



【摘要】:由于成本和质量的原因,壁厚不均的零件应尽量避免。注射时,对于壁厚不均的零件而言,较高的温度将表现在厚壁的部分,而较低的温度将表现在薄壁的部分。这种温度的差异和与之相关联的收缩率的不同,会使具有高热膨胀系数的塑料制品产生显著的几何畸变。图2.2 壁厚的设计图2.2描述的是一个零件在厚度方面的模具设计改进过程。即便这样,任何有明显的壁厚不均的模具设计,还将会展现出较长的冷却时间和厚薄区域的不同收缩率。
由于成本和质量的原因,壁厚不均的零件应尽量避免。最根本的原因是厚壁和薄壁部分会以不同的速度冷却,较厚的部分将比较薄的部分需要更长的冷却时间。注射时,对于壁厚不均的零件而言,较高的温度将表现在厚壁的部分,而较低的温度将表现在薄壁的部分。这种温度的差异和与之相关联的收缩率的不同,会使具有高热膨胀系数的塑料制品产生显著的几何畸变。如果可能,极大的壁厚差异应当避免,因为即使延长保压和冷却时间,过大的收缩仍旧会在制品内形成内部孔隙。
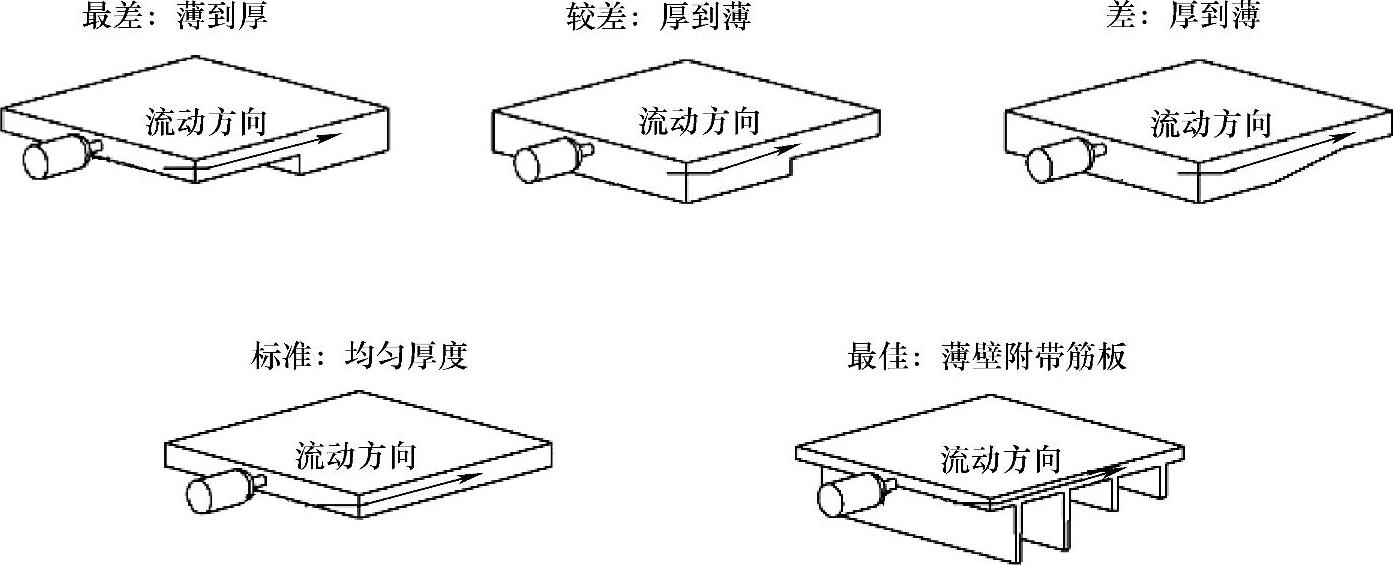
图2.2 壁厚的设计(https://www.xing528.com)
图2.2描述的是一个零件在厚度方面的模具设计改进过程。最差的制品设计如左图所示,其使熔体由薄壁区域突然过渡到厚壁区域。熔体由薄壁区域流向厚壁区域的喷射会导致制品的表面质量差,同时,薄壁区域的熔体过早地凝固将会导致厚壁区域的表面复制性和尺寸控制较差。这个设计可以通过颠倒熔体流动的方向来改善,因为熔体的流动方向颠倒后,在薄壁区域填满之前,厚壁区域不会凝固。即便这样,任何有明显的壁厚不均的模具设计,还将会展现出较长的冷却时间和厚薄区域的不同收缩率。
一种常用的方法是增加制品的公称厚度,以满足局部位置对壁厚的要求。增加制品壁厚会减少许多质量问题,但会带来过多的材料消耗和冷却时间的延长。对于这样的设计,最好是使用较薄的壁厚且在需要加强的区域添加垂直的加强筋。通过加强筋高度和密度的改变,可以改变制品的相对刚度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。