



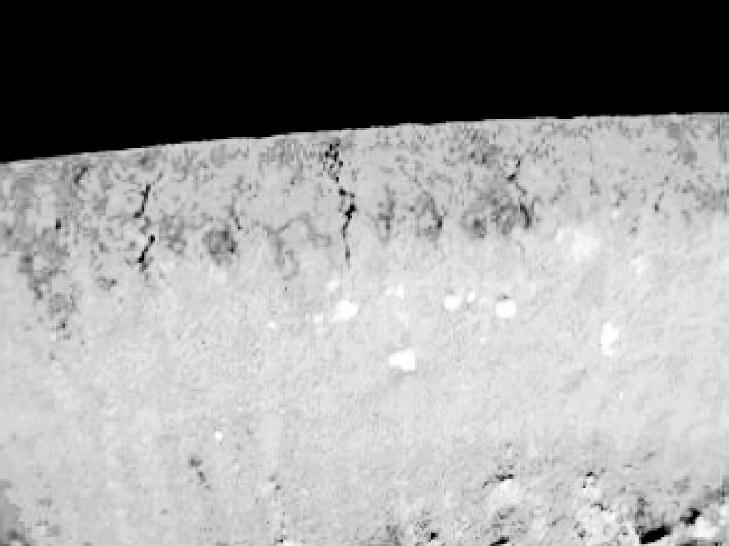
图6-2 15CrMoG连铸坯表面横裂纹
连铸棒材的表面裂纹与连铸坯角部区域的沟槽有关,最为严重的是沟槽内的纵向亚表面裂纹,因此棒材的多数表面裂纹是由于连铸沟槽在随后的再加热与轧制过程中形成的。裂纹产生氧化并沿纵向裂开。在沟槽内也可能存在深的振痕与表面缺陷,如重皮、裂纹等。
与轧材表面质量相关的连铸坯的沟槽及亚表面裂纹形成的原因是多方面的。图6-3显示连铸坯10%变形后表面横向裂纹扩展情况。钢液从浸入式水口进入结晶器后,结晶器保护渣的液滴渗透在钢的凝固层与水冷的铜制结晶器壁间,随着凝固壳的移动,结晶体的锥度与变形便会影响缝隙的大小并使坯壳收缩。出结晶器后的一次冷却水与坯的膨胀会进一步影响坯壳的力学性能。
钢坯的横向裂纹生成具有一些规律性。通常认为:钢坯四个角部出现横向裂纹的概率较大,但基本上是在内弧,认为是由于喷水的冷却效果在内弧的积累而产生的。其实,内弧易产生缺陷还有两个内在的原因:结晶器液相穴夹杂物上浮使一部分夹杂物被正在凝固的树枝晶捕集,常常在铸坯内弧10~20mm处居多;另一个原因是由于重力的作用,晶体下沉,抑制了外弧侧柱状晶生长,故内弧侧柱状晶比外弧侧要长,由于内弧侧的内在冶金质量较差,所以出结晶器的矫直往往产生角部裂纹并常常集中在内弧侧。
由于生产过程中连铸坯横裂纹常常被FeO覆盖,只有经过酸洗后才能发现,因此对于连铸坯的质量检查是不容易进行的。铁鳞包裹的连铸坯表面发现不了的显微裂纹是连铸坯经轧制扩展成宏观表面横向裂纹的根源。连铸坯试样在热盐酸中深侵蚀可充分显现显微裂纹。显示显微裂纹的其他方法还有颜色渗透法、磁粉探伤、除鳞或砂轮清除等。显微裂纹可能是普遍存在或局部出现,局部出现的显微裂纹往往在振痕处或其他表面凹陷处,较宽的显微裂纹,常伴随一些细小的横向裂纹,如图6-3所示。(https://www.xing528.com)
裂纹是沿着原始奥氏体晶界扩展。金相观察表明:未腐蚀试样显现的裂纹深度通常为1~2mm,但是某些区域裂纹可深达6mm。虽然浅的裂纹可通过再次加热除鳞减少,但较深的裂纹不能消除并在粗轧时产生撕裂。随着连轧的进行,这样的表面撕裂将被拉长并成为无法处理的不规则的箭形的表面缺陷。热轧板上的这样缺陷如图6-4所示。
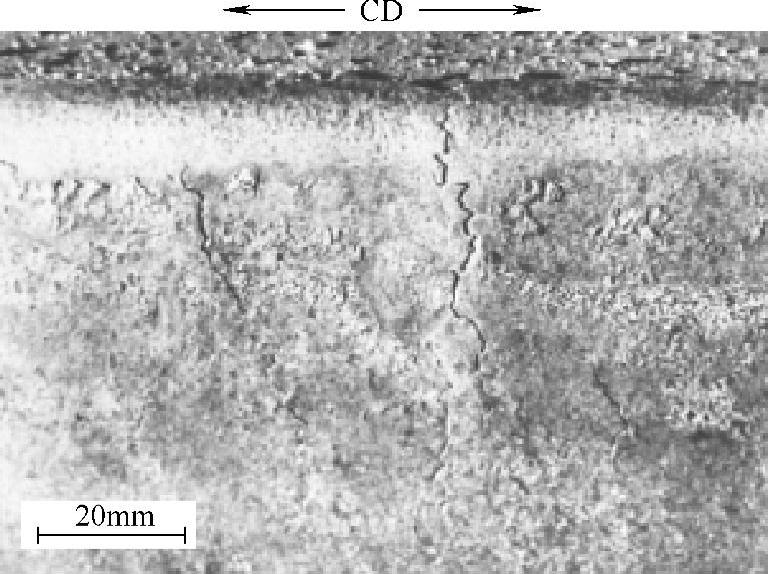
图6-3 连铸厚板坯表面横向裂纹形貌
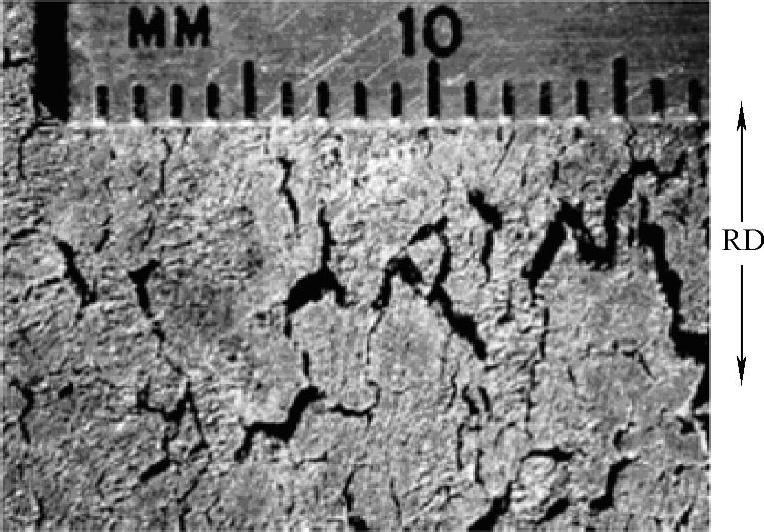
图6-4 连铸坯10%变形后表面横向裂纹扩展情况
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。