



【摘要】:由于这个原因,没有必要计算流道系统每一部分的冷却时间和每一模具型腔的厚度。表6.3 估算冷却时间的方程例:验证杯体和杯盖的多腔流道系统设计不会延长循环时间。假定材料是ABS,熔体温度、冷却液温度和推出温度分别是239℃、60℃和96.7℃。成型循环的冷却时间是由3mm杯体的冷却时间或直径为5.4mm主流道的冷却时间决定的。
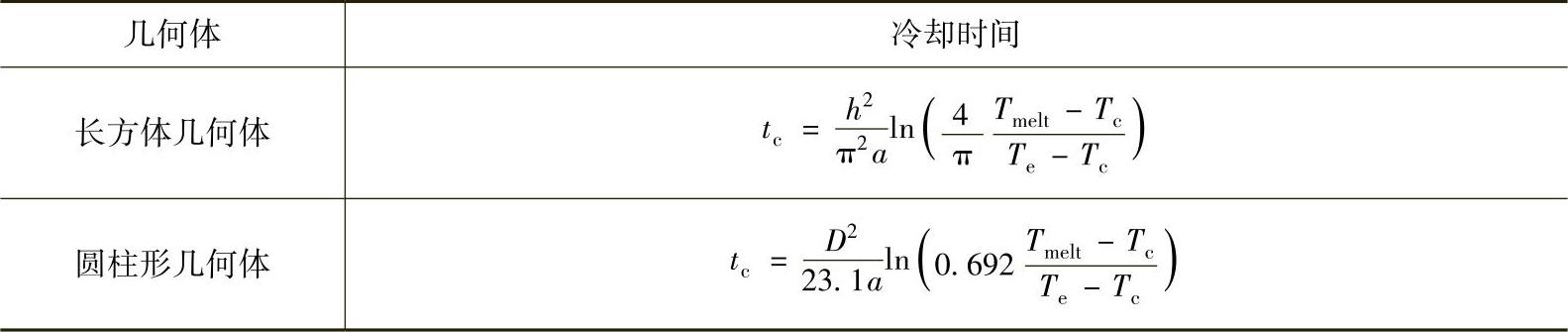
对于冷流道模具设计,模具设计者应该估算冷流道凝固需要的时间和型腔凝固需要的时间。第9章中讨论了通过一维传热分析来估算凝固时间。表6.3给出了长方体和圆柱形几何体的冷却时间方程,其中h是型腔壁厚;D是流道系统某一部分的直径;Te是具体的推出温度[通常取受载变形温度(DTUL)];Tc是冷却液温度;Tmelt是熔体温度。
在成型过程中,冷却时间是由冷却时间最长的一部分决定的。由于这个原因,没有必要计算流道系统每一部分的冷却时间和每一模具型腔的厚度。模具设计者能简单地检测模具型腔最厚部分的冷却时间和流道系统最大直径(通常是主流道底部直径)。如果流道系统冷却时间很大程度地超过模具型腔的冷却时间,那么为了避免延长成型循环时间,模具设计者应该重新设计流道系统。
表6.3 估算冷却时间的方程
例:验证杯体和杯盖的多腔流道系统设计不会延长循环时间。假定材料是ABS,熔体温度、冷却液温度和推出温度分别是239℃、60℃和96.7℃。(https://www.xing528.com)
成型循环的冷却时间是由3mm杯体的冷却时间或直径为5.4mm主流道的冷却时间决定的。这些时间估算为
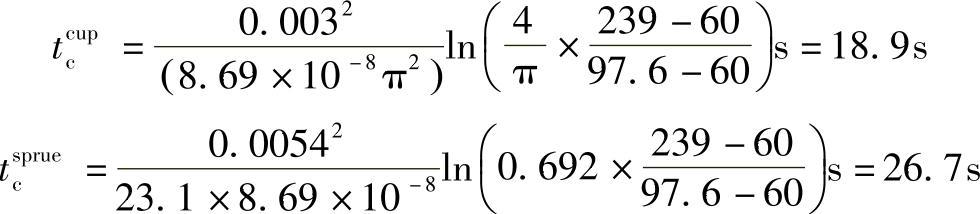
这个分析说明两个冷却时间很相近,但是主流道的凝固会延长循环时间。流道系统不需要和注射成型零件一样严格。如果模具在主流道凝固程度足够之前打开,那么流道系统很难推出,这是因为主流道已经粘到模具A侧或者因为流道系统极软。为了避免这个问题,可以减小主流道直径,即使会有较高的压力降。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。