



1.材料
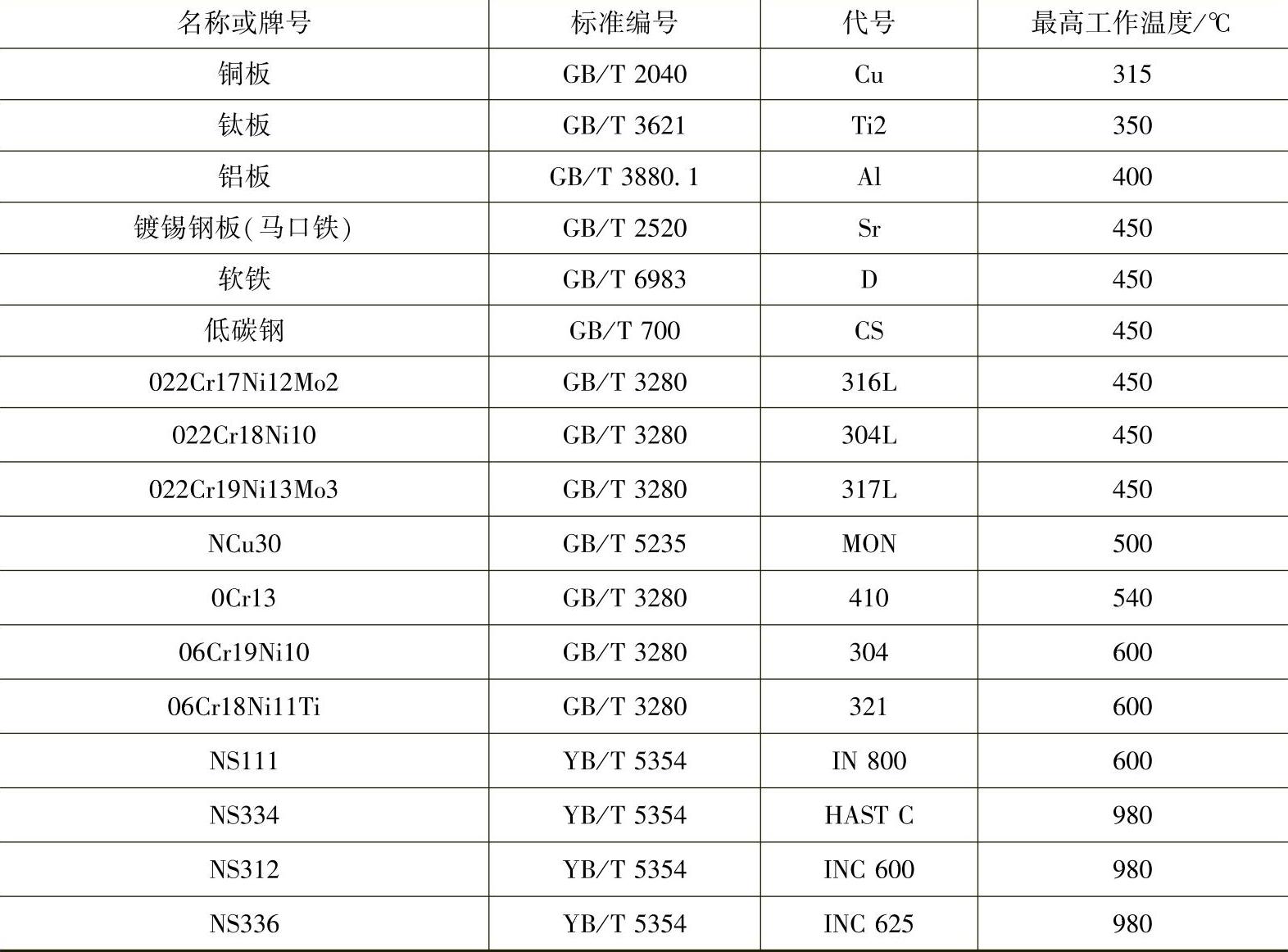
1)垫片常用的包覆层金属材料见表6-35。包覆层金属材料的厚度为0.3~0.5mm。其执行标准、代号及推荐的最高工作温度应符合表6-35的规定。根据供需双方协商,允许采用表6-35以外的其他材料。
表6-35 包覆层金属材料执行标准、代号及推荐的最高工作温度 (摘自GB/T 15601—2013)
2)填充材料执行标准、代号及推荐的最高工作温度应符合表6-36的规定。根据供需双方协商,允许采用表6-36以外的材料。
警告:根据法律要求,含石棉成分的材料在处理时应采取防范措施,确保其对人体健康不构成危害。
表6-36 填充材料的执行标准、代号及推荐的最高工作温度(摘自GB/T 15601—2013)

(续)

① 柔性石墨类材料用于氧化介质时最高使用温度为450℃。
3)垫片的最高使用温度应低于包覆层金属材料和填充材料最高使用温度中的较低值。
4)包覆层金属材料硬度应低于法兰硬度。若两者硬度相近,可在垫片上下表面贴覆与使用介质相适应的软性材料(表6-36所列填充材料)作为辅助密封,以增加密封可靠性。
2.外观质量
1)填充材料应完全包在金属包壳内。金属包壳表面必须平整、光滑,不允许有裂纹、皱折、锈斑和径向贯通划痕等缺陷。平面型金属包覆垫片翻边宽度应符合表6-37的要求,且翻边宽度应均匀和对称。
表6-37 垫片翻边宽度(摘自GB/T 15601—2013)(单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
2)填充材料应采用同一厚度的材料沿圆周方向均匀填充,不宜采用多层填充。如需多层填充,则最多不超过3层;填料材料采用拼接填充时,上下两层的接头应错开,且在整个截面上厚度应均匀一致。
3.接头
包覆层金属材料应使用整板制作。若拼接时,其拼接接头处不超过表6-38的规定,焊接处必须与母材齐平。
表6-38 包覆层金属材料拼接接头(摘自GB/T 15601—2013)

4.尺寸偏差
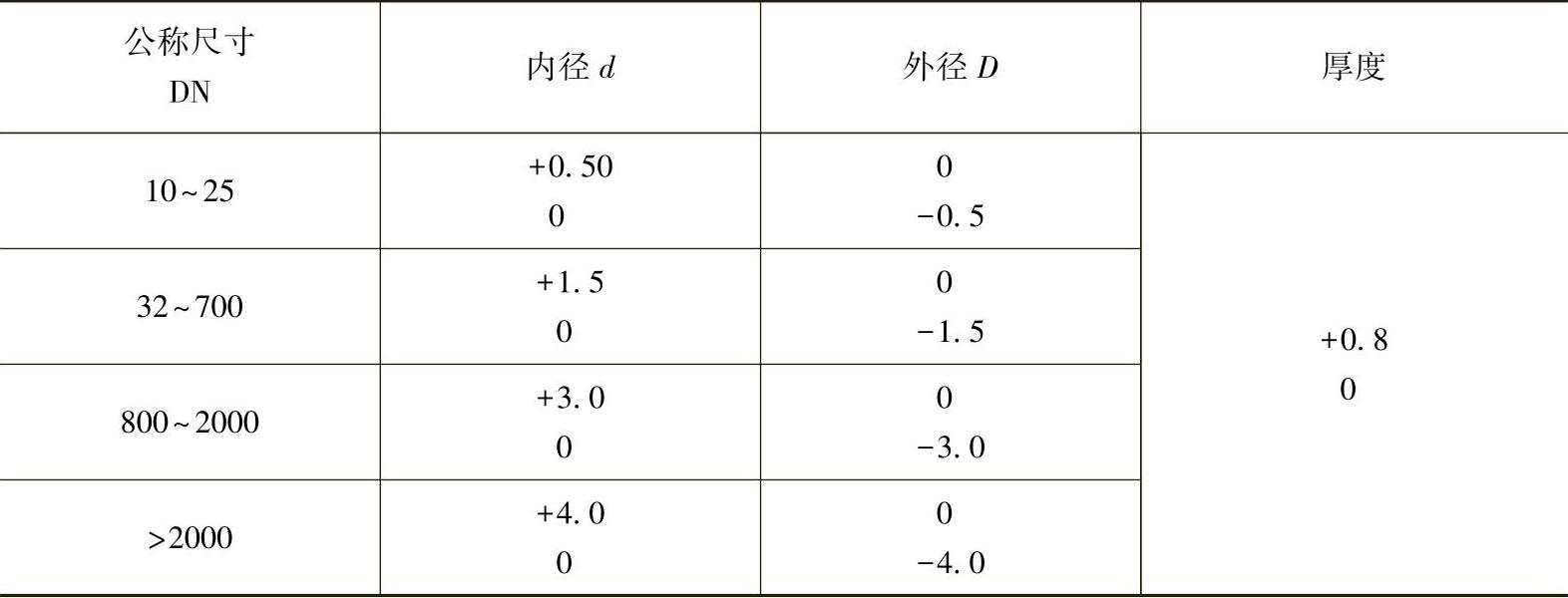
1)PN标记的管法兰用垫片的尺寸偏差应符合表6-39的规定。
表6-39 PN标记的管法兰用垫片的尺寸偏差(摘自GB/T 15601—2013) (单位:mm)
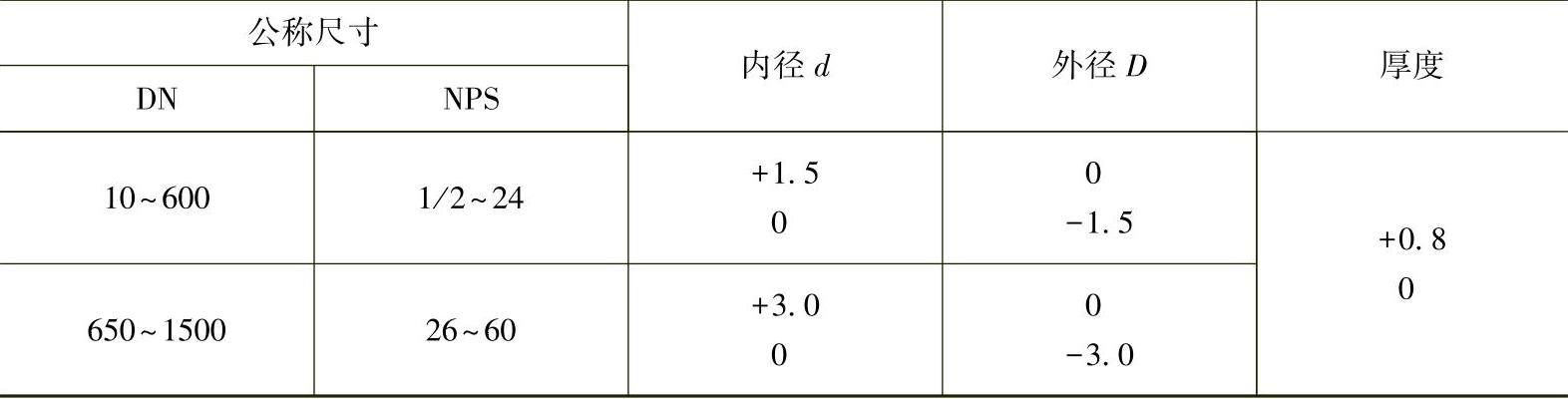
2)Class标记的管法兰用垫片的尺寸偏差应符合表6-40的规定。
表6-40 Class标记的管法兰用垫片的尺寸偏差(摘自GB/T 15601—2013) (单位:mm)
5.垫片性能
垫片的性能指标应符合见表6-41。
表6-41 垫片的性能指标(摘自GB/T 15601—2013)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。