



锁模力通常以t或kN作为单位。锁模力是在操作过程中用来锁紧模具所需的力。锁模力Fclamp为熔体压力在模具型腔投影面积上的积分,即

式中,p(A)是模具分型面上的熔体压力;θ(A)是垂直于模具分型面的方向与模具启闭方向之间的夹角。注意是模具型腔投影面积而不是总面积,因为作用于侧壁上的压力在模具启闭方向上的分量几乎为零。
通常,最大锁模力发生在填充阶段末段,此时填充压力达到峰值,或者在保压阶段开始时,此时保压压力对整个模具型腔加压。在实际成型过程中,很难辨别最大锁模力是由填充压力还是由保压压力导致的。
沿着笔记本电脑边框平铺模型方向的型腔压力分布如图5.14所示。左图表示在型腔内,压力从浇口处的100MPa线性降低到填充末段的0MPa。施加到型腔内的平均压力为50MPa。平铺图的宽度约为20mm,其投影长度(参考图5.12)约为12mm。因此在填充末段所需的锁模力为
Fclamp=50×0.2×0.012×1000kN=120kN=12.2tf (5.27)
在保压过程中,压力会稍降低,但是型腔内的压力更均匀。通常,保压压力是填充压力的50%~90%。如5.14右图所示,平均型腔压力约为75MPa,该压力对应保压开始时所需的锁模力为
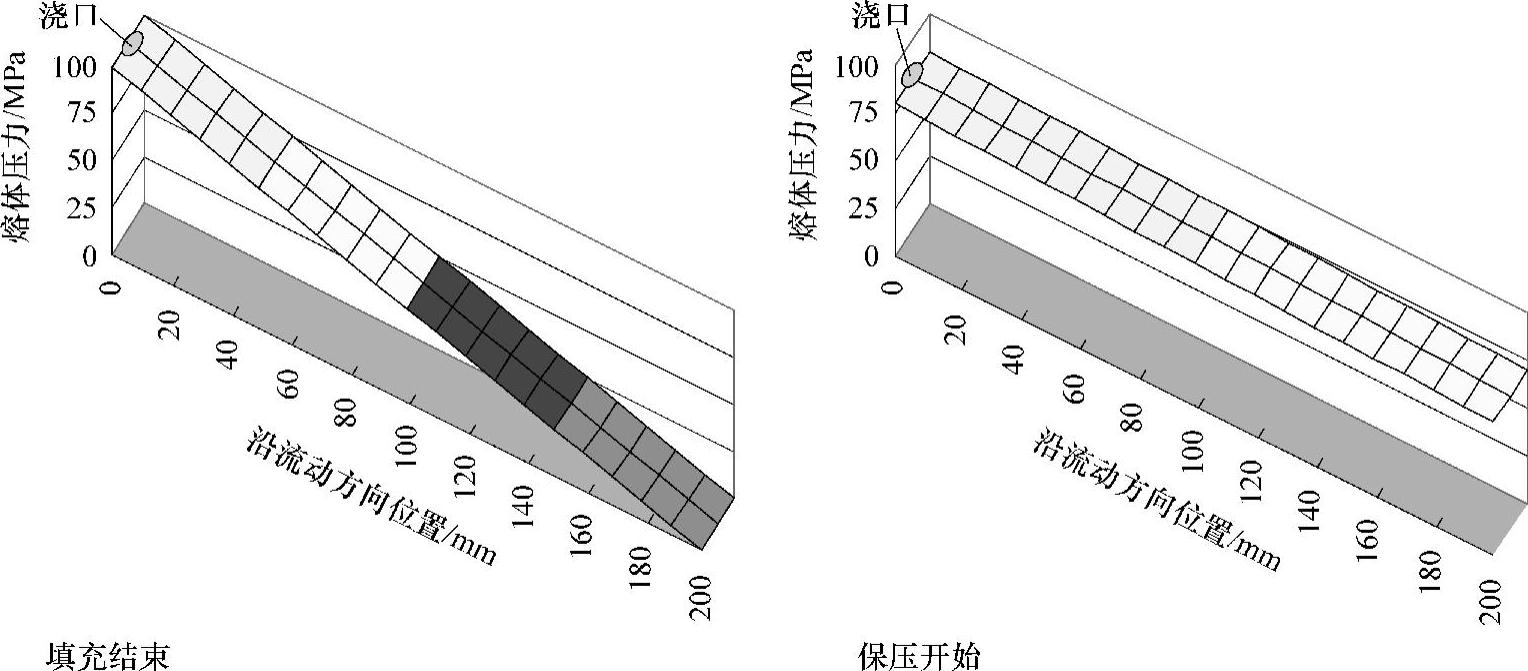
图5.14 填充和保压阶段的型腔压力
Fclamp=75×0.2×0.012×1000kN=180kN=18.3tf (5.28)
分析表明该例中最大锁模力发生在保压开始阶段,此时型腔内熔体压力平衡。因为保压压力依赖于成型工艺和理想收缩率,因此在模具制造和成型前保压压力的精确值是不确定的。由于这个原因,保守的方法是假定型腔内每一处都存在填充压力。然后,锁模力可以通过下式进行预测(https://www.xing528.com)
Fclamp=PcavityAcavity_projected (5.29)
式中,Pcavity是假定的型腔内平均压力;Acavity_projected是型腔的投影面积。
如果填充分析可以得到一个合理的填充压力,那么可以利用这个值来预测锁模力。然而,一些成型应用的填充压力可能非常低并且引起过度收缩。一般的,为了避免这种情况,工艺工程师通常使用50MPa左右的保压压力。模具设计者应该向工艺工程师核实预期的型腔压力或者假定最小型腔压力为50MPa。
例:预测笔记本电脑边框成型需要的最大锁模力。笔记本电脑边框壁厚1.36mm,设计熔体压力为100MPa。型腔投影面积为9724mm2。如果假设整个模具型腔都是这个压力,则估算的锁模力为
Fclamp=100×106×9724×10-6N=972400N=99tf
为了验证前述三个部分的分析,建立了壁厚为1.36mm的笔记本电脑边框模型。两个浇口位于左侧面和右侧面的中心。在熔体温度为239℃,模具温度为60℃,填充时间为0.25s,对应速度为0.8m/s的情况下,对ABS(CycolacMG47)进行模拟(Moldflow5.1)。
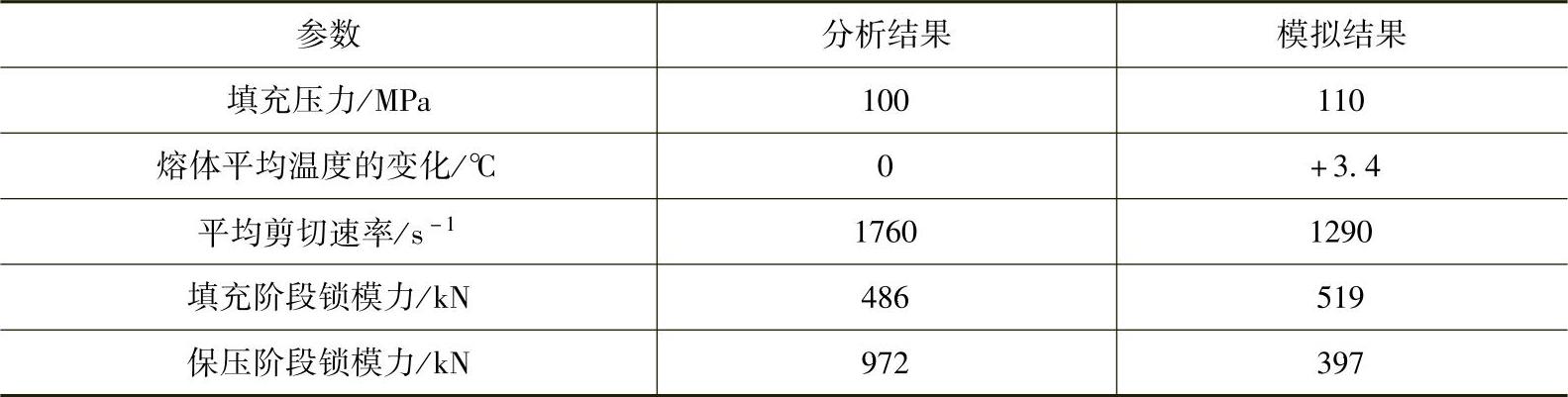
分析结果和数值模拟结果的比较见表5.1。模拟预测压力为110MPa,与此对应的填充压力是100MPa。由于模拟考虑了固体层的发展和筋板的填充,因此其预测压力更高。模拟预测平均熔体温度有3.4℃的增幅,这证实了分析推导得到的熔体速度预测较好。在填充阶段,分析和商业软件模拟得到的锁模力很接近。在填充阶段模拟预测出的锁模力高出7%,它与填充阶段预测出的熔体压力高出10%的结果相一致。然而,在保压阶段预测出的锁模力变化很大。先前的分析假定注射压力充满整个型腔。这个假设是保守的,因此预测出一个高的锁模力。与之相比,模拟能对型腔内熔体的固化和随之引起的压力衰减进行建模。正是由于这个原因,在进入保压阶段1.2s时,模拟预测出较低的锁模力397kN。这个锁模力可能在这个时刻出现,但并不代表着出现在保压阶段的初始时刻的锁模力峰值,或者是到保压切换位置时注射成型机控制器速度过冲所需的锁模力。
表5.1 分析结果和数值模拟结果的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。