



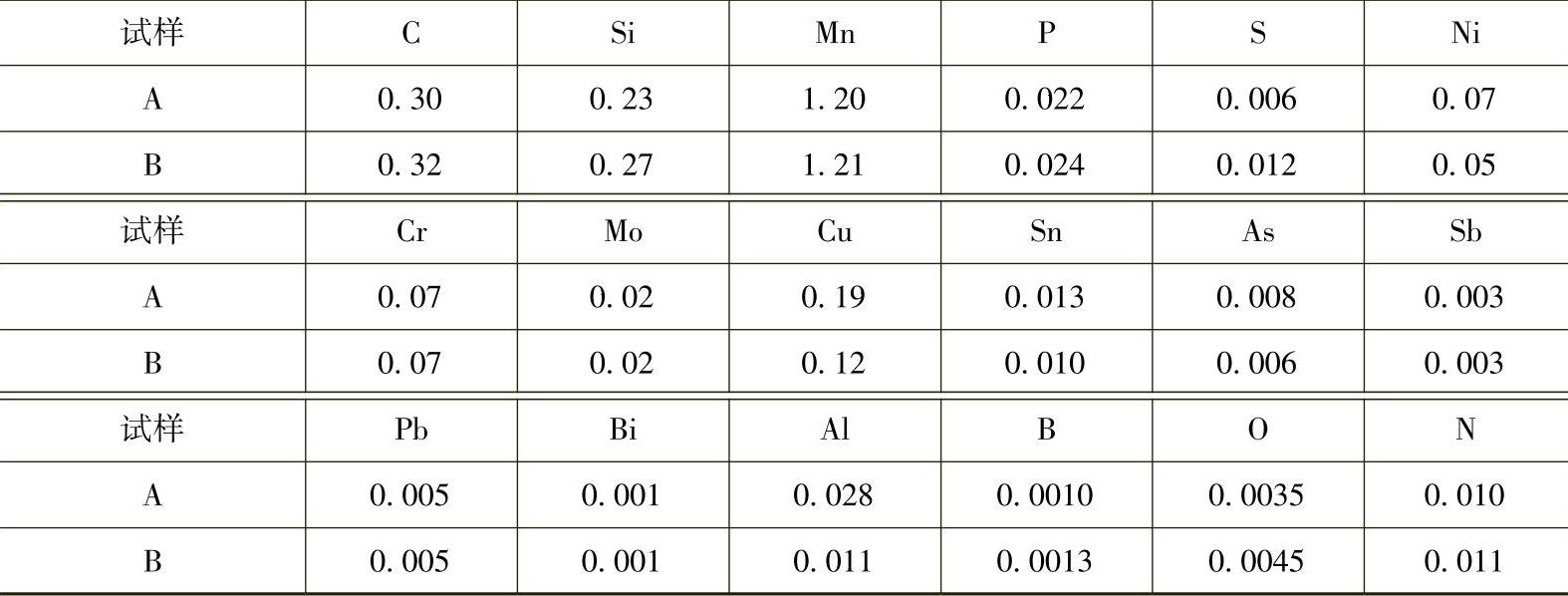
使用Gleeble机测定了不同残余元素含量的连铸圆坯试样的高温力学性能,结果表明:Cu当量(Cu+10Sn)=0.32%的试样在925~1000℃,特别是在950℃的热塑性显著降低。扫描电镜和俄歇电子能谱仪检验发现,此温度下试样沿晶断裂,在奥氏体晶界有Sn偏析。分析连铸生产条件认为,如果拉速较低,结晶器内初生坯壳温度处于此高温脆性区,圆铸坯将可能产生纵裂。试样化学成分见表6-9。
表6-9 试样化学成分(质量分数)(%)
从图6-27可看出,在1000~1300℃温度区,试样A、B的RA值相近,热塑性很好。在此温度区间,结晶器内的坯壳应具有较高的塑性和一定的强度,能抵抗较大的热应力。
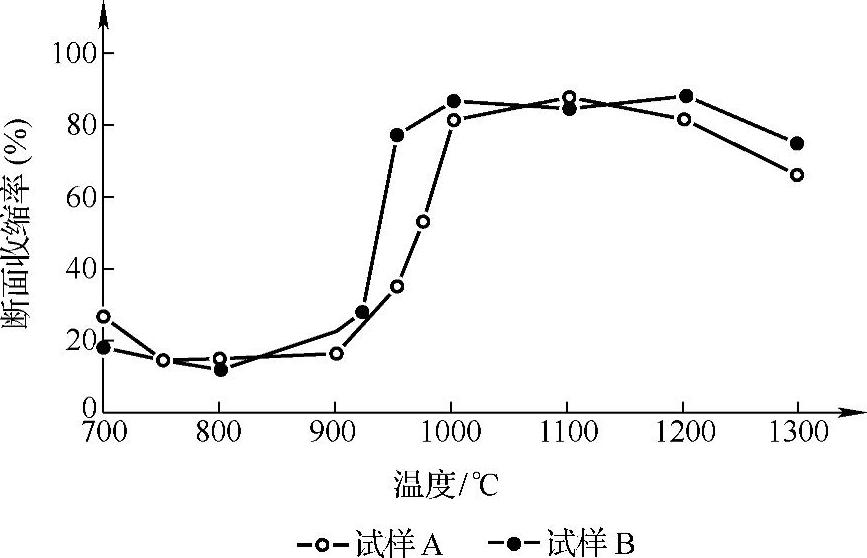
图6-27 试样A、B的断面收缩率与温度的关系
在925~1000℃温度区,试样A的RA值急剧下降。如果一次冷却和二次冷却经过这个温度区间,则对坯壳有很大的影响。陈栋梁等人对结晶器内弯月面区域凝固传热的研究表明,拉速越低,弯月面附近初生坯壳的温度越低。当拉速约为1 m/min时,弯月面附近初生坯壳的温度可降低到1000℃以下;拉速约为2 m/min时,初生坯壳的温度约为1200℃。在实际生产中,与试样A对应的铸坯拉速为0.9 m/min,因此弯月面附近初生坯壳的温度可能会降到925~1000℃的脆性区,即使在较小的热应力作用下,初生坯壳也可能沿晶界形成初级裂纹。在二次冷却区,如铸坯表面温度在925~1000℃的脆性区,新的裂纹也可能产生。另一方面,在结晶器内产生的初级裂纹会进一步扩大形成严重的表面纵裂纹。而试样B的RA值在950℃仍为76.69%,它的高温高塑性区范围较宽。而且,与试样B对应的铸坯拉速为1.7m/min,可以保证弯月面附近初生坯壳的温度在良好的塑性区范围内,因而其初生坯壳具有较高的塑性和强度,能承受较大的热应力,所以试样B无纵裂纹产生。
在700~925℃温度区,试样A、B的热塑性都很差。如果在此低塑性区矫直,铸坯还可能会产生横裂纹。但实际操作中,试样A、B铸坯的矫直温度为1000~1100℃,所以铸坯无横裂纹产生。
观察发现,断口形貌以沿晶断裂方式为主,还有少量解理断裂,如图6-28所示。检查断口的元素偏析,结果表明,在沿晶断裂的界面上,有很小的Sn的峰,而在非沿晶断裂(解理断裂)的表面上,没有发现Sn峰,说明有Sn在晶界偏析,在晶界上还发现了B、N、C、P、S的偏析。在电子探针(AES)的检测灵敏度范围内,未发现Cu、As、Sb、Bi、Pb元素的偏析。(https://www.xing528.com)
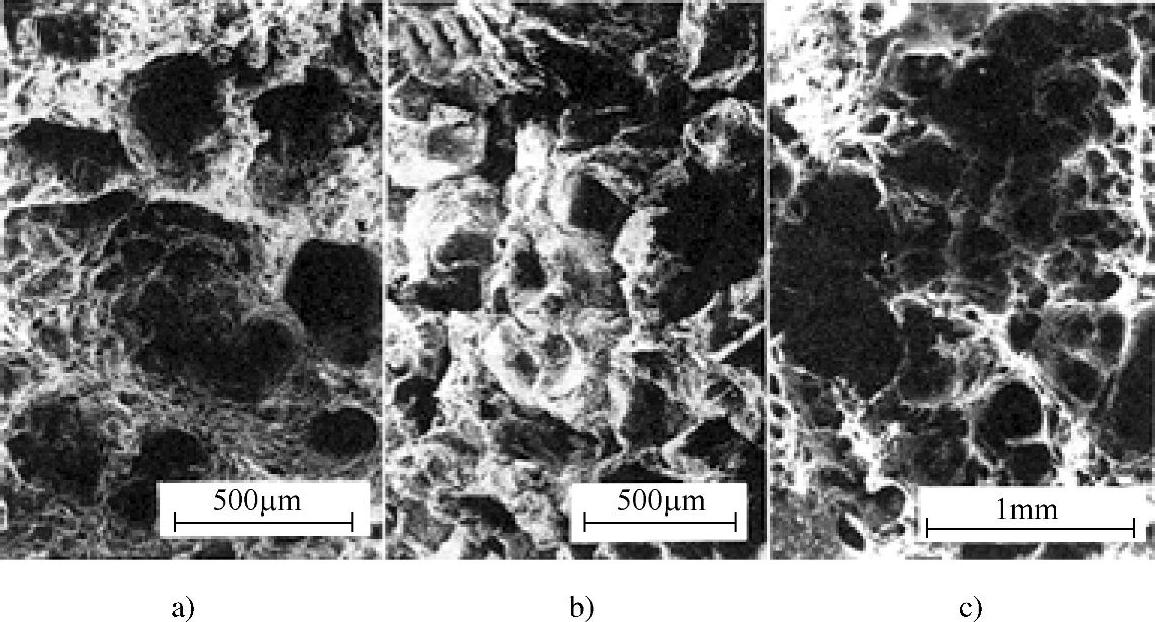
图6-28 试样A、B的断口形貌
a)试样A,1000℃ b)试样A,950℃ c)试样B,950℃
通过AES测定,在950℃拉伸的试样A中,Sn在奥氏体晶界有明显的偏析,这是导致热塑性降低的主要因素。原因如下:
1)Sn在晶界偏析降低了晶界的表面能,减弱晶粒间的结合力,加速晶界微孔的萌生与长大。
2)Sn的偏析锁住了晶界不能动,只能形成晶界微孔来消除位错堆积。
3)Sn阻碍了晶界迁移和动态再结晶,而晶界迁移和动态再结晶可以隔断晶界微孔连接,减少微孔形成,有利于恢复热塑性。从试样A、B高温拉伸的应力-应变曲线可知,试样B的动态再结晶温度约为1000℃,而试样A由于有Sn的偏析,动态再结晶温度推迟到1100℃。发生晶界迁移的温度应比动态再结晶的温度低一些,因此试样B的热塑性约在950℃可得到恢复,而试样A的热塑性约在1000℃才能得到恢复。
因为Cu在奥氏体中固溶度较高,扩散速率较低,不易发现它在晶界的偏析。但Nachtrab W T等人在900℃拉断钢样的晶界处发现有Cu、Sn、Sb的偏析,并认为Cu、Sn、Sb在晶界的偏析是促进沿晶开裂的主要因素。由于Cu的扩散速率低,Cu在奥氏体晶界的偏析需要较长时间的保温。试样A的硫含量很低,尽管有S在晶界偏析,但Nachtrab W T等人认为与Cu、Sn的偏析相比,S不是造成这一温度下热塑性降低的主要因素。Matsuoka H等人的对比实验表明,在不含Cu、Sn的高温(900~1000℃)拉伸试样中,当硫含量很低时,MnS的偏析对热塑性的降低作用可以忽略。P在晶界也有偏析,Suzuki H G认为碳含量大于0.25%的钢种,P的偏析可能会造成热塑性降低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。