



聚合物熔体在型腔中的填充、保压和冷却是在一定范围的熔体压力和温度下进行的。同时,型腔中聚合物熔体的比体积会发生相应的改变。图10.3描述了熔体压力、温度和比体积在成型循环中的变化过程。
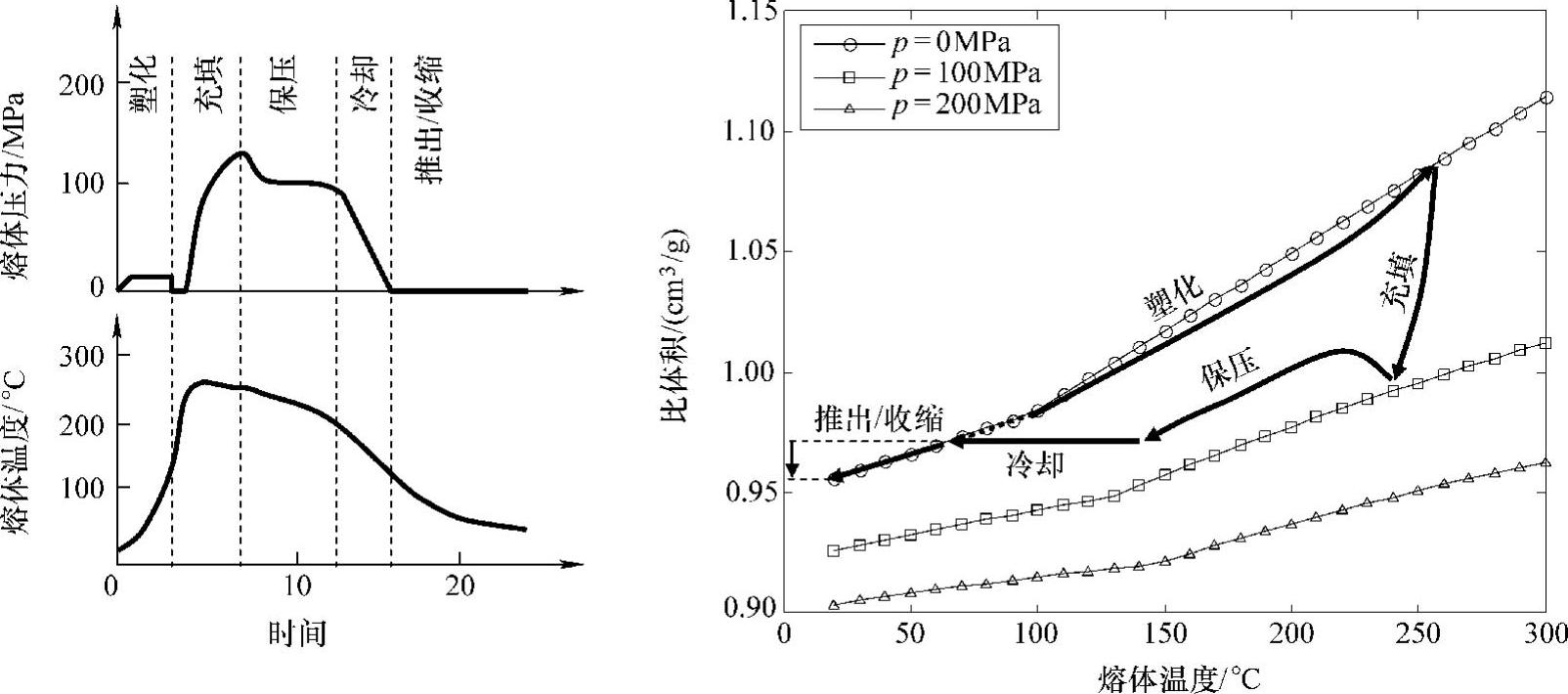
图10.3 ABS材料在成型过程中的pvT循环
图10.3说明,在塑化期间,熔体温度升高和比体积增大。在填充期间,熔体温度几乎为常数,但是熔体压力增加会导致比体积的减小。在保压过程中,材料伴随压力和温度的降低而冷却,导致比体积的进一步减小。在保压阶段过后,不再有额外的材料压进型腔,熔体压力随熔体冷却而降低,因此导致比体积增大。在冷却阶段开模,所有的残留压力得到了释放。然后推出零件,冷却至室温。
每个成型阶段结束时塑料比体积如图10.4中的立方体所示,立方体的体积是图10.3所示数值的4倍。每个立方体包含有不同成型阶段后的熔体温度和压力,立方体的大小表示熔体的比体积。
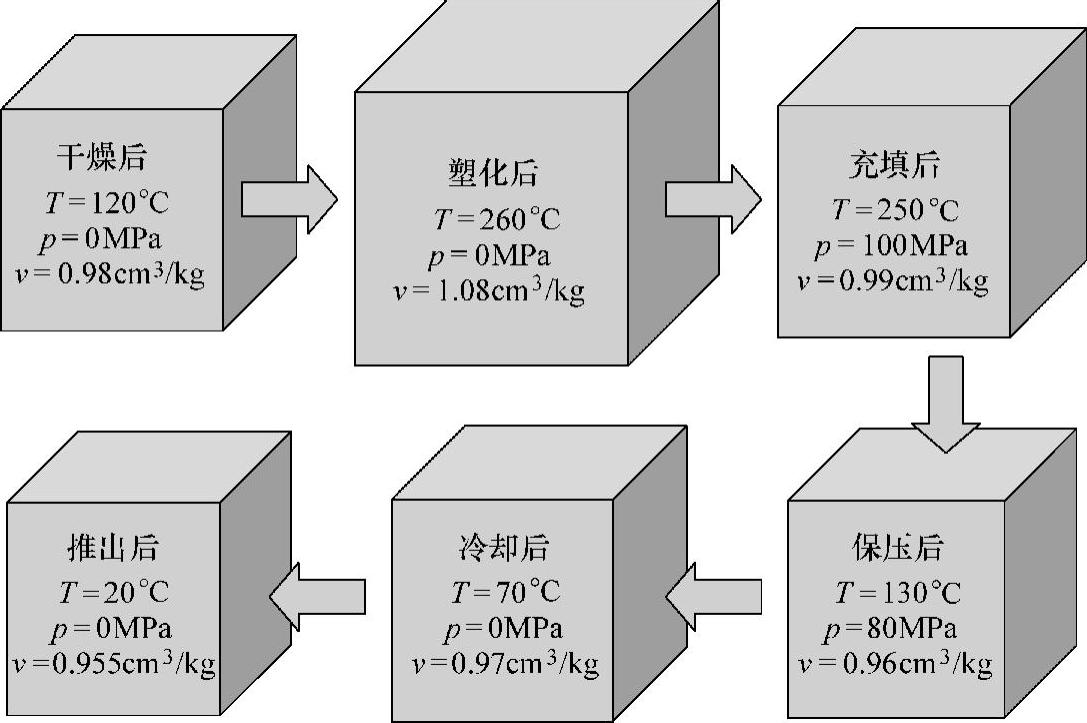
图10.4 ABS材料在成型循环中比体积的变化
图10.3和图10.4说明,冷却后的比体积为0.97cm3/kg,推出后(零件冷却至室温)的比体积为0.955cm3/kg,塑料的比体积变化为-0.015cm3/kg。此比体积的变化会直接导致注射制品的线性收缩。保压阶段后体积收缩的预估是计算体积和线性收缩的关键。
如果保压阶段后的熔体压力和温度已知,合理准确的体积收缩预估可以通过计算得到。正如之前所讨论的,型腔中的熔体压力在保压阶段预估为66MPa。型腔中的熔体温度是材料特性、模具几何形状和工艺条件的函数。如果保压时间已知,那么熔体的平均温度可以预估,正如第9章所讨论的。但是,更简单的方法是假设保压阶段后的熔体温度等于无流动熔体温度,即聚合物高黏度条件下的温度。不同材料的无流动温度可参见附录A。
比体积的变化可以计算为比体积在保压阶段后和注射制品完成加工后的比体积之差,即
Δv=v(Tno_flow,ppack)-v(Tend_use,pend_use) (10.10)
比体积的比率rv计算为

例:计算由ABS制造的电脑框架的绝对和相对比体积变化。(https://www.xing528.com)
保压压力假设为66MPa。保压阶段后的熔体温度假设等于转变温度132℃即405K。
ABS在保压下的转变温度为
Tt(p)=(370.6+2.3×10-7×66×106)K=386K=113℃
因为无流动温度405K在转变温度386K之上,应该使用熔融态的系数。保压(66MPa和405K)后的比体积可计算为
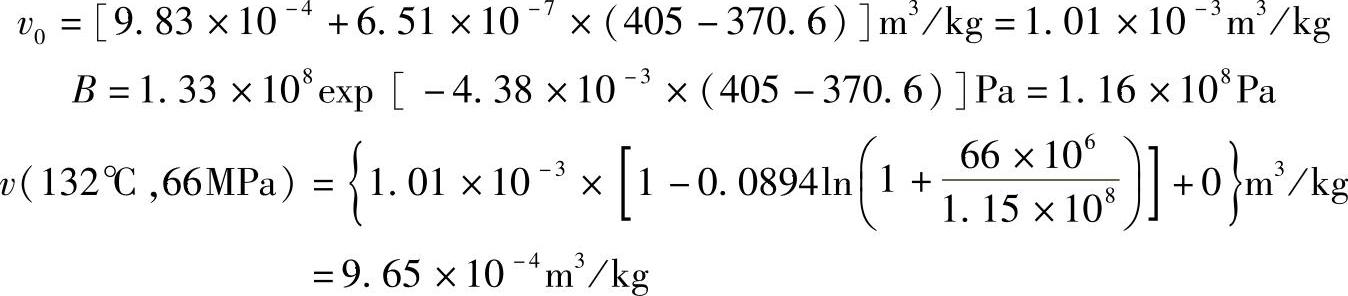
成型后,假设塑料在室温20℃下使用。使用固态下的pvT模型参数,在293K温度和0MPa压力条件下的比体积为

那么比体积的绝对变化为
Δv=(9.65×10-4-9.56×10-4)m3/kg=0.09×10-4m3/kg
最后,比体积变化率为

体积收缩的相对改变为1%。线性收缩会明显减小,这正是以下要讲的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。