



1.金属骨架
1)金属骨架材料及硬度见表6-67。材料的力学性能和化学成分应符合相应标准的规定。
表6-67 金属骨架材料及硬度(摘自GB/T 19066.3—2003)

2)金属骨架一般使用整张金属板制作,若受材料宽度限制需要拼接时,其拼接接头的数量应有所限制。拼接接头的数量见表6-68。对接切口应采用氩弧焊或电焊,对接焊缝必须打磨至与母材齐平,焊缝处不应出现夹渣、气孔等影响焊接接头质量的缺陷。
表6-68 金属骨架拼接接头数(摘自GB/T 19066.3—2003)

3)金属骨架的结构见图6-28,其结构尺寸和参数由制造厂(商)设计确定,并确保金属骨架两侧面的波峰与波谷错开1/2齿距,波齿距一致,波齿圆弧半径相等,所有齿尖应在一个平面内,骨架无明显翘曲变形。成形后的金属骨架,其任意两点的厚度偏差都应在制作骨架的板材厚度偏差的范围之内。

图6-28 金属骨架的结构(摘自GB/T 19066.3—2003)
T1—定位环厚度 p—波齿距 h—波齿深度 t—金属骨架厚度 R—波齿圆弧半径
4)定位环(包括定位耳环)厚度T1通常为T1≤t-0.5,定位环可直接与波齿部分一起加工成一整体。定位环采用碳钢材料时,其表面应进行防锈处理。
5)当垫片单边宽度较窄时,宜采用较小的波齿距,并使单边不得小于3个齿尖以保证密封性能。(https://www.xing528.com)
2.垫片复合
1)垫片用黏结剂应按有关标准规定,柔性石墨应符合JB/T 7758.2—2005《柔性石墨板 技术条件》的规定。
2)垫片复合截面图见图6-29。垫片的公称厚度T一般为2.5mm、3.0mm、4.0mm和4.5mm四种,特殊厚度的垫片可根据用户要求制作。
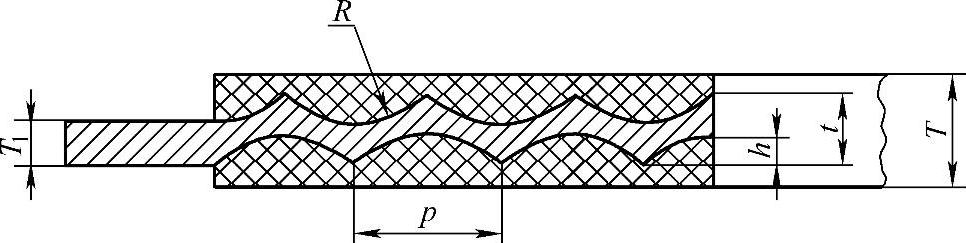
图6-29 垫片复合截面图(摘自GB/T 19066.3—2003)
3)柔性石墨与金属骨架复合后应不脱胶,附着牢固,黏接无多余飞边。垫片厚度均匀一致,表面光滑平整,不允许有影响密封性能的径向贯通划伤、压痕及凹凸不平等缺陷。
4)大规格垫片(DN≥300mm),石墨允许搭接,搭接部分的宽度为1~3mm,应采用斜口搭接,上下层搭接部分不能重叠,搭接处应光滑过渡。
3.性能
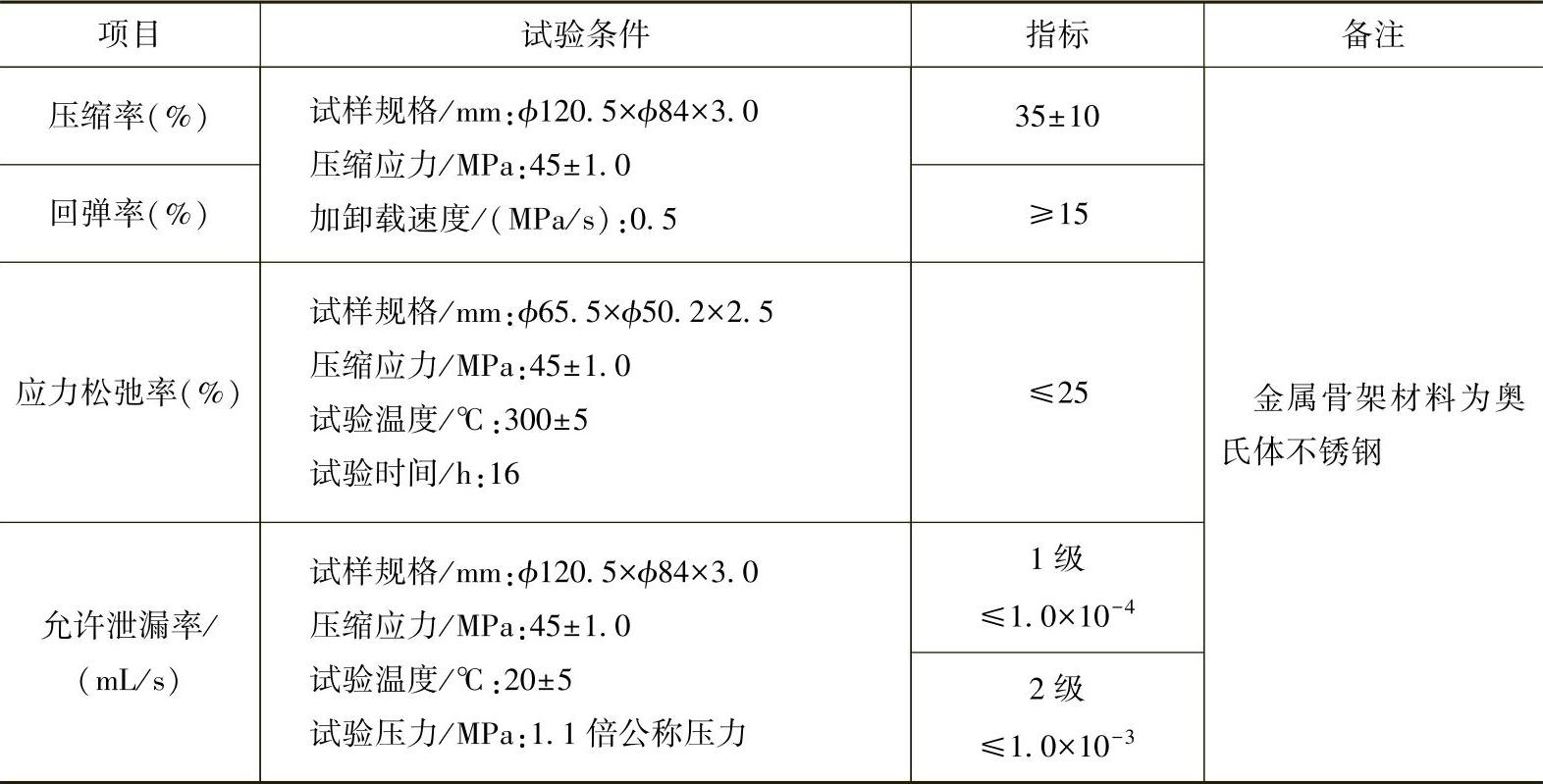
柔性石墨金属波齿复合垫片各项力学性能及密封性能指标见表6-69。
表6-69 柔性石墨金属波齿复合垫片各项力学性能及密封性能指标(摘自GB/T 19066.3—2003)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。