



【摘要】:模具底板的尺寸主要由型腔分布方式来决定。图4.21 有效分型面区域当给定了型腔的分布和几何外形后,设计者就可以选取模具底板的可行长度和宽度尺寸。边长为200~1000mm的标准模具均可选,可选范围很广。在确定了模具底板后,图4.22中A板、B板、S板的高度以及推出距离E也需要确定。虽然支承板(S板)的高度能被赋予不同的尺寸,但通常是模具供应商在A板、B板高度的基础上确定的。
模具底板的尺寸主要由型腔分布方式来决定。但是,型腔的布置与其他模具元件(如导柱、导套等)之间的潜在冲突以及型腔支承系统(如冷却管道、推杆、支承柱等)与其他模具元件(如导柱、导套等)之间潜在的冲突,使模具底板的尺寸经常比最初设计的尺寸大。
图4.21中阴影部分代表的是分型面的有效面积,型芯和型腔也位于阴影之内,复位杆位于阴影区域的左、右侧,导柱和内六角圆柱头螺钉位于阴影区域的上方。型腔与周围的模具元件之间的间隙至少要等于模具元件直径的一半,以避免模具在操作时产生过大的应力。
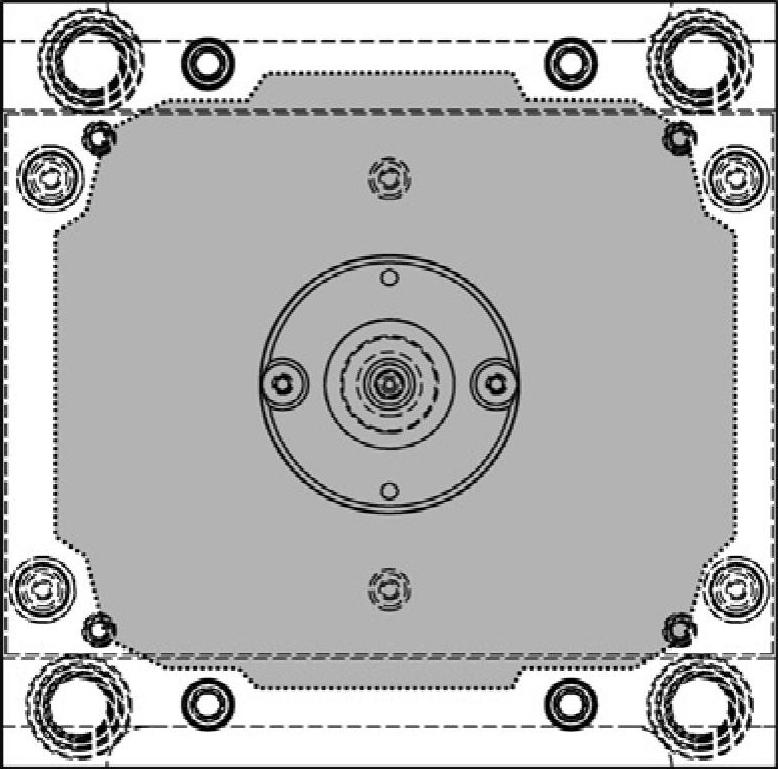
图4.21 有效分型面区域
当给定了型腔的分布和几何外形后,设计者就可以选取模具底板的可行长度和宽度尺寸。边长为200~1000mm的标准模具均可选,可选范围很广。在确定了模具底板后,图4.22中A板、B板、S板的高度以及推出距离E也需要确定。总高度是两块夹紧板的底面到顶面的距离。(https://www.xing528.com)
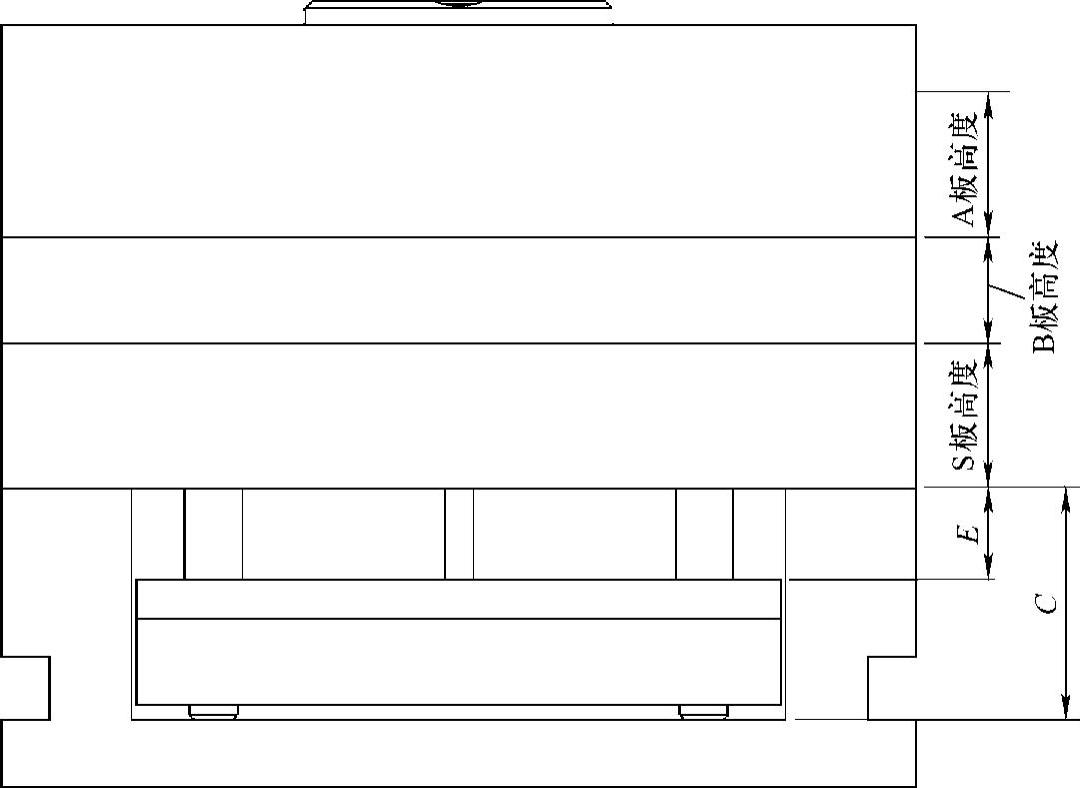
图4.22 需要确定的高度尺寸
在模具底板的确定过程中,A板、B板的高度如前所述应该和型腔、型芯的高度相匹配。虽然支承板(S板)的高度能被赋予不同的尺寸,但通常是模具供应商在A板、B板高度的基础上确定的。推板的行程是用来推出制品的,通常推板的行程与制品的深度一样。推板的行程、推板的高度、尺寸C都是由模具供应商来确定的。
在确定了模具底板后,设计者就该确定浇口的口径了,浇口在图4.22中未表达出来。由于浇口套是直接放置或加工出来的,或者改变注射成型机的喷嘴来与浇口配合,因此浇口的直径就不那么重要了,这部分内容会在第6章进行介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。