



ϕ60mm GCr15轴承钢棒材用来加工轴承套圈。用户在热冲锻加工轴承套圈时,在半成品的套圈表面上产生宽400μm、深600μm左右的纵向裂纹,在其附近还有一条细小的纵向裂纹,如图9-47所示。轴承套圈用材对性能有较严格的要求:满意的强度指标,良好的韧性、塑性性能,合理的成分和组织,良好的工艺性和经济性等。冲锻件裂纹的产生表明钢材存在潜在的冶金缺陷,对制造套圈构成威胁,因此弄清楚裂纹的性质及产生原因十分重要。
图9-47 在热冲锻中轴承套圈表面产生的纵向裂纹
1.检验结果
为分析裂纹产生的原因,进一步确定裂纹产生的本质,对裂纹试样和母材用光谱仪测定了化学成分,进行了低倍酸蚀,纵向和横向金相组织和缺陷观察等检验。
1)从试样的纵截面观察发现,有A类夹杂物,级别为2.0级,还有B类夹杂物,级别为1.5级,组织正常,均在合格范围之内。母材的夹杂物检验也在合格范围之内,未发现严重的冶金缺陷。
2)从半成品套圈的横向金相照片中发现有两处裂纹,一处类似折叠裂纹,裂纹在表面处的宽度为400μm,深600μm左右,裂纹前端弯曲,两侧稍有脱碳,具有折叠缺陷特征,如图9-48所示。裂纹前端未发现向前扩展迹象,如图9-49所示。另一处类似飞边缺陷,该处两侧有较深脱碳,如图9-50所示。在主裂纹附近还有一条宽50μm、深150μm的浅表面裂纹,如图9-51所示。
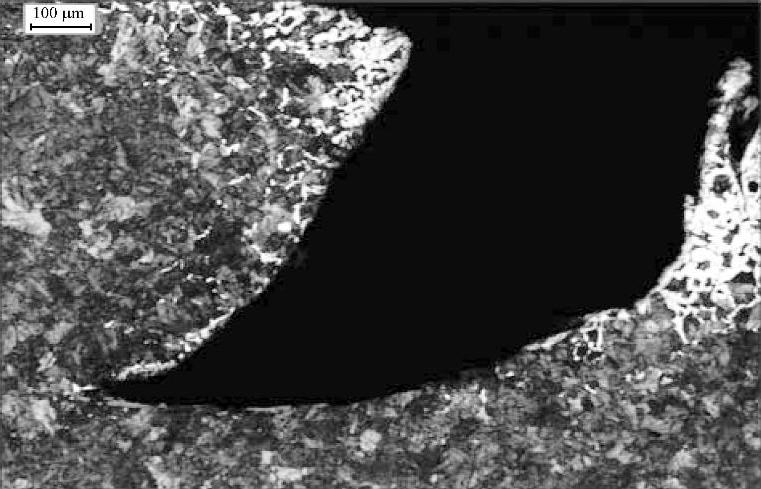
图9-48 母材金相看到的宽400μm,深600μm的折叠裂纹
在表面处稍有脱碳,裂纹前端弯曲,具有棒材表面折叠的特征。

图9-49 折叠裂纹前端未发现向前扩展迹象
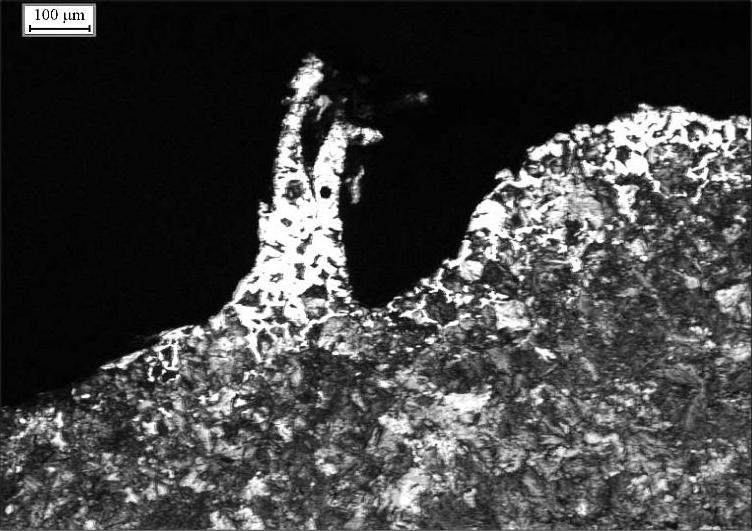
图9-50 半成品套圈表面的飞边缺陷(该处两侧有较深脱碳)
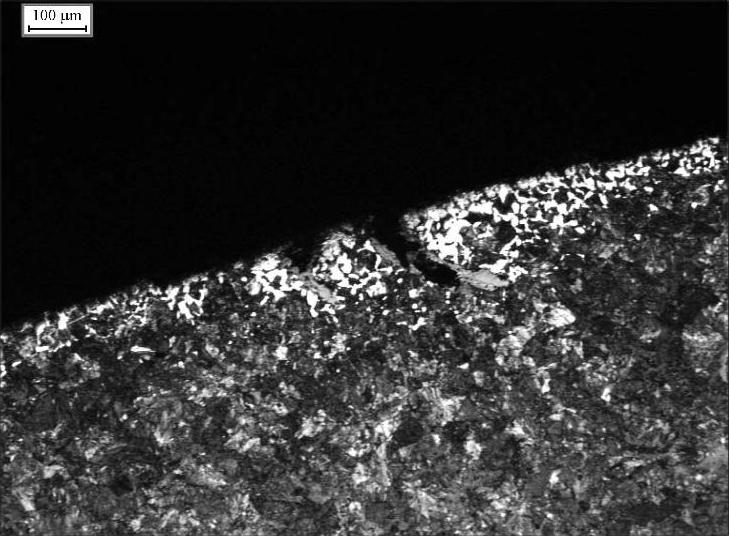
图9-51 宽50μm深150μm的浅表面裂纹
3)从母材的金相照片上看到,其表面有一个类似划伤的表面缺陷。
4)母材的金相组织为珠光体和索氏体组织,有不连续的渗碳体网纹,晶粒粗大,如图9-52所示。在两块母材的酸洗低倍试样上都发现类似折叠的裂纹,如图9-53和图9-54所示。(https://www.xing528.com)
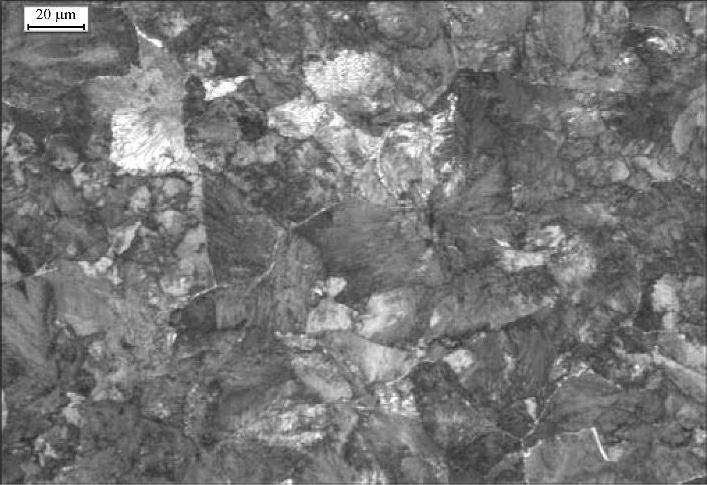
图9-52 母材的金相组织为珠光体和索氏体组织(有不连续的渗碳体网纹,晶粒粗大)
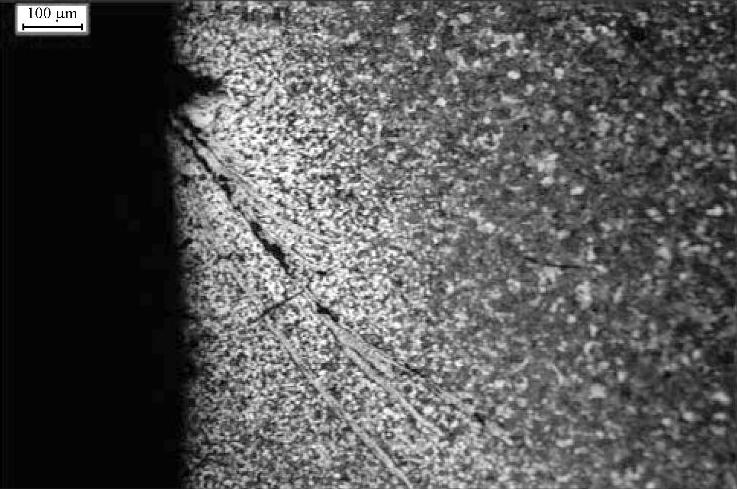
图9-53 母材发现的一条浅表面裂纹,具有折叠特征
2.缺陷分析与对策
(1)缺陷性质 从上述几张照片可以看出,在母材上存在明显的折叠裂纹,如果待加工钢料块存在肉眼没能发现的折叠裂纹,经冲孔和锻压就会使得表面裂纹扩大,形成肉眼可见的纵向裂纹。
分析认为,母材上的折叠裂纹是初轧时方形钢坯变形成圆形棒材,在自由宽展条件下轧件的高宽比过大和2次翻钢之间的压下量较大造成的。由于孔型的宽度大于钢坯的宽度,轧制钢坯时在侧面产生自由宽,使钢坯两侧出现双鼓形,即波浪形的凹凸状,其波峰波谷并不严格按照轧制方向伸展,在轧制过程中,起伏较大的一个波峰逐渐偏向一侧,就形成了表面折叠缺陷。
(2)消除折叠缺陷的措施
1)加强轧机的调整,避免在中间道次出耳子。
2)如孔型某部位磨出尖角,应及时修磨或更换。
3)加强导板的检查调整,保持工件表面光滑平整,以免划伤轧件。
4)坯料的沟槽要严格按照标准规定的长、宽、高来清理。
5)降低自由宽展条件下的高宽比,控制两次翻钢之间的压下量。
6)严格控制轧制工艺,可避免折叠缺陷,防止冲锻裂纹的产生。
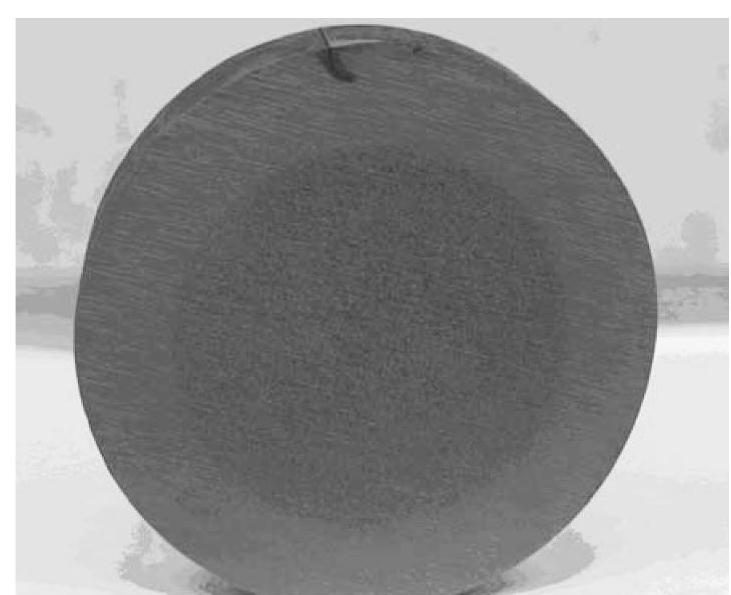
图9-54 母材低倍检验发现的折叠裂纹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。