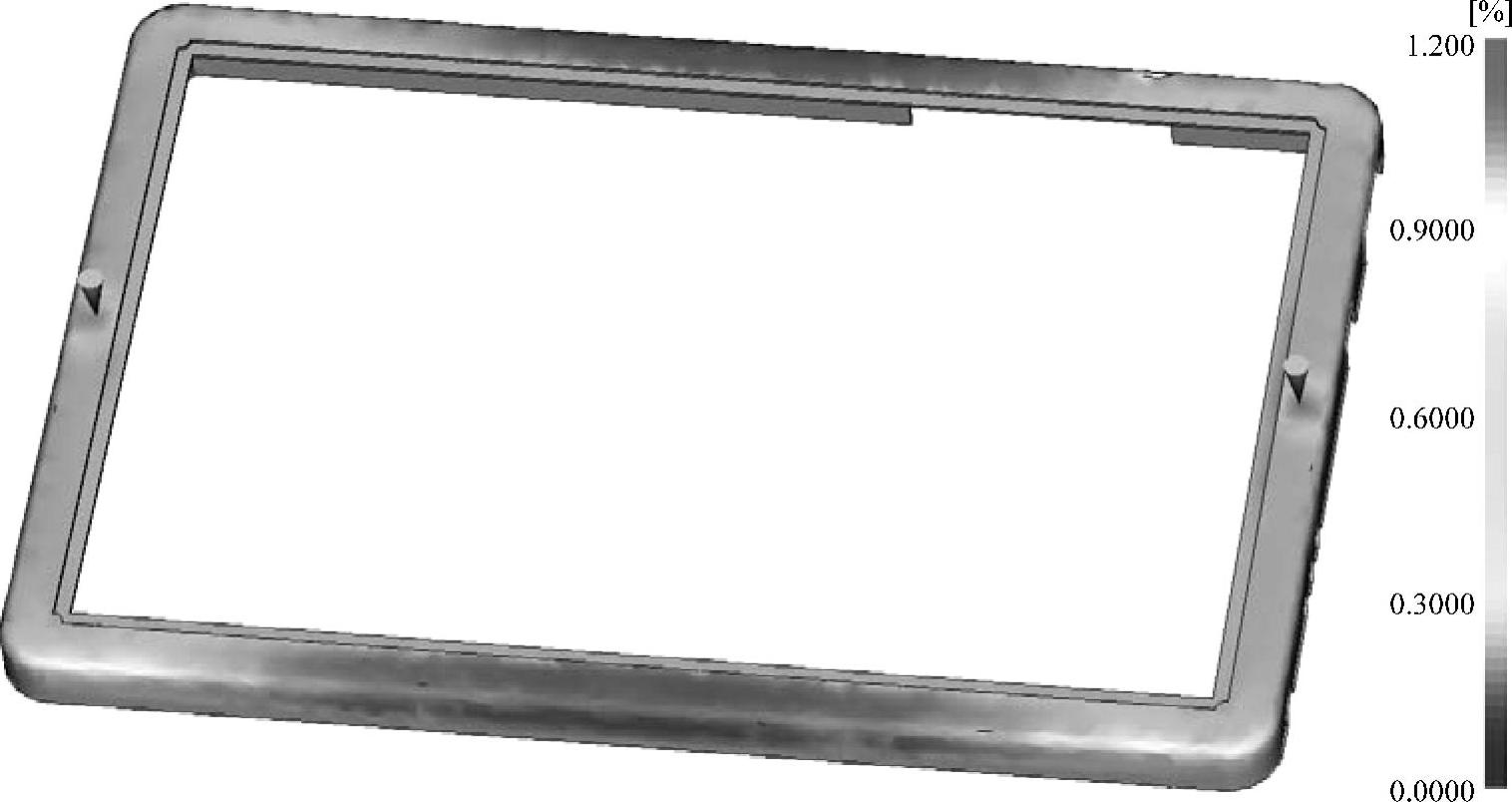
图10.8 ABS成型的电脑框架的收缩率(https://www.xing528.com)
如果收缩不一致,模具设计者可以采用几种不同的策略。一种是应用日益普遍的方法,需要结合计算机模拟和CNC机,使模具设计者在模具不同的部分使用不同的收缩值。对于图10.8所示的笔记本电脑框架,模具操作者可以选择左右两边为0.6%的收缩值,上下边1%的收缩值。在此例中,此策略相对容易应用,且具有紧密连接的表面,但是应用不一致的收缩值会很复杂且风险大。
获得紧密配合公差的一个更普遍的方法是应用多浇口,以确保型腔中的收缩一致。通过增加笔记本电脑框架浇口的数量(从2增加到4),如图10.9所示,型腔中的保压和收缩更加一致。在此例中,额外的两个浇口将顶端中心处的最大收缩1.1%减小到了边角处的0.9%。而且,型腔中的平均收缩从双浇口模具设计的0.6%减小到四浇口模具设计的0.5%。
在许多情况下,不被采纳的不一致收缩直到模具设计、制造和测试后才得以确认。在一些情况下,增加额外的流道和浇口会相对地简单便宜。但在其他情况下,额外的两个浇口可能会很昂贵。例如,从原来的两个直流道修正为四个H形或X形流道可能需要购买新的歧管、额外的至模具A边的型芯和重新排布冷却通道。在这些情况下,模具设计者和模具使用者会通过调节工艺参数和改变材料来改善收缩行为。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。