



有两种普遍的情况,可忽视来自制品一边的热流。其一是图9.24所示的细长型芯单独依靠细长销轴线下的导热从模具内部传热。因为销非常细长,沿销的长度方向下端有很少的传热。因此,主要的传热转到型腔镶件的冷却通道中。
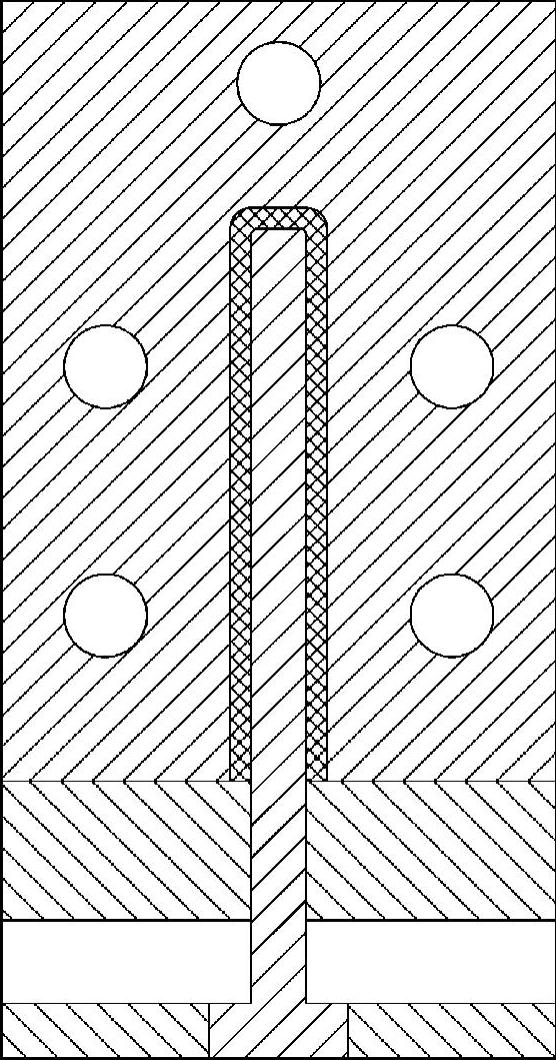
图9.24 导热销
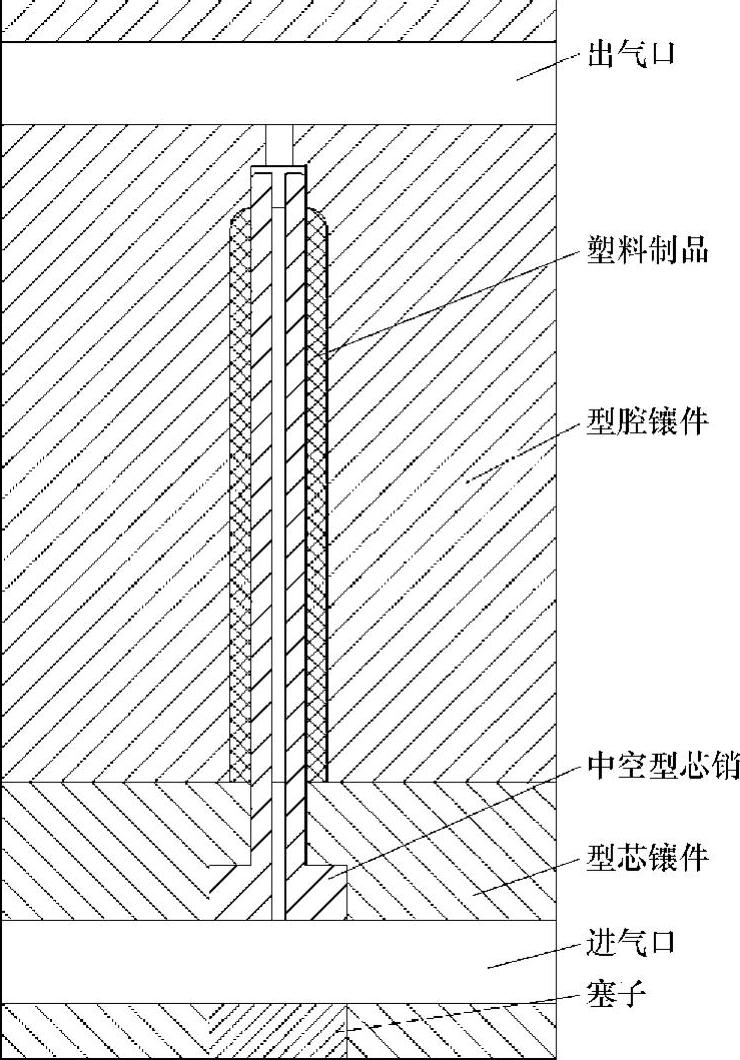
图9.25 与型腔联锁的细长型芯
图9.26所示为具有细长型芯销的模具中的热通量。由图可知围绕型芯销从中心线处到冷却介质底部有相当大的传热。但是,销的横截面面积太小,以至于在销表面热辐射占了主导。换句话说,同型芯接触的热塑性流体必须通过塑料至金属和型腔镶件的冷却通道来传递主要的热量。
关于这些细长型芯的冷却,模具设计者应该明白,由于冷却介质的有限传热,必须延长冷却时间。可通过假设型芯中没有传热而容易地分析出更差的方案。此方案的热通量情况如图9.27所示。因为所有的热量必须通过模具的一边传递,正如塑料熔体两层都在彼此上部,其热行为是相同的。此双层厚度是有效的,因为温度分布呈中心线对称,因此没有相关的热通量。
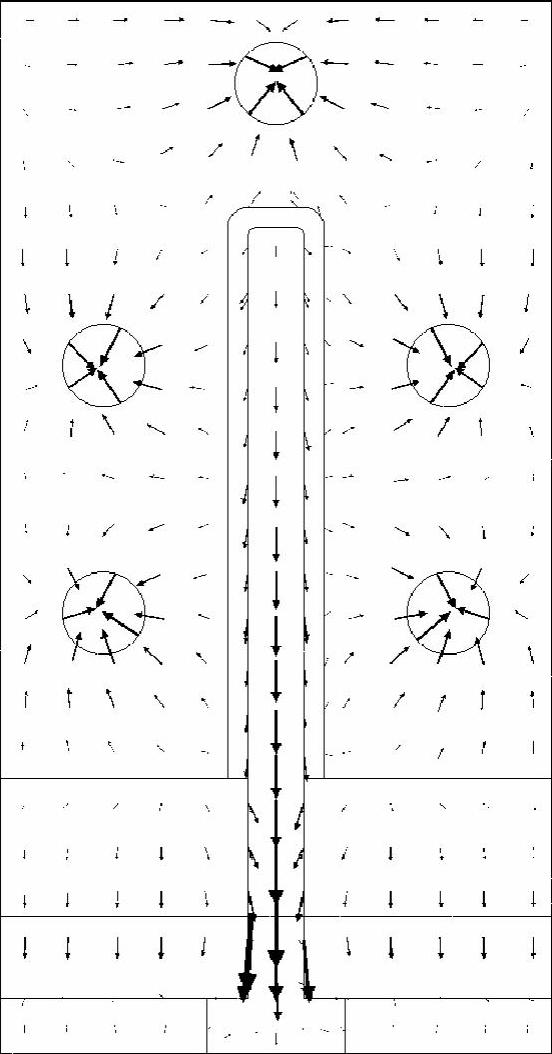
图9.26 具有细长型芯销的模具中的热通量
为了计算热流一边的冷却通道,可通过用式(9.5)、式(9.6)和式(9.8)替代两倍的模具厚度变量h。结果是任何单边冷却的模具同两边冷却的模具相比,冷却时间会有四倍的增加。(https://www.xing528.com)
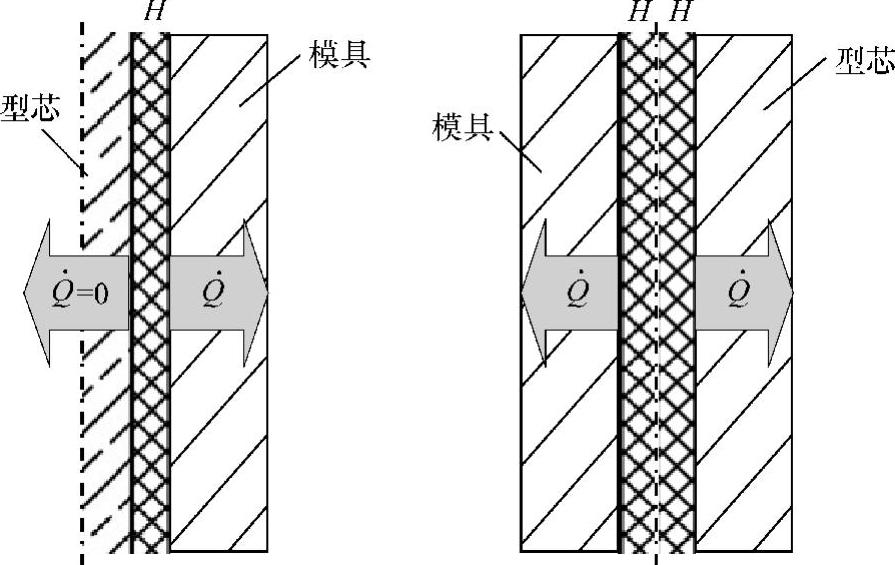
图9.27 更差的热通量情况
例:估算应用二次成型的冷却时间,模具有3mm厚的ABS层和2mm厚的PC层。
PC层作为绝热层,ABS会有一边热流。冷却时间计算为

延长冷却时间是不经济的,因为循环时间通常会用于ABS和更薄的PC层的成型。为了更经济一些,最好二次成型较薄的层。那么第二次成型PC层的冷却时间近似为

其比3mm厚的ABS层少了18.9s的冷却时间。因此,二次成型工艺中,在ABS上成型薄PC层就不需要额外的冷却时间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。