



非金属夹杂物的数量和分布对铸坯洁净度评级是非常重要的。大于50μm的大颗粒夹杂物在钢液中主要受钢液流动和浮力的影响。对弧形连铸机来说,铸坯内弧上部容易形成夹杂物集聚带。对中间包内钢液总氧含量的测定发现,钢包开浇时钢液二次氧化的程度较大。中间包开浇时,钢液中氧含量(质量分数)可达0.0040%(40×10-4%),随后氧含量下降,到第一个钢包浇注结束时其值(质量分数)可为0.0013%(13×10-4%)。从弧形连铸坯的横截面取样,夹杂物分布特点是:
1)图3-2所示为连铸坯夹杂物分布图,图3-3所示为连铸坯液相穴夹杂物上升示意图。图中可见,内弧铸坯厚度四分之一处有夹杂物集聚。距离内弧边缘越远,夹杂物的数量越少。铸坯处于结晶器时,夹杂物可上浮至弯月面。夹杂物集聚带主要集聚在距铸坯内表面约30mm处,是铸坯运动的弧形路径所致。如夹杂物尺寸的阈值增加,大夹杂物集聚带将向外侧移动,因为大杂物比小夹杂物更容易上浮。对弧形连铸机来说,在内弧侧面的弯曲区的固液界面容易捕捉上浮的夹杂物,在内弧侧四分之一到五分之一厚度处形成夹杂物集聚。弧形半径R越小,内弧侧夹杂物聚集越严重。一般情况下,外弧夹杂物减少,内弧夹杂物就增多。
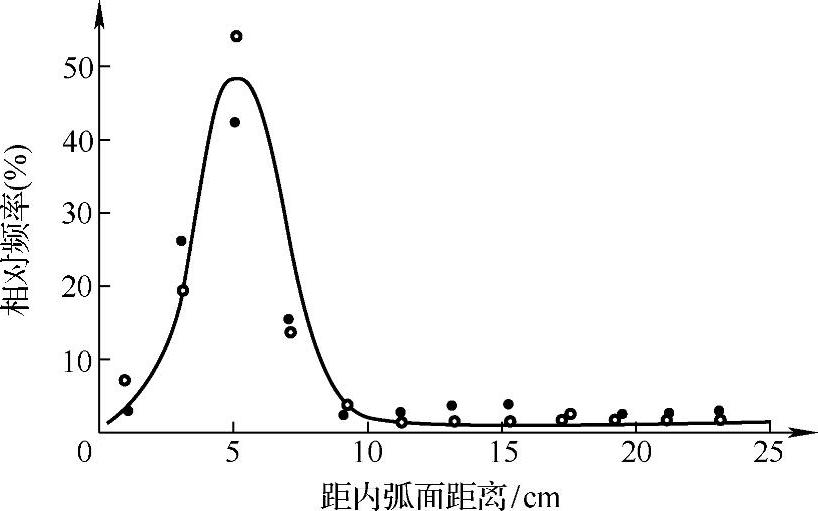
图3-2 连铸坯夹杂物分布图
2)内弧侧夹杂物集聚还与注流冲击深度有关。较快的注流和强烈的紊流会把水口堵塞物冲到深度2.55m以下,因而夹杂物不能上浮而被凝固前沿捕捉,成为铸坯中偶然性夹杂物的来源。
3)图3-4所示为连铸过程中氧化夹杂物的来源示意图。浇注过程中,钢包渣、中间包渣、结晶器保护渣会以渣滴形式卷入钢液中。若卷入渣滴的氧势高,一方面与钢液中合金元素发生二次氧化生成夹杂物,另一方面渣滴也会在钢中生成大颗粒夹杂物。在注流冲击区,强烈的紊流会把中间包渣、结晶器保护渣混入钢液并进入结晶器,没有上浮到内弧表面而滞留在内弧侧的一定深度内,形成夹渣缺陷。这种缺陷对铸坯及轧材更是一种危险的冶金缺陷,在检验中经常发现夹渣缺陷,因此钢液在经历钢包→中间包→结晶器的过程中,防止二次氧化和下渣、卷渣是生产洁净钢非常重要的操作。
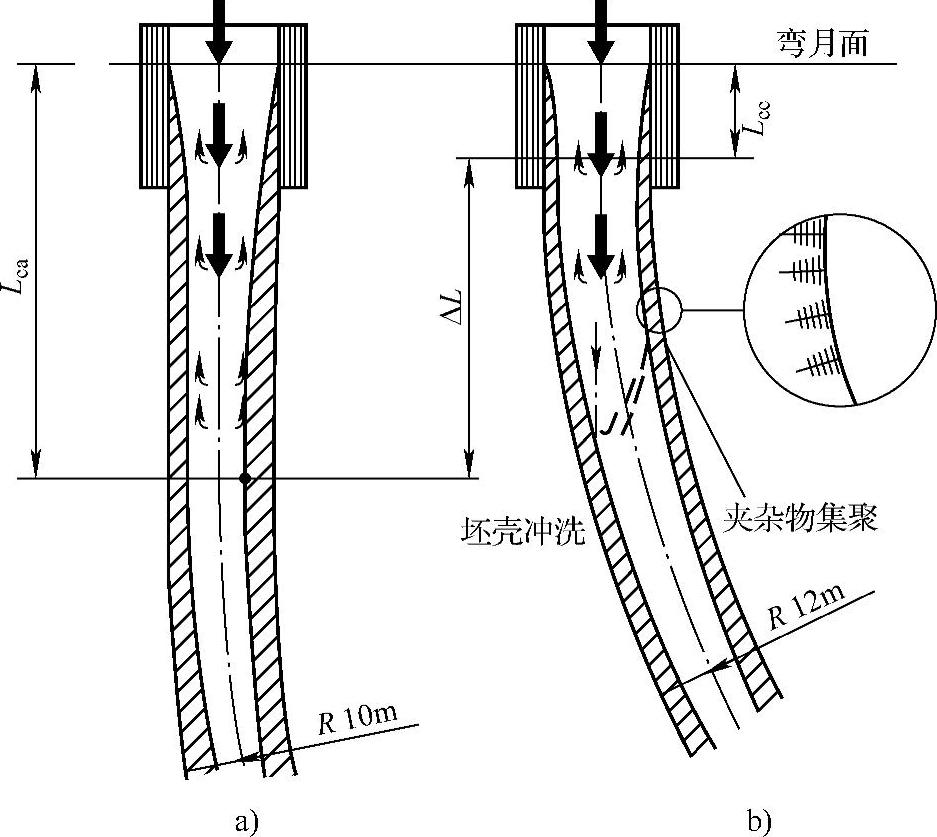
图3-3 连铸坯液相穴夹杂物上升示意图
a)带垂直段的立弯式连铸机 b)弧形连铸机(https://www.xing528.com)
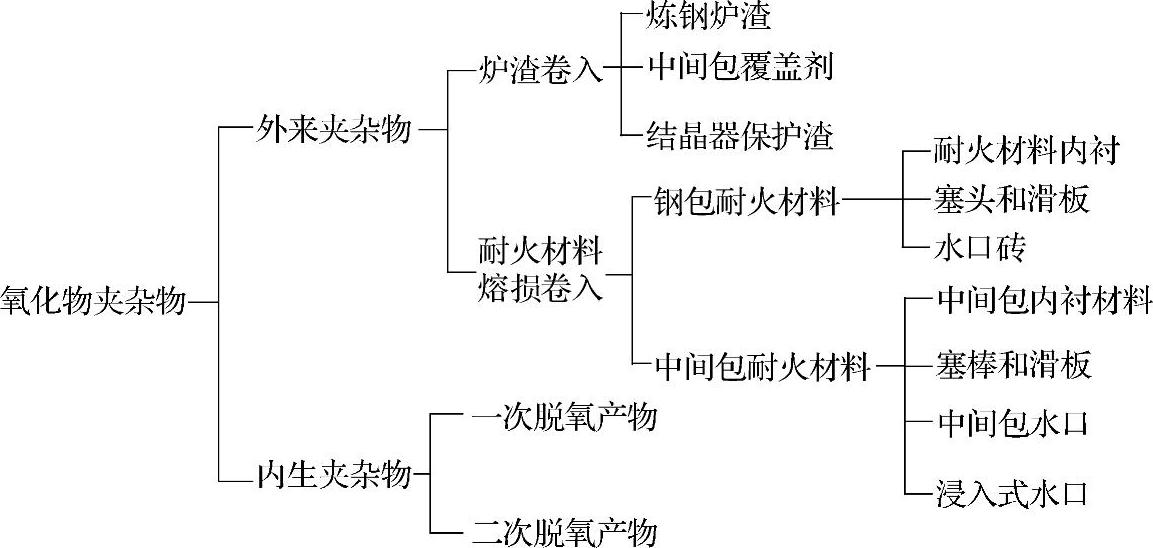
图3-4 连铸过程中氧化夹杂物的来源示意图
连铸机的机型不同,连铸坯内夹杂物的数量也有明显的差异。如按1kg铸坯计算铸坯夹杂物的含量:
立式铸机:0.04mg/kg;
立弯式铸机:0.46mg/kg;
弧形铸机:1.75mg/kg;
水平铸机:1.35mg/kg。
从图3-2、图3-3中连铸坯夹杂物的分布可知,解决夹杂物集聚的办法有:①加大弧形半径,可以减轻夹杂物的集聚,然而加大铸机造价,不可取;②采用炉外精炼、保护浇注等有效措施,尽可能把钢液中的夹杂物去除干净,减少夹杂物的集聚几率;③建造带有垂直段(2~3m长)的立弯式铸机,铸坯夹杂物无集聚,也降低了铸机造价。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。