



【摘要】:图2.5和图2.6提供了一些圆角和倒角的通用准则。为了保持拐角处的厚度相同,内部角的圆角半径设置为壁厚的50%。目前,基于实体的设计方案,可以很容易地在制品脱落前实现外部边缘的圆角。正如图2.6所示,一个是制品壁厚一半的斜角,另一个是内部拐角,用以进行充分缓解,从而避免与熔体流动和制品强度相关的问题。类似于圆角,应尽量设计大的斜角以便制品脱落前拐角处有良好的刚度和热传递。
在零件中设计尖角通常是为了使零件的内部体积最大化、便于组件之间的配合或使制品美观。然而,由于产品性能、模具设计和注射相关原因,注射制品应避免使用尖角:
•对于产品性能而言,尖角将导致应力集中,继而可能会导致许多(特别是脆性)材料在负载下损坏。而且,一个高的有尖角的盒子比一个矮的有圆角的盒子扭转刚度小。
•对于模具设计而言,尖角难于生产,需要使用特殊的加工流程或多个小尺寸的切削工具。
•对于成型工艺而言,尖角大大限制了热从聚合物熔体到型芯镶件(零件的内部)的传递而促进热传递到模具型腔(零件的外面)。结果往往导致制品在拐角附近沿厚度方向不均匀收缩和明显翘曲。
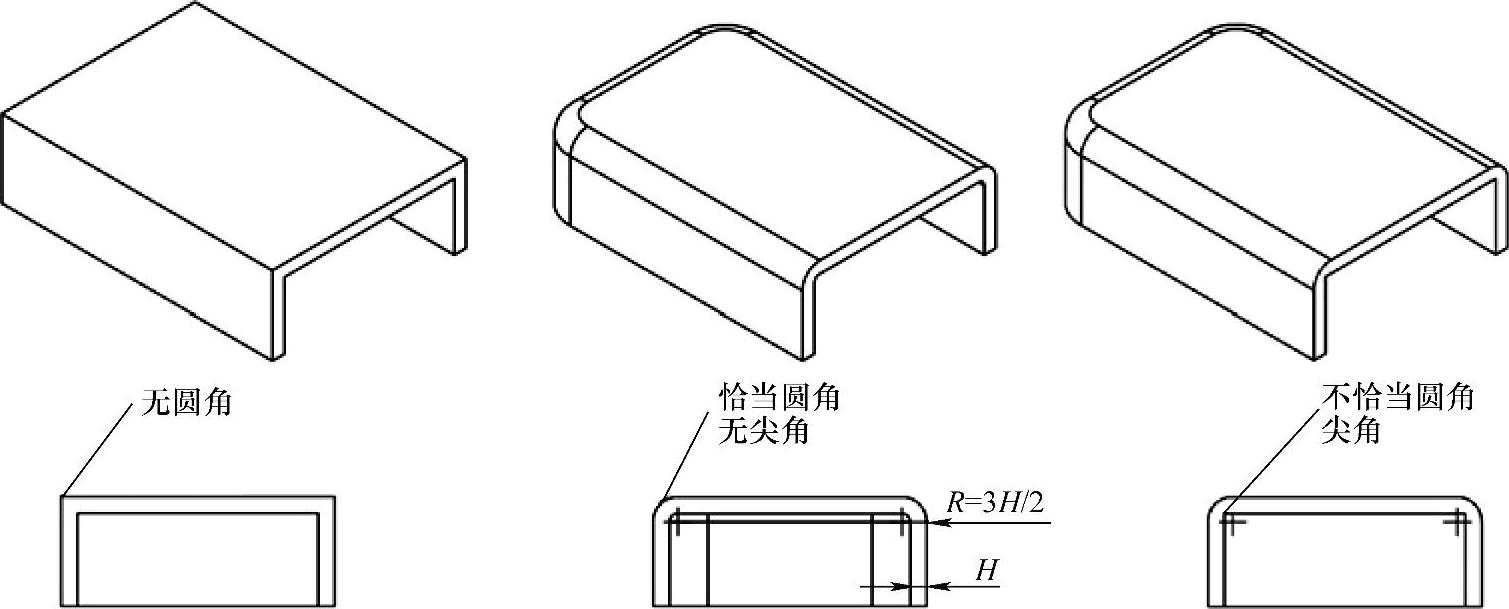
图2.5和图2.6提供了一些圆角和倒角的通用准则。如图所示,外部角的圆角半径应该是制品壁厚的150%。为了保持拐角处的厚度相同,内部角的圆角半径设置为壁厚的50%。目前,基于实体的设计方案,可以很容易地在制品脱落前实现外部边缘的圆角。这些圆角建议仅是参考。事实上,应尽可能使用更大的圆角。此外,模具设计人员应该提出与常用模具加工相适应的圆角半径,从而不需要专门的加工工具。
 (https://www.xing528.com)
(https://www.xing528.com)
图2.5 圆角的比较
倒角也常常用于打破尖角,用一个单一的斜面连接外表面,且通常是一个45°斜角。正如图2.6所示,一个是制品壁厚一半的斜角,另一个是内部拐角,用以进行充分缓解,从而避免与熔体流动和制品强度相关的问题。类似于圆角,应尽量设计大的斜角以便制品脱落前拐角处有良好的刚度和热传递。
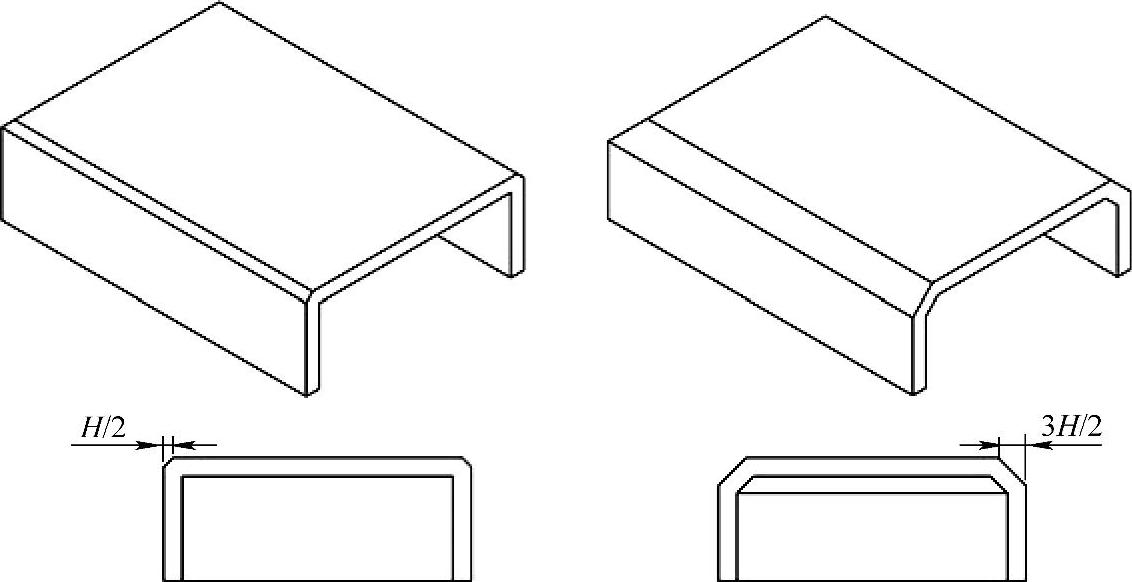
图2.6 倒角的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。