



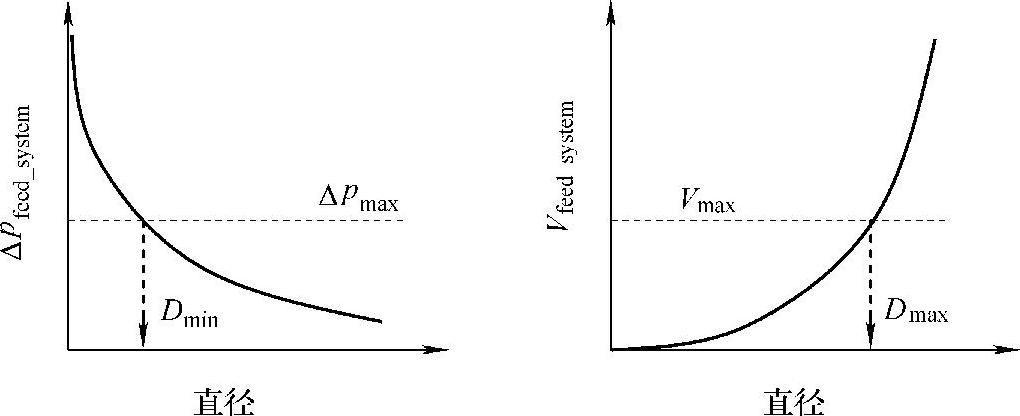
为了获得最好的流道系统设计,模具设计者应该确定流道系统的直径来使压力降和流道系统体积都最小化。流道系统的设计约束条件如图6.3所示。随着流道系统中各个部分直径的增大,压力降降低到指定的最大值以下。然而,流道系统直径的增大也会引起流道系统体积的增加,这对于冷流道和热流道来说都是不希望的。
在冷流道设计中,大尺寸的流道系统会延长循环时间,由此也带来材料的过度浪费。一些成型允许在新物料中共混回收物料。典型的回收物料的添加极限为30%,这也是对流道系统体积的限定。例如,如果成型应用有两个型腔共50cm3,那么30%的粉碎回收物料限制流道系统的体积为15cm3。
在热流道设计中,大型的流道系统会降低热流道中材料的更迭速度。更迭速度慢是不合理的,原因有两个。第一,在热流道中聚合物熔体的长时间滞留会引起材料降解,它经常引起注射成型制品的黑斑和性能下降。第二,热流道中大量的材料能阻碍成型过程中的颜色变化,这不仅是由物料更迭所需塑料熔体体积大造成的,还是由沿着流道系统壁面相关的剪切应力低造成的。物料更迭过程中的低剪切应力会使材料粘附在热流道壁面,在颜色变化过程中旧材料的移除会减少。
 (https://www.xing528.com)
(https://www.xing528.com)
图6.3 容积和压力降的耦合
很难确定热流道系统中聚合物熔体的最大体积,因为它与成型材料的类型、颜色变化的需要和合理的压力降有关。为了使材料在每一模都能更迭,热流道系统直径设计得越来越小。例如,如果成型应用有两个型腔共50cm3,每一成型周期有一次更迭的话,那么可以确定流道系统的体积为50cm3。如果所需压力降非常低,流道系统的容积可设计为100cm3甚至200cm3,将不可避免地出现降解和颜色变化问题。然而,应该注意的是,与安全设计的钢制冷流道系统不同,热流道系统直径的减小将极大地提高成本。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。