



冷却通道直径、深度和间距确定后,冷却通道可以贯穿整个模具。此贯穿线路非常重要,因为其不仅影响成本和制件的质量,而且会限制推杆和推出螺栓等其他模具部件的位置。总体上说,模具设计需要在冷却通道表面和其他模具部件表面提供至少一半冷却直径的距离。这就需要保持模具结构集中,且使得在操作过程中因腐蚀而造成的冷却介质泄漏最小。图9.8中的阴影部分表明了模具中可能存在冷却通道的位置,冷却通道可设置在其中。
图9.8中的阴影部分占据了模具的一大部分,冷却通道的位置进一步由型腔、型腔镶件、型芯镶件、推出回退销、导向销、浇口套和其他模具部件所限制。之前对杯子、杯盖模具的分析说明冷却系统设计使用了:
•冷却通道直径6.35mm。
•冷却通道深度12.7mm。
•冷却通道间距25.4mm。
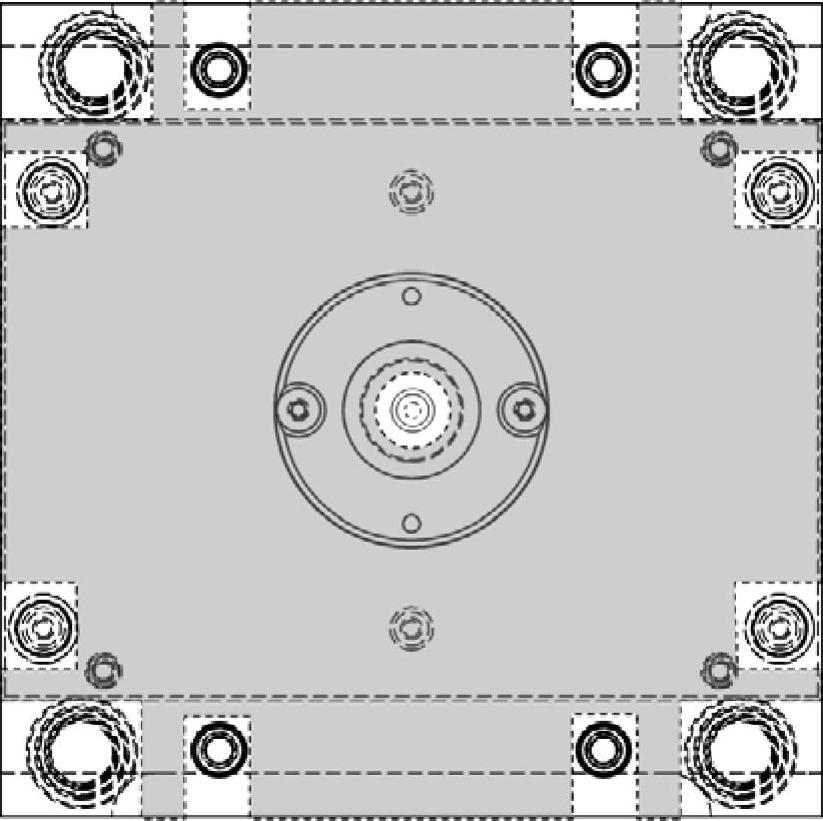
图9.8 可设置冷却通道的位置
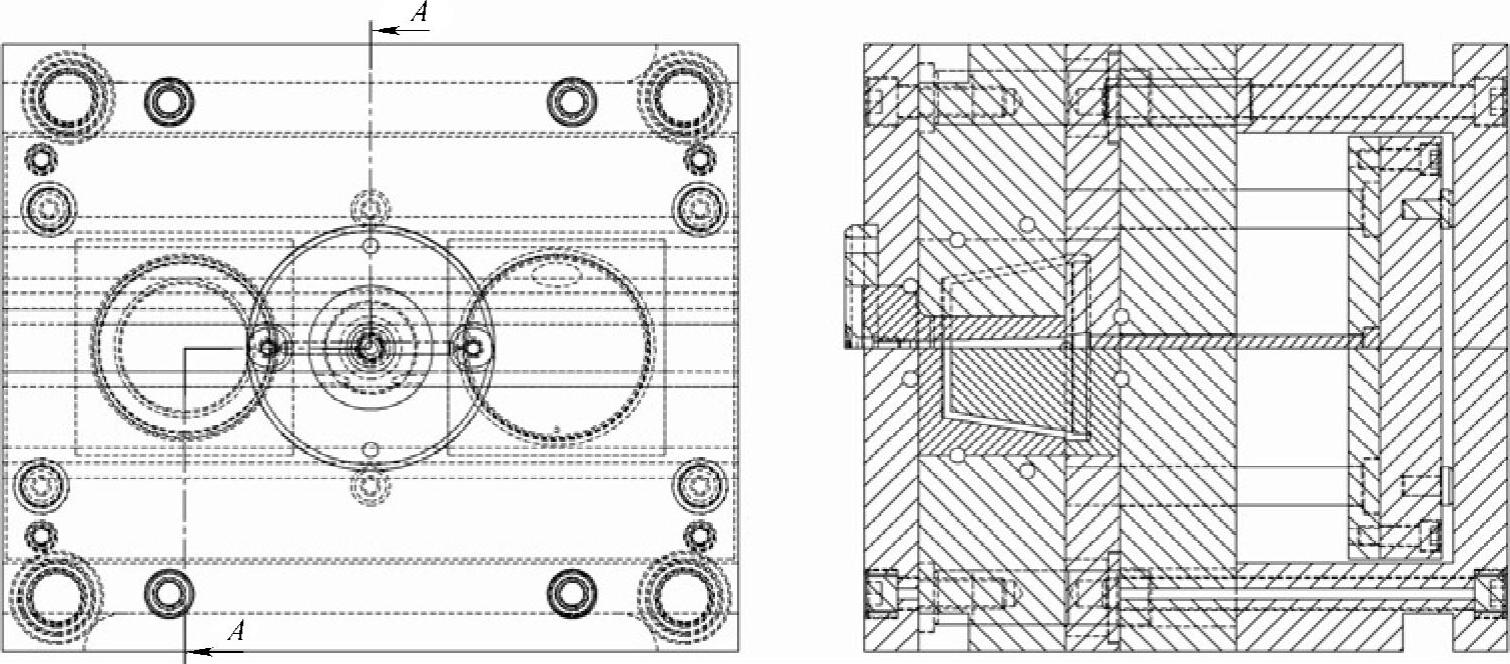
其设计实际上需要根据这些推荐值进行,如图9.9所示。这初始的设计是不可行的,原因有许多。设计中最大的缺陷或许是许多冷却通道会同关键模具特征如浇口套或型腔镶件与模板之间的接触面产生交叉干涉。解决此问题有两个不同的策略。一种方法是扩大型腔镶件、型芯镶件和相关模板以在型腔镶件和型芯中设置冷却通道。因为这需要重新设计模具、采购更大的模架和进行更多的加工而会提升成本。然而,这种设计可经济地提供快速均匀的冷却。
 (https://www.xing528.com)
(https://www.xing528.com)
图9.9 不可行的初始冷却通道排布
一种可代替的方法是:将冷却通道移至离型腔更远处,而保持相同的冷却通道间距与深度比。设计结果如图9.10所示。这个设计需要更少的冷却通道,避免了同模具其他部件的交叉干涉。而此设计提供的冷却效果很普通甚至稍低。其主要优点是所有的冷却通道都不仅是直的,而且每一条冷却通道穿过单独的模板。因此,冷却通道可以单独加工,不需要任何密封或垫圈。然而,冷却通道的位置远离型腔,这会减小传热速率,并需要更长的循环周期。
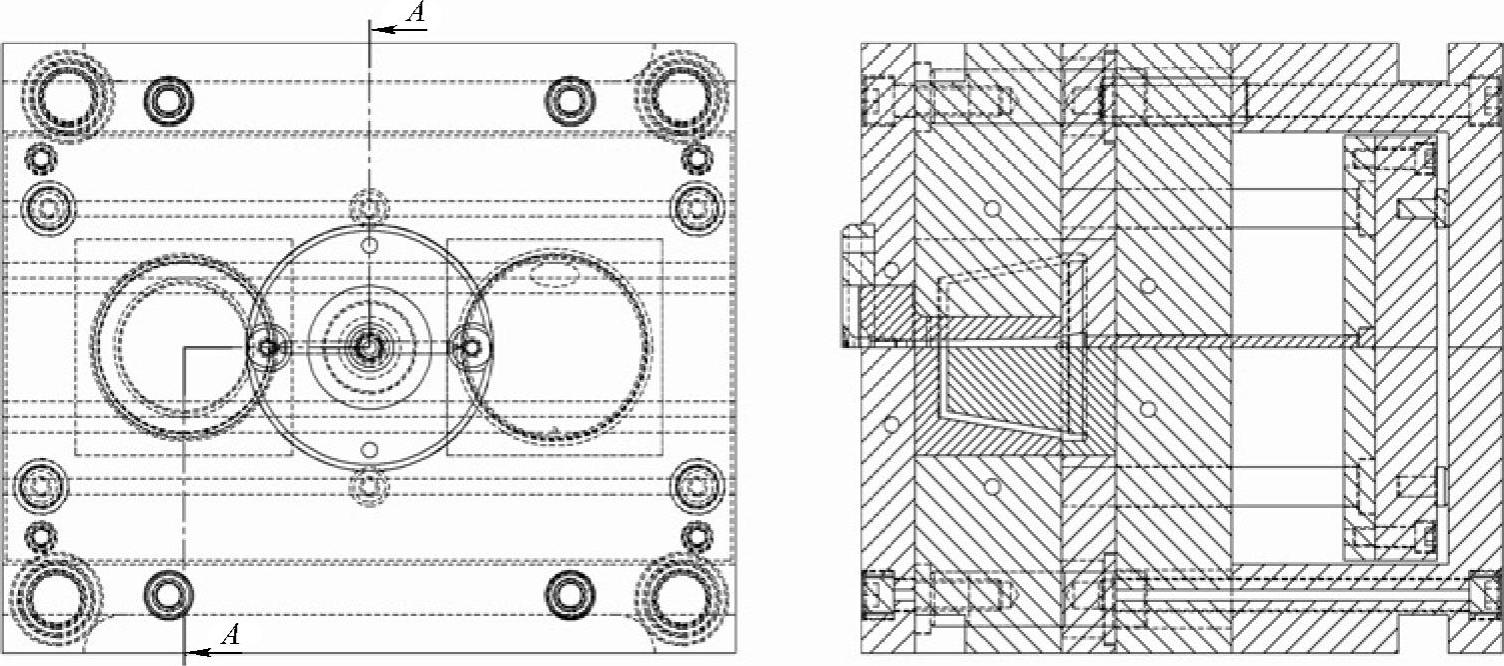
图9.10 可行但效果不好的冷却通道排布
这种冷却通道排布还有第二个缺点。因为使用直的冷却通道,其距离型芯有相当的距离。冷却源在型芯底端,而塑料热源则在型芯前端。因此,在冷却过程中,贯穿注射制品会有显著的温度改变。在成型周期最后,对杯制件所预测的温度分布可如图9.11所示,每条线显示2℃的温度改变。
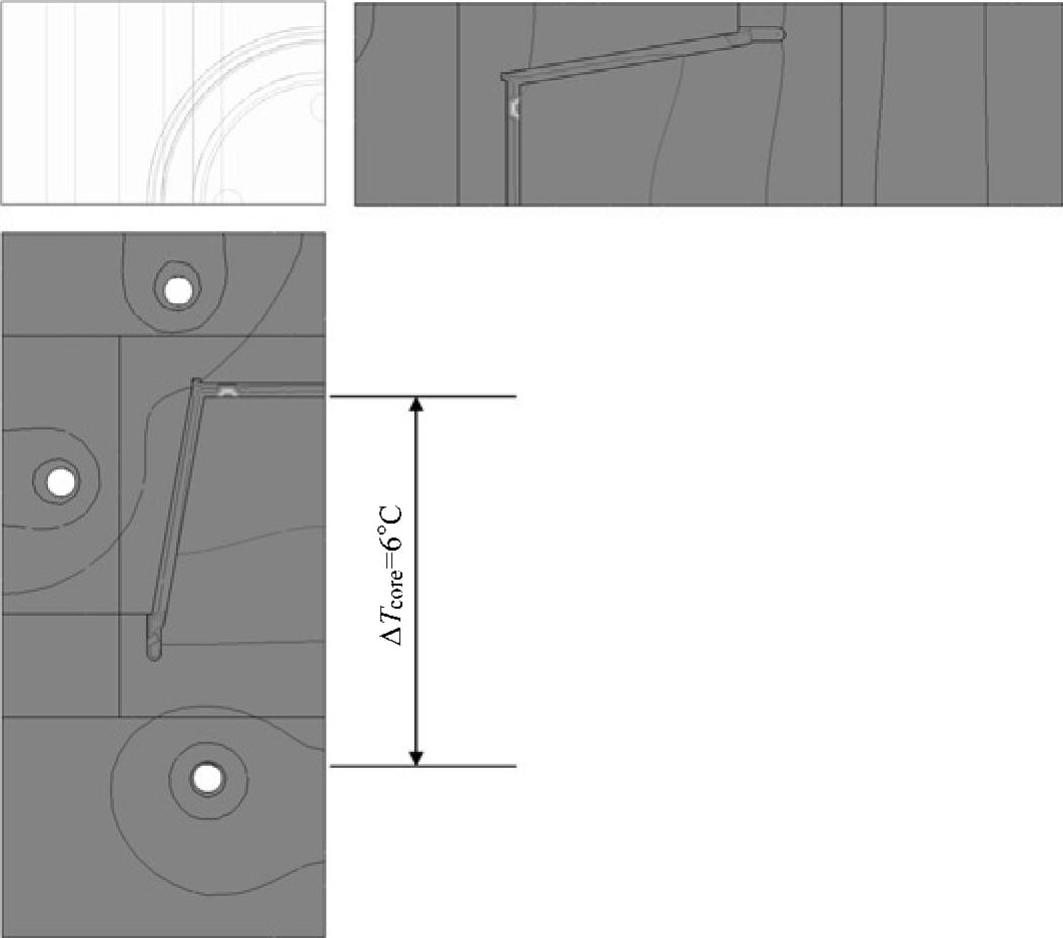
图9.11 较差设计的温度梯度
由于相对的深层结构,从型芯底端到型芯前端存在6℃的温度梯度。图9.11中的温度梯度会造成沿杯轴和注射制品壁厚产生不均匀收缩。原因是型芯顶部的温度不仅比型芯底端高6℃,也比型腔表面温度高6℃。修正这种情况有三种选择,包括使用高热导率的型芯、使用折流板或扩散器及设计冷却镶件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。