



铸坯表面质量的好坏决定了在热加工之前是否需要精整,它是影响钢材成品率和成本的重要因素,也是铸坯热送和直接轧制的前提条件。铸坯表面缺陷产生的原因是极其复杂的,要针对缺陷的类型具体分析。
铸坯的表面缺陷主要取决于钢液在结晶器中的凝固过程,与结晶器坯壳形成、结晶器液面波动、浸入式水口设计、保护渣性能等因素有关。必须控制影响表面质量各参数在目标值以内,以生产无缺陷铸坯,或缺陷控制在合格范围内的连铸坯这是热送和直接轧制的前提。因此,为了获得良好的铸坯表面质量,可以根据钢种和产品的不同要求,在连铸的不同阶段如钢包、中间包、结晶器和二次冷却区采用不同的工艺技术,对铸坯质量进行有效控制。
连铸坯表面缺陷是影响连铸机产量和铸坯质量的重要缺陷。据统计,各类表面缺陷中裂纹占50%。铸坯出现裂纹,轻者要进行精整,重者会导致拉漏或报废,既影响铸机生产率,又影响产品质量,因而增加了成本。
连铸坯的表面缺陷,包括表面纵向裂纹、角部纵裂纹、横裂纹、角部横裂纹、星状裂纹、龟裂纹、双浇、凹陷、表面夹渣、表面气孔等缺陷,如图6-1所示。(https://www.xing528.com)
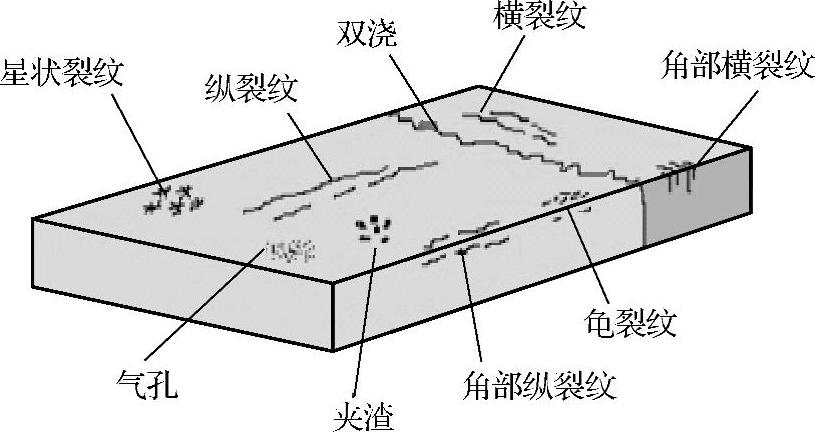
图6-1 铸坯连铸坯表面缺陷示意图
铸坯连铸坯表面缺陷的产生主要取决于:钢成分对凹陷、裂纹的敏感性,浇注工艺条件及连铸机设备状况。连铸坯在初期凝固过程中一旦形成裂纹等表面缺陷,在以后的冷却过程中就不能弥补,且铸坯表面裂纹大都在结晶器内形成,即铸坯初期凝固过程直接影响铸坯表面质量,表面裂纹是影响铸坯表面质量的主要原因之一。铸坯坯壳初期凝固变形,使坯壳与结晶器内壁接触不均匀,引起传热不均匀,从而造成坯壳厚度不均匀,产生较大的应力。当应力大于坯壳高温强度时,产生表面裂纹。坯壳变形量大,则坯壳厚度不均匀程度随之增大,坯壳应力也加大,易于产生裂纹,特别是在凝固初期坯壳较薄且强度较差时,坯壳变形量大则引起坯壳厚度不均匀程度也大,更易产生裂纹。许多学者研究证实,表面凹陷的形成明显受钢中碳含量的影响,钢中碳含量(质量分数,下同)为0.1%时影响最严重。在实际连铸生产中发现,浇注碳含量为0.09%~0.12%及0.18%的钢种时,结晶器热流量、坯壳与铜壁间摩擦力和铜板温度均较低,同时坯壳生长不规则,铸坯表面很容易产生裂纹。对于碳含量在0.1%附近的包晶钢,其初生坯壳在结晶器上部和靠近角部区域的收缩很不规则,容易诱发铸坯表面缺陷。坯壳不规则收缩主要集中在弯月面下100mm范围内,由此可知,结晶器上部的锥度并不适合坯壳收缩。因此,应通过优化结晶器锥度来提高拉坯速度。一个重要的指导原则是在结晶器上部采用较大锥度,以促使坯壳与铜板良好接触。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。