



【摘要】:图1.6所示为两板式模具的俯视图和剖视图,其中剖视图是模具沿剖面A—A切断并从箭头方向观察所得到的。在填充阶段,聚合物熔体通过浇口套上的浇口从注射成型机的喷嘴流到型腔中。模板和支柱必须设计有抗变形功能,以抵抗熔体高压。模具打开时,注射成型机推动推板前进。制品从模具上掉下来或由操作员或机器人拿走。之后,推板缩回,模具关闭,以接受下一个注射循环期间所需的熔体。图1.6 两板式模具的俯视图和剖视图
图1.6所示为两板式模具的俯视图和剖视图,其中剖视图是模具沿剖面A—A切断并从箭头方向观察所得到的。不同的组件采用不同的剖面线,以便识别。理解这些组件及它们彼此如何相互作用和整个成型过程是非常重要的。
现在考虑成型过程中模具组件的相对关系。在填充阶段,聚合物熔体通过浇口套上的浇口从注射成型机的喷嘴流到型腔中。熔体流过浇口套,进入位于分型面上的分流道。流体流遍整个分流道后通过小浇口进入型腔。熔体继续流动,直至所有的型腔被填充完全。
聚合物熔体流到型腔末端后,额外的材料在高压下被填充到型腔中,以补偿体积收缩。模板和支柱必须设计有抗变形功能,以抵抗熔体高压。保压时间的长短由浇口的尺寸和凝固时间来控制。在保压和冷却阶段,热量从聚合物熔体转移到在冷却通道内的循环冷却剂上。模具组件的热传导性以及冷却通道的大小和位置决定着传热速率和塑料冷却固化所需的时间。
制品冷却后,注射成型机的动模板被驱动,动模板上的一半(由B板、型芯嵌入支承板、推出系统和相关组件组成)与定模板上的一半(由顶部夹紧板、A板、型腔镶件和其他部件组成)分离。典型的,制品留在动模板的一半上,因为它们已经收缩抱紧在型芯上。(https://www.xing528.com)
模具打开时,注射成型机推动推板前进。推杆前进,推动制品脱离型芯。制品从模具上掉下来或由操作员或机器人拿走。之后,推板缩回,模具关闭,以接受下一个注射循环期间所需的熔体。
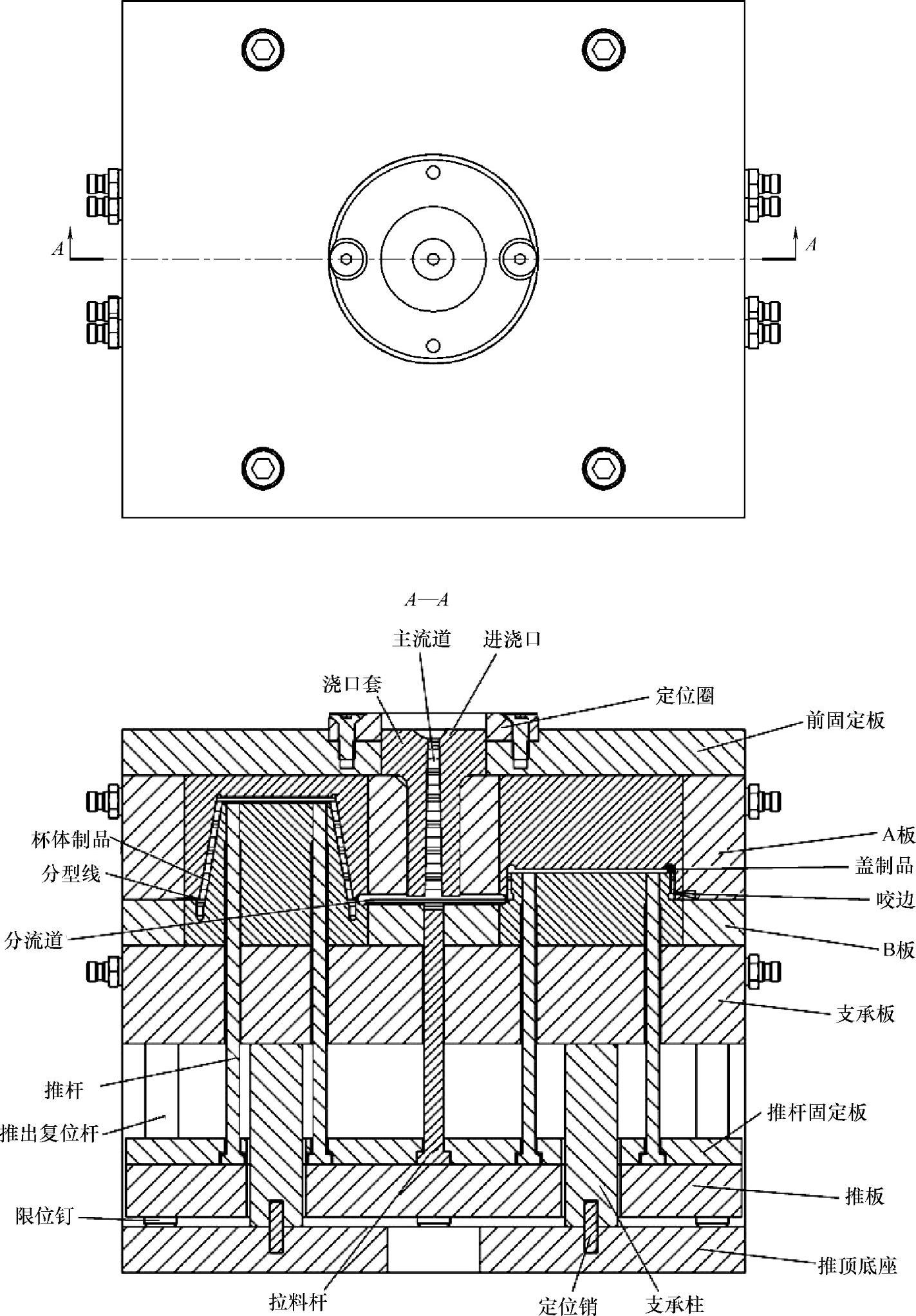
图1.6 两板式模具的俯视图和剖视图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。